轴承滚道磨削中金刚石滚轮修整技术的应用
- 格式:pdf
- 大小:291.41 KB
- 文档页数:5
砂轮修整技术的研究及运用摘要:砂轮修整器的修整质量是影响无心磨床加工精度的一个主要因素,本文针对当前无心磨床的砂轮修整问题,详细例举了四种修整方法,并进行了对比分析,分别概述了其优缺点及运用条件。
关键词:砂轮修整;单点修整;金刚滚轮成形修整随着机床行业不断发展,砂轮修整方式呈现出多元化趋势。
无锡机床股份有限公司作为国内同行业中的主导企业,多年来一直从事无心磨削成形与修整的研究。
砂轮修整是无心磨床的关键点之一,选择合适的修整方式,对机床加工精度起着重要作用。
砂轮修整与成形状态,不仅能决定最终成品的精度,而且对机床性能有着重大影响。
本文就结合我司几个磨削实例,介绍无心磨床砂轮成形的几种修整方法。
1.仿形板修整仿形板靠模修整技术,可以分为整体仿形板和拼接式仿形板修整两种。
型面较为简易的阶梯轴类工件,只要被磨削轴径的砂轮端面处相邻两轴径过渡区斜率不大于tg45°的工件,运用整体仿形板的仿形修整技术就能满足磨削要求。
如图1所示:图1图中:D为工件大轴径、d(d1、d2)为工件小轴径h(h1、h2)为相邻两轴径的半径差b(b1、b2)为相邻两轴径的沉割槽宽取砂轮磨削面超越工件被磨削表面的距离为0.5mm,则在仿形板爬坡角为45°情况下,沉割槽的最小宽度应为b=h+1。
但如若需要加工型面较为复杂且各型面之间轴径差较小的零件,整体仿形板技术工艺难度大,制造成本高。
仿形板形面精度难以保证,容易产生仿行运动误差,并将其反馈至砂轮形面,最终将误差体现于工件,影响磨削精度。
为了弥补这一缺陷,我们可将仿形板做成分段拼接式,各段的高低位置分别可以调整,并采用整体预调好后安装到修整器上。
我司为纺织机械行业提供的纺织锭杆专用无心磨床M11150/1便采用了此结构。
作为类似零件的典型代表,纺织锭杆特点较为显见,工件型面复杂,台阶多且相邻台阶差小,如果使用整体仿形板,得不到很好的工艺性能;而采用拼接式仿形板座,加工性能良好,人员操作简单快捷。

砂轮修整一般有车削、用金刚石滚轮、磨削和滚轧等方法。
车削修整法:以单颗粒金刚石(或以细碎金刚石制成的金刚笔、金刚石修整块)作为刀具车削砂轮,是应用最普遍的修整方法。
安装在刀架上的金刚石刀具通常在垂直和水平两个方向各倾斜约5°~15°;金刚石与砂轮的接触点应低于砂轮轴线0.5~2毫米,修整时金刚石并作均匀的低速进给移动。
要求磨削后的表面粗糙度越小,则进给速度应越低,如要达到Ra0.16~0.04微米的表面粗糙度,修整进给速度应低于50毫米/分。
修整总量一般为单面0.1毫米左右,往复修整多次。
粗修的切深每次为0.01~0.03毫米,精修则小于0.01毫米。
金刚石滚轮修整法:采用电镀或粉末冶金等方法把大量金刚石颗粒镶嵌在钢质滚轮表面制成的金刚石滚轮,以一定转速旋转(借以降低滚轮与砂轮的相对速度),对高速旋转的砂轮表面产生磨削和辗压作用,使砂轮获得与滚轮型面吻合的锋利工作表面。
金刚石滚轮制造复杂,造价高,但经久耐用,修整效率高,适于在大批量生产中修整磨削特殊成形表面(如螺纹、齿轮和涡轮叶片榫齿等)的砂轮。
砂轮磨削修整法:采用低速回转的超硬级碳化硅砂轮与高速旋转的砂轮对磨,以达到修整的目的。
滚轧修整法:采用硬质合金圆盘、一组由波浪形白口铁圆盘或带槽的淬硬钢片套装而成的滚轮,与砂轮对滚和挤压进行修整。
滚轮一般装在修整夹具上手动操作,修整效率高,适于粗磨砂轮的修整。
(1)金刚石笔修整砂轮根据金刚石颗粒的大小及其在笔中分布的不同,金刚石笔分为链状、层状、排状和粉状等几种。
由天采用结合力较强的合金作结合剂,使用中金刚石砂轮颗粒不易脱落,直到用完无需中途修磨。
(2)滚压法修整砂轮滚压法修整金刚石砂轮,砂轮通过降速以1~2m/s的速度带动滚压轮(用金属、硬质合金或磨料制成)旋转。
滚压轮加于砂轮约3~5MPa的压力,将金刚石砂轮表层的磨粒挤碎或使磨粒脱落。
滚压法修整的砂轮切削性能较好,成本较低,但被磨工件的表面粗糙度较粗,滚压轮易磨损,寿命短,精度易丧失。
