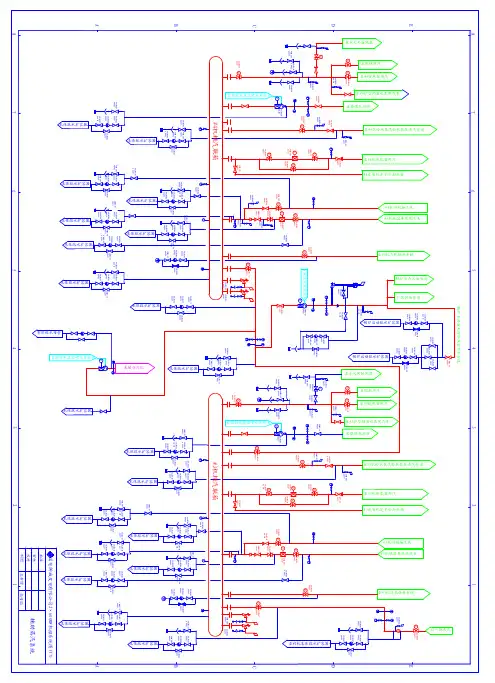
锅炉本体疏水排污系统图
- 格式:pdf
- 大小:575.97 KB
- 文档页数:1

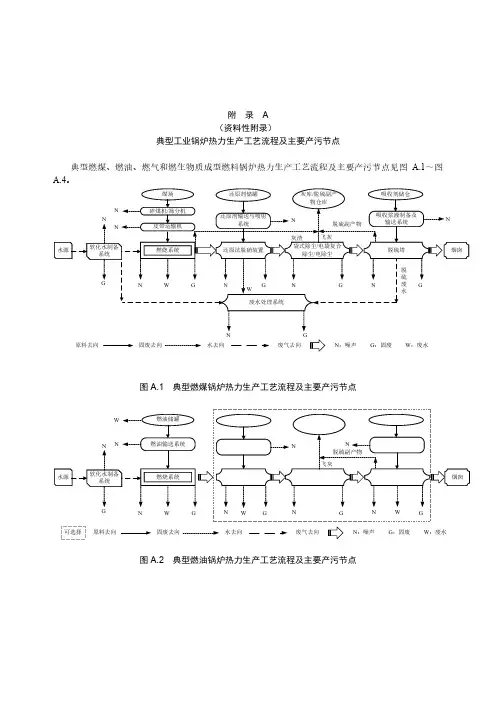
附 录 A (资料性附录)
典型工业锅炉热力生产工艺流程及主要产污节点
典型燃煤、燃油、燃气和燃生物质成型燃料锅炉热力生产工艺流程及主要产污节点见图 A.1~图A.4。
:废水
W 噪声
:N :固废
G 废气去向
水去向
固废去向
原料去向
图A.1 典型燃煤锅炉热力生产工艺流程及主要产污节点
可选择废水
:W :噪声
N 固废
:G 废气去向
水去向
固废去向
原料去向
图A.2 典型燃油锅炉热力生产工艺流程及主要产污节点
可选择
废水
:W :噪声
N 固废
:G 废气去向
水去向
固废去向
原料去向
图A.3 典型燃气锅炉热力生产工艺流程及主要产污节点
可选择废水
:W :噪声
N 固废
:G 废气去向
水去向
固废去向
原料去向
图A.4 典型燃生物质成型燃料锅炉热力生产工艺流程及主要产污节点
附录 B
(资料性附录)
典型工业锅炉炉膛出口烟气污染物浓度
典型工业锅炉炉膛出口烟气中颗粒物、SO2和NO x浓度见表B.1。
表B.1 典型工业锅炉炉膛出口烟气污染物浓度。
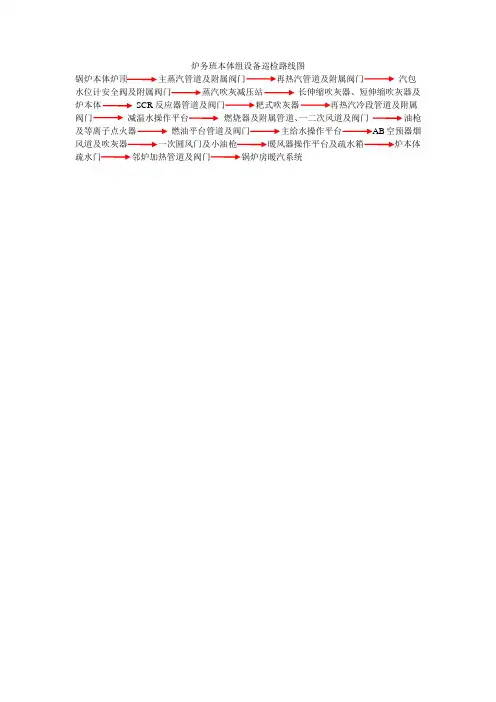
炉务班本体组设备巡检路线图
锅炉本体炉顶主蒸汽管道及附属阀门再热汽管道及附属阀门汽包水位计安全阀及附属阀门蒸汽吹灰减压站长伸缩吹灰器、短伸缩吹灰器及炉本体SCR反应器管道及阀门耙式吹灰器再热汽冷段管道及附属阀门减温水操作平台燃烧器及附属管道、一二次风道及阀门油枪及等离子点火器燃油平台管道及阀门主给水操作平台AB空预器烟风道及吹灰器一次圆风门及小油枪暖风器操作平台及疏水箱炉本体疏水门邻炉加热管道及阀门锅炉房暖汽系统。
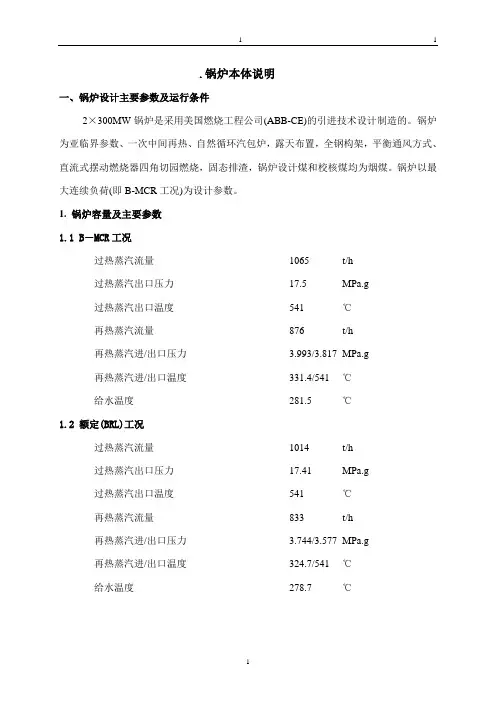
.锅炉本体说明一、锅炉设计主要参数及运行条件2×300MW锅炉是采用美国燃烧工程公司(ABB-CE)的引进技术设计制造的。
锅炉为亚临界参数、一次中间再热、自然循环汽包炉,露天布置,全钢构架,平衡通风方式、直流式摆动燃烧器四角切园燃烧,固态排渣,锅炉设计煤和校核煤均为烟煤。
锅炉以最大连续负荷(即B-MCR工况)为设计参数。