花键轴磨床金刚滚轮修整器的设计花键轴磨床金刚滚轮修整器的设计Spline Shaft Grinding Wheel Dresser Diamond Design作者姓名:殷蕾专业:学号:指导教师:完成日期:上海电机学院继续教育学院摘要本次的课题主要针对目前的花键轴磨床基本上采用金刚钻笔进行砂轮修整,这种修整器的结构很复杂,修整精度保持性差,调整困难。
想寻找一种新的解决办法。
金刚石修整滚轮是新一代砂轮修整工具,集精密制造、精密电镀、精密测量于一体的高技术产品。
采用成型修整技术具有修整效率高、修形能力强、精度高保和持性好等优点,是发展高精度成型磨削加工所需的关键技术。
而在汽车、拖拉机行业希望生产厂能提供一种高效修整,修整精度保持性好的一种修整器。
我们采用金刚滚轮进行砂轮修整的方法来满足汽车、拖拉机行业的要求。
所以提出了这一课题。
希望在国内外各个方面的科技知识下设计出一个满足以上条件的修整器。
关键词:调整;精密制造;精密测量;修整器Spline Shaft Grinding Wheel Dresser Diamond DesignAbstractThe main topic for the current spline shaft grinding machine is basically used for dressing diamond pen, this dresser is the complexity of the structure was repaired to maintain the accuracy of poor adjustment difficulties. To find a new solution.Diamond wheel dressing wheel dressing tool is a new generation, set precision manufacturing, precision electroplating, precision measurement of high-tech products in one. Trim molding technology used to renovate high efficiency, modification capability, high accuracy and good security and the advantages of holding, is to develop high-precision grinding molding the key technologies required. And in the automotive, tractor manufacturing plant industry hope to provide an efficient finishing, finishing of precision to maintain a good dresser. We use Diamond Wheel Dresser Wheel for ways to meet the automotive, tractor industry requirements. The reason for this topic. I hope at home and abroad, scientific and technological knowledge in all aspects of a design to meet the above requirements of the dresser.Key Words:Write Criterion;Typeset Format;Degree Paper目录Abstract (III)引言 (1)1.1花键轴磨床简介 (1)1.2 成形磨削加工技术简介 (2)1.3 花键轴加工新技术——内径定心技术简介 (2)1.4 提出本课题的意义 (4)1.5金刚石工具的应用情况 (5)1.6金刚滚轮简述 (5)2方案分析 (6)2.1 设计中的技术要求和参数 (6)2.2 总体方案分析 (7)3技术分析和受力分析 (8)3.1金刚滚轮修整器的方案选定 (8)3.1.1 金刚石滚轮修整简介和特点 (9)3.1.2 不同修整方法的比较和选择 (9)3.1.3金刚滚轮成型修整器安放位置比较 (11)3.1.4 金刚石整修工具使用中的注意事项: (12)3.1.5金刚石整修工具加工方法 (13)3.1.6 金刚滚轮的规格 (14)3.1.7 技术要求 (15)3.2 滚轮主轴的设计 (16)3.2.1各轴段直径和长度的确定 (17)3.2.2主轴受力分析 (18)3.2.3主轴强度校核 (21)3.3 同步带轮传动简介 (24)3.3.1 同步带传动的特点及应用 (26)3.3.2 同步带传动的技术标准 (27)3.3.3 同步带传动的设计 (27)3.4轴承的选用 (29)3.4.1 主轴上的轴承的选择和寿命校核 (31)3.5 电动机的选择 (34)3.5.1 电动机的种类及其选择原则 (34)3.5.2交流伺服电机性能 (36)3.5.3 电动机的采用 (37)3.6 导轨的设计 (38)3.6.1 导轨的作用和设计要求 (38)3.6.2 滑动导轨基本形式(如图3-23所示) (39)3.6.3 导轨是设计主要内容 (40)结论 (42)参考文献 (43)致谢 (44)引言此次,我所设计的是金刚滚轮修整器:它是安装在花键轴磨床上的,安置在尾架旁,当休整砂轮需要休整时则将砂轮移至,用金刚滚轮进行修整,修整完后,砂轮返回继续加工,整个修整过程大体就是这样。
熙塑笠凰.高速磨削相关技术探究谈正秋(苏州工业职业技术学院机电机系,江苏苏州215104)脯羁高速磨削技术将继续克服当前存在的某些技术障碍,得到更快的发展,随著科学技术的不断进步和发展,对零件的加工精度和生产率提出了更高的要求,高速磨《4技术吏加显示出它的重安挂。
本文理论联系实际,对高速磨削相关技术进行了捐}讨。
联薹建词高速磨削技术;发展;趋势由于对高速磨削极限的研究取得突破性进展,高速磁悬浮轴承开始进入实用阶段,高回转强度的超硬磨科磨具日益普及,主轴系统在先平衡技术不断完善,使高速磨削加工技术必将迈匕—个新台阶,从磨削速度E看,这是—个人们一直追求的目标。
1国内高速磨肖q技术的发展我国高速磨削技术的研究起步较晚,与国外有较大的差距。
自1958年开始推广高速磨削技术,当时第一汽车厂、第一砂轮厂等相继试验成功50m,s高速砂轮,并进行磨削试验。
1964年,郑州磨料磨具磨削研究/i f r,Te洛阳拖拉机厂合作进行50m/s高速磨削试验,在机床改装和工艺等方面获得一定效果。
1975年,河南省南阳机床厂试制成功了M Sl332型80m,s高速外圆磨床,至1977年,全国已有17个省市770台磨床采用50m,s高速磨削技术,湖南大学已在实验室内成功地对100m/s和120m/s高速磨削进行试验。
目前,实验室磨削速度已达150m/s左右。
在高速磨削机床方面,我国与国外的主要差距在于机床的关键功能部件的研究开发落后于市场需求,如转速2000r/m i n以上的大功率刚性主轴,无刷环形扭矩电机,大行程直线电机、快速响应数控系统等技术尚未完全掌握。
在高速磨削砂轮材料方面我国已取得了很大的发展,特别是人造金刚石、立方氮化硼砂轮在磨削中的推广应用,使得高速磨削技术有了新的发展,并逐步和其它高效磨削技术相结合于—体。
2高速磨肖B技术的发展趋势1)在高速机床领域具有小质量、大功率的高转速主轴,与其配套的高速轴承技术、高速电机技术、高速主轴的润滑系统,及监控技术等将随之快速发展。
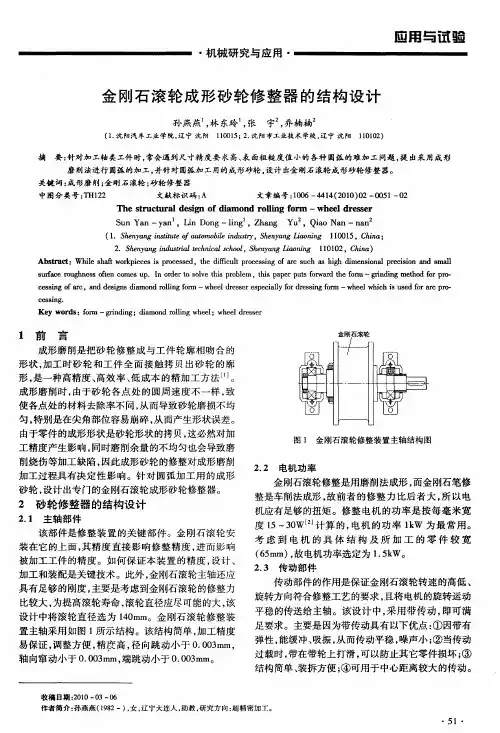
金刚石滚轮烧结工艺流程一、金刚石滚轮烧结工艺概述金刚石滚轮是一种常用的磨削工具,用于对硬质材料进行精密加工,如金属、玻璃、陶瓷等。
其最主要的磨削材料是金刚石,能够提供较高的研磨效率和加工精度。
金刚石滚轮的制造过程中,烧结工艺是其中一个非常重要的环节,烧结工艺的好坏直接影响着金刚石滚轮的使用寿命、磨削效率和质量等方面。
下面将详细介绍金刚石滚轮的烧结工艺流程。
二、金刚石滚轮烧结工艺流程1. 选料:首先需要选用高质量的金刚石磨料作为原料,一般来说,金刚石磨料的粒度要求较细,以确保金刚石磨料的强度和研磨效果。
此外,还需选用合适的金属粉末作为粘结剂,以及适量的添加剂来调整烧结工艺中的熔点和流动性等性质。