1. 锅炉容量及主要参数1.1 B-MCR工况过热蒸汽流量1065 t/h过热蒸汽出口压力17.5 MPa.g过热蒸汽出口温度541 ℃再热蒸汽流量876 t/h再热蒸汽进/出口压力 3.993/3.817 MPa.g再热蒸汽进/出口温度331.4/541 ℃给水温度281.5 ℃1.2 额定(BRL)工况过热蒸汽流量1014 t/h过热蒸汽出口压力17.41 MPa.g过热蒸汽出口温度541 ℃再热蒸汽流量833 t/h再热蒸汽进/出口压力 3.744/3.577 MPa.g再热蒸汽进/出口温度324.7/541 ℃给水温度278.7 ℃下摆动,最大摆角为±30︒;2台磨煤机投运即可带BRL负荷。
(2) 锅炉采用了14048mm×12468mm炉膛断面,通过采用水平浓淡燃烧器,较高的燃尽高度等措施保证煤粉的及时着火和充分燃尽。
(3) 炉膛上部布置壁式辐射再热器和大节距的分隔屏、后屏过热器以增加过热器与再热器的辐射特性,并起到切割旋转烟气流,减少进入过热器炉宽方向烟温偏差的作用。
壁式再热器布置于前墙和两侧墙的水冷壁管处,分隔屏沿炉宽方向共布置四大片。
(4) 采用电子计算机对每个水冷壁回路的各种工况作精确的水循环计算,确保水循环的可靠性。
膜式水冷壁为光管、内螺纹管加扁钢焊接型式。
(5) 各级过热器和再热器最大限度地采用蒸汽冷却的定位管和吊挂管,保证运行的可靠性。
分隔屏和后屏沿炉膛宽度方向设有四组汽冷定位夹紧管,并与前水冷壁之间装设导向定位装置以作管屏的定位和夹紧,防止运行中管屏的摆动。
PLTU 1 JAWA BARAT 3×(300-400MW) INDRAMAYU,WEST JAVADCS SYSTEMDCS 系统OPERATOR’S GUIDE操作员手册NO2007022008-XXX-07FOXBOROMay 2009CONTENTS协调控制系统(CCS)操作说明 (3)锅炉安全监控系统(FSSS)操作说明 (9)锅炉系统、汽机系统、公用系统流程画面操作说明 (13)电气控制系统流程画面操作说明 (20)协调控制系统(CCS)操作说明1 协调控制系统包括的内容及设计说明1.1 协调控制系统包括的内容1.2 协调控制系统的总体设计思想:PLTU 1 JAWA BARAT (INDRAMAYU)3×330MW POWER DCS工程协调控制系统的设计思想主要是将锅炉和汽机作为一个整体,完成对机组负荷、锅炉主汽压力的控制,达到锅炉风、水、煤的协调动作。
对于协调控制系统而言包含三层含义:机组与电网需求的协调、锅炉汽轮机协调以及锅炉风、水、煤子系统的协调。
1.2.1 机组与电网需求的协调机组与电网需求的协调主要是机组最快的响应电网负荷的要求,包括了电网AGC控制和电网一次调频控制两个方面。