2. 配料混合:将选用的金刚石磨料、金属粉末和添加剂按一定的比例配比,并且进行混合均匀。
通常采用球磨机进行混合,以确保各种原料能够充分混合,形成均匀的烧结坯料。
3. 压制成型:将混合均匀的烧结坯料放入模具中,进行压制成型。
一般采用等静压、热压或冷压等方法,以确保烧结坯料的密实度和形状的准确性。
压制成型后的烧结坯料应有一定的强度和密实度,以确保其烧结后的质量。
4. 烧结处理:将压制成型的烧结坯料放入烧结炉中进行烧结处理。
烧结工艺是整个金刚石滚轮制造过程中的关键环节,其好坏直接决定着金刚石滚轮的使用性能。
烧结工艺需要控制好烧结温度、烧结时间和烧结气氛等参数,以确保金刚石磨料能够与金属粘结剂充分结合,形成坚固的磨具体。
烧结温度一般较高,通常在1200-1500摄氏度之间,烧结时间根据烧结温度和材料的不同而有所不同。
此外,烧结气氛也需要严格控制,以确保金刚石磨料和金属粘结剂能够在合适的气氛中进行烧结,形成良好的结合。
5. 修磨加工:经过烧结处理后的金刚石滚轮需要进行修磨加工,以去除表面的氧化物和杂质,同时使金刚石颗粒露出表面,以提高金刚石滚轮的研磨效率和使用寿命。
6. 检测包装:最后,对经过修磨加工的金刚石滚轮进行严格的检测,以确保其质量和磨削效果。
金刚滚轮技术标准
金刚滚轮技术标准遵循中华人民共和国机械行业标准JB/T 10040-2001。
该标准详细规定了金刚石修整滚轮的特征代号、规格、技术要求、检验规则以及标志和包装要求。
适用于各类金刚石修整滚轮,并引用了一系列相关的标准文件以确保金刚滚轮的质量和性能。
具体内容包括:
1. 特征代号与规格:明确金刚石滚轮的型号、尺寸等参数,以便于标准化生产和选用。
2. 技术要求:对金刚石滚轮的材料、制造工艺、精度等方面提出具体要求,确保其在使用过程中能达到预期的性能。
3. 检验规则:规定了检验金刚石滚轮的方法和标准,保证产品在出厂前符合技术规范。
4. 标志与包装:对产品的标识、说明书及包装方式进行规范,以便用户正确识别和使用。
值得一提的是,了解这些技术标准对于使用金刚滚轮的企业和个人来说是非常重要的,因为它们帮助确保所选用的工具能够高效、精确地完成砂轮修整工作,从而保证磨削加工的质量。
DOI:10.19533/j.issn1000-3762.2019.03.004轴承滚道磨削中金刚石滚轮修整技术的应用杨摩西,崔仲鸣,赫青山,王星,高东恩(河南工业大学机电工程学院,郑州450001)摘要:轴承滚道的加工精度直接影响轴承的制造精度,针对滚道磨削加工过程中精密成形修整问题,介绍了磨削用金刚石滚轮的制造方法、安装过程、修整应用工艺参数及其影响规律,同时对该方法在典型滚道中的应用实例进行了试验研究。
使用新研制金刚石滚轮修整的砂轮加工出的套圈,经检测其滚道半径精度为ʃ5μm,圆度误差为5μm,滚道位置精度为ʃ0.01mm。
结果表明:金刚石滚轮修整法可以用于复杂结构轴承滚道磨削中,尤其适用于多滚道磨削加工的砂轮修整,滚道之间的位置精度和修整效率均有明显提高。
关键词:滚动轴承;滚道;金刚石滚轮;砂轮修整;磨削中图分类号:TH133.33;TG74+9文献标志码:B文章编号:1000-3762(2019)03-0015-05Application of DiamondRoller Dressing Technology in Grinding ofBearingRacewayYANG Moxi,CUI Zhongming,HE Qingshan,WANG Xing,GAO Dong'en (School of Mechanical&Electrical Engineering,Henan University of Technology,Zhengzhou450001,China)Abstract:The processing accuracy of bearing raceway affects manufacturing accuracy of bearings directly.Aimed at accuracy forming dressing problems during grinding of raceway,the manufacturing method and installation process of di-amond roller,process parameters for diamond roller dressing and its influence rules are introduced.At the same time,the experimental study is carried out for application examples.The rings are machined by grinding wheel dressed by newly developed diamond roller,the radius accuracy of raceway isʃ5μm,the roundness tolerance is5μm,and the positional accuracy of raceway isʃ0.01mm.The results show that the diamond roller dressing method is able to be used in grinding of bearing raceway with complex structure,especially suitable for grinding wheel dressing during grind-ing of multiple raceways.The positional accuracy among raceways and dressing efficiency are improved obviously.Key words:rolling bearing;raceway;diamond roller;grinding wheel dressing;grinding轴承滚道不仅引导滚子滚动,还需承受径向或轴向载荷,滚道加工质量将直接影响轴承的制造精度和使用寿命。
轴承滚道较为常用的精加工方法是先磨削加工出滚道形状,再进行超精研磨,收稿日期:2018-01-24;修回日期:2018-09-03基金项目:国家自然科学基金项目(51775170);国家青年基金项目(51605144);NSFC-河南联合基金重点支持项目(U1604254)作者简介:杨摩西(1991—),男,硕士研究生,主要研究方向为超硬材料制品,E-mail:ymx11108@163.com。
通信作者:崔仲鸣(1962—),男,教授,主要研究方向为磨削加工理论和超硬磨料磨具制造技术,E-mail:czm@ haut.edu.cn。
滚道的磨削加工质量是决定其尺寸和研磨后滚道廓形精度的首要条件。
轴承滚道磨削方法分为:摆动法、切入法和范成法[1]。
其中切入法是最常用的方法,需先把磨削砂轮修整成所需的滚道形状,然后采用切入磨削方式直接加工出滚道,滚道形面由成形砂轮直接加工,砂轮的表面形貌会如实反映在加工面上。
因此,砂轮工作形面的修整精度是影响轴承滚道加工质量的关键[2-3]。
砂轮的修整方法可分为机械修整法、电加工修整法和其他修整法[4]。
轴承滚道磨削砂轮主要采用机械修整法中的单点金刚石笔修整法和金刚石滚轮修整法。
单点金刚石笔修整法具有修整装置简单,针对不同沟曲率容易调整的优势,但对于ISSN1000-3762 CN41-1148/TH 轴承2019年3期Bearing2019,No.315-19多滚道磨削,存在沟间距难以保证的缺点。
金刚石滚轮修整法具有修整效率高,修整精度高和修整尺寸稳定的优点,尤其对于复杂形面精密修整具有优势[5],已成功应用于轴承磨削加工之中。
文献[6]研究发现金刚石滚轮的粒度和旋转方向影响轴承零件的表面微观形貌、应力和金属组织结构;文献[7]采用金刚石滚轮对3000系列调心滚子轴承进行加工工艺试验和生产实践,并达到了预期效果;文献[8]设计制造包含10个不同沟形的金刚石滚轮,实现了对多种双滚道磨削砂轮的修整。
但是,对金刚石滚轮修整法在轴承滚道加工中的工艺参数和实际效果的研究还不够深入,文中将重点介绍。
1金刚石滚轮修整法的特点金刚石滚轮(以下简称滚轮)修整原理如图1所示,具有精密金刚石包络形面的滚轮安装在滚轮驱动器上,滚轮高速旋转并通过进给与砂轮啮合实现对砂轮形状的修整。