1.2.2 锅炉汽轮机的协调协调控制系统的设计包含了两种协调控制方式,一种是以炉跟机为基础的协调控制系统,另一种是以机跟炉为基础的协调控制系统,设计的基本思想是:为提高机组的稳定性和响应性,在正常情况下应采用以炉跟机为基础的协调控制系统。
在锅炉辅机出现故障影响机组处力、以及机组出现RUNBACK运行工况,协调控制系统应切换到机跟炉为基础的协调控制系统。
炉跟机为基础的协调控制系统采用的是以锅炉控制压力,汽机控制负荷的运行方式,为了提高锅炉的响应性,稳定控制锅炉主汽压力,保证汽机对负荷的响应性,协调控制系统引进了直接能量平衡控制思想,选用汽机调速级压力(P1)与汽机自动主汽门前压力(Pt)之比乘以机前压力定值(Ps)作为汽机对锅炉的能量需求(该信号是直接能量平衡信号PS*P1/Pt),该信号以动态前馈及反馈的形式控制锅炉的燃料量,这种控制方式加快了锅炉对汽机能量需求的响应性,稳定了锅炉的压力和燃烧,能保证锅炉控制的响应性和稳定性。


一、锅炉上水前的检查、上水操作注意事项、水压试验:各汽水阀门处于下表开关位置:1.检查汽包水位计,应符合下列要求:1. 1汽、水连通管保温良好。
1. 2水位计指示清晰,标尺正确。
1. 3汽门、水门和放水门严密不漏,开关灵活。
1. 4水位计的安装位置与其标尺正确,在正常水位与高、低水位线处有明显标志。
1. 5备有冲洗汽包水位计时防止烫伤工作人员的防护罩。
1. 6照明充足、可靠。
1. 7投入水位计。
1. 8水位计不参与水压试验,可解列。
2.检查压力表,应符合下列要求:2. 1表面清晰,汽包压力表与过热蒸汽出口压力表在工作压力处时应有标志。
2.2表计指在零点。
2.3校验合格,贴有校验标志,加装铅封。
2.4照明充足。
2.5投入压力表。
3.检查安全阀,应符合下列要求:如果打水压:水压试验压力规定为过热器出口工作压力,即13.34Mpa,过热器安全阀超水压试验压力为汽包的工作压力1.25倍即18.4Mpa。
汽包与过热器安全阀不参与水压试验,用螺丝压紧防止起跳。
3.1排汽管和疏水管完整、畅通,装设牢固,排汽管有防止作用力的支架。
3.2能自由活动,周围无杂物和积灰。
3.3装有防护罩。
3.4手柄位置便于操作。
4.冲洗过热器:4.1锅炉大修后,要对过热器系统进行反冲洗,冲洗用合格的除盐水,水温控制在90℃以下。
4.2冲洗前,并做好相关联系工作,拆除反冲洗管上的旋转堵板,反冲洗阀门前各阀门应在下列位置:4.2.1汽包空气门开启,集汽联箱空气门开启,省煤器混合联箱空气门开启。