滚轮形面轮廓以及各项尺寸精度均参考被加工零件的相关技术要求设计,精度可达到微米,甚至亚微米级[9]。
金刚石滚轮修整法是一种适合复杂零件的高效精密修整方法,具有以下优点:1)修形能力强,可一次同时完成传统加工多道工序的加工,尤其适合形状较复杂的多滚道加工。
2)修整时间短,效率高,可以通过改变修整参数控制被修砂轮的锋利度,能够满足不同的加工要求。
3)不易磨损,使用寿命长,修整精度稳定,能够保证大批量生产的质量稳定性[10]。
图1金刚石滚轮修整法原理图Fig.1Schematic diagram of diamond roller dressing method2金刚石滚轮制造及应用工艺参数2.1精密金刚石滚轮的制造滚道砂轮用金刚石修整滚轮一般采用内电镀法制造。
内电镀法虽然工艺较为繁琐且制造流程长,但其制造精度能达到微米级,能够满足轴承复杂结构形面的需求[11]。
内电镀金刚石滚轮制造法原理如图2所示。
首先在阴模型腔上加工出精密的型腔内形面,以内型腔表面定位,将金刚石固定在型腔内形面上;然后通过电铸将金刚石固结在阴模内形面上,并形成一定厚度的磨粒镀层;之后用钢制内芯与金刚石镀层黏结,并将型腔形面的定位基准转换到内芯上;最后将阴模型腔去除,即得到具有精密形状的金刚石滚轮,再经过精密修磨得到高精度金刚石滚轮[12-13]。
1—内芯;2—黏结层;3—金刚石工作层;4—阴模型腔基准面;5—阴模型腔图2内电镀金刚石滚轮制造工艺示意图Fig.2Manufacturing diagram of diamond roller by internal electroplating2.2滚轮的驱动与安装滚轮与驱动器轴一般采用直孔安装形式(图3),这是因为径向和轴向对滚轮形面精度的影响不大,而轴线摆动误差影响较大。
滚轮与驱动轴的安装采用精密配合方式,配合间隙用绝对值表示,对于常规尺寸的轴径配合间隙Δ设定为4μm ,驱动器主轴的回转精度要求微米级。
1—金刚石滚轮;2—螺母;3—驱动器轴;4—垫片;5—驱动器轴肩;6—驱动器轴径图3金刚石滚轮与驱动器安装方式示意图Fig.3Installation method diagram of diamond roller and driver2.3滚轮应用工艺参数滚轮修整过程中的转速、进给速度、光修转数等是影响修整效果的主要因素。
针对轴承滚道磨·61·《轴承》2019.ɴ.3削常用工艺参数的影响因素进行了试验研究,并确定基本工艺参数。
试验修整滚轮:内电镀无规则排列粒度40/50,周边线速度VR=0 15m/s连续可调。
砂轮:陶瓷结合剂白刚玉磨料,粒度220#,周边线速度VS=15m/s。
2.3.1滚轮转速修整过程中滚轮外圆周与砂轮外圆周的相对速度称为修整速度差V K,即V K=V S-VR,V K的变化会影响修整后砂轮的锋利度,因此,可通过调整VK达到理想的修整效果。
V K与磨削工件表面粗糙度Ra值关系如图4所示,其中a为滚轮每转进给量。
V K=0是滚轮周边线速度与砂轮周边线速度相等的情况,此时滚轮与被修砂轮呈对滚状态,修整挤压作用最强,被修砂轮表面锋利度最大;V K=VS=15m/s是滚轮转速为0的特殊状态,系统稳定性不好,易产生振动,工件表面粗糙度Ra值凸起;V K>V S>15m/s是逆修状态。
应用中最好选用0<V K<V S,最佳范围为V K=(0.20 0.75)V S。
图4修整速度差对磨削工件表面粗糙度Ra值的影响Fig.4Influence of dressing speed difference on surface rough-ness of grinding workpieces磨削滚道外表面的砂轮直径一般为500 600mm,砂轮线速度接近VS=60m/s时,采用V K =(0.20 0.75)VS,则滚轮周边线速度VR=12 45m/s。
如果滚轮直径为100mm,则滚轮转速n=2300 8600r/min,考虑滚轮系统稳定性推荐滚轮修整转速为2300 3000r/min。
依据滚轮强度和驱动系统的稳定性试验,当滚轮转速超过3000r/min时对滚轮驱动系统有超高的要求,一般不建议采用。