各门待有水冒出后关闭。
4.2.2主汽门与其旁路,加药门,连排一次门,省煤器再循环门,对空排汽电动门,事故放水门,所有的疏水门均关闭。
4.2.3定排一二次门全开。
4.3反冲洗过热器的一般程序是:4.3.1开启反冲洗门,通过过热器向锅炉上水。
以泡一泡冲一冲的方式进行反冲洗效果更好。
4.3.2轮流开启水冷壁下联箱的定期排污门。
4.3.3通知化水人员取样分析水质,水质合格后,结束冲洗,关闭反冲洗门,关闭排污门,需要保持锅炉水位。
锅炉各部件的工作原理•锅炉及锅炉设备的任务电厂锅炉是发电厂三大主要设备中重要的能量转换设备。
它的作用是将燃料的化学能转变为热能,并利用热能加热锅内的水使之成为具有足够数量和一定质量(汽温、汽压)的过热蒸汽,供汽轮机使用。
现在火力发电厂的锅炉容量大、参数高、技术复杂、机械化和自动化水平高,所以燃料主要是煤,并且煤在燃烧之前先制成煤粉,然后送入锅炉在炉膛中燃烧放热。
概括地说,锅炉是主要工作过程就燃料的燃烧、热量的传递、水的加热与汽化和蒸汽的过热等。
纯低温余热锅炉分为窑头(AQC)和窑尾(SP)两台炉,其不同之处在与:AQC余热锅炉:利用篦式冷却机中部抽取的废气作为热源。
SP余热锅炉:利用预热器一级筒出口废气作为热源。
双压系统的窑尾锅炉排气需要提供给水泥生产系统作为烘干用热源,因此排气温度不能太低,故窑尾锅炉只设蒸发器和过热器,蒸发器给水由窑头锅炉的高压省煤器加热后供给。
窑头锅炉排气温度要保证在系统中不结露和节点温差合理的前提下尽可能低。
为了加大热利用率,窑头锅炉分为两段,分别由高压省煤器、蒸发器、过热器和低压省煤器、蒸发器、过热器组成,高压省煤器加热后的热水同时作为窑尾蒸发器和窑头高压蒸发器的给水。
窑头低压省煤器加热后的热水供窑头低压蒸发器使用,窑尾锅炉及窑头锅炉高压过热器同时生产一种压力的过热蒸汽,混合后进入汽轮机入口段。
窑头低压过热器生产压力较低的过热蒸汽,并单独进入汽轮机的中段。
汽轮机的排气经凝汽器凝结成水由凝结水泵输送到除氧器,除氧后一部分水由高压给水泵加压送回窑头锅炉的高压省煤器重新循环,另一部分水由低压给水泵加压送回窑头锅炉的低压省煤器重新循环。
一:锅炉设备的组成①锅炉本体:“锅”、“炉”•“锅”-吸热容纳水和蒸汽的受压部件,包括锅筒(汽包)、对流管束、水冷壁、集箱(联箱)、蒸汽过热器、省煤器和管道组成的一个封闭的汽水系统。
•“炉”-放热锅炉中使燃料进行燃烧产生高温烟气的场所,是由煤斗、炉排、炉膛、除渣板、送风装置等组成的燃烧设备。