贝宁格寇司特均匀轧车
- 格式:pdf
- 大小:1.33 MB
- 文档页数:8

经典轧制力模型理论解析(带钢冷轧模型理论学习笔记)中冶南方工程技术有限公司上海分公司2005年11月9日序号文章名称页数1 一、奥罗曼(E.Orowan)理论 62 二、布兰德-福特(D.R.Bland &H.Ford)轧制力近似计算理论163 三、斯通(M.D.Stone)的计算轧制力公式 554 四、布兰德-福特(D.R.Bland &H.Ford)轧制力及轧制转矩数学模型离散计算方法5 五、用离散算法对轧制程序表的试算题266 六、斯通轧制力与轧制转矩公式近似计算 37 七、M.D.Stone公式近似计算法试算例题188 八、冷轧轧辊辊缝中摩擦形成理论31在带钢冷轧机的轧制工艺设计、机械设备设计和轧钢生产过程控制应用软件的设计与开发。
都需要利用轧制力模型做计算。
那么,当前广为人们使用的轧制力模型是前人为我们留下的宝贵财富。
只有对那些成果深入地理解,才能认清当前应用的各种轧制模型的脉络,提高对模型的鉴别力和有所前进。
最先用微分方程式描述沿轧辊与带钢交界面的接触弧上的轧制力分布的是卡尔曼(T.Karmann),即所谓卡尔曼方程,发表在1925年的《应用数学与力学》杂志上。
卡尔曼方程虽然用解析方法不能得解,但是对于随后的学者发展可用于工程的轧制力模型具有重要意义,如史密斯和采利可夫,他们各自利用不同假定和简化得到卡尔曼方程的实用解。
贴近当前应用的,多采用在奥罗万(E.Orowan)理论的基础上,和由卡尔曼确立方程式的分析方法,布兰德-福特(D.R.Bland & H.Ford)发展了广为应用的轧制力模型;斯通(M.D.Stone)提出了轧制力计算比较简便的斯通公式。
本文将对奥罗万理论、布兰德-福特轧制力模型和斯通公式做详细解析。
带钢冷轧生产过程是个复杂的多参数作用的过程,有多项不确定性因素,从物理和数学的观点来说会是十分复杂的。
因此,研制可实用的轧制力模型,通常要对过程条件和控制参数做些基本假定和简化如下:1.轧件为连续介质,体积(或密度)基本不变。
轮胎均匀性第14 页共120 页目录1、介绍2、什么是均一性平衡是来自力量变异。
3、均一性平衡机4、竞争对手比较5、新的福特品质级制告诉我们,为什么我们必须改进。
6、各别材料的定量效应,在均一性平衡上有多元变异。
7、在均一性平衡上误校正设备亦有定量应。
第14 页共120 页目录8、均一性平衡重点:密炼机压延机押出机低角度裁断机环带成型机成型机胎体及生胎储存法加硫机均一性平衡机9、用来分析均一性不良原因之工具:向量分析波长分析器用系统接近法来解决问题10、管制系统第14 页共120 页介绍A、均一性平衡机原来是用来解决美(2)豪华大轿车上轮胎震动问题。
B、最早是用10??直径水平轴载重轮之后引进33 8/5??垂直轴载重轮,是非常灵敏。
C、当辐射层轮胎引进市场进雪现所有轮胎必须做均一性平衡,由于胎面刚性及胎边柔软,造成轮胎对于震动与偏向非常敏感。
D、今天均一性平衡机可测下列诸项:(a)、径向平衡不良(b)、第一斜波平衡不良(c)、侧向平衡不良(d)、锥向不良E、从60年代就有很多均一性平衡改善计划,经证明此改善有效的。
第14 页共120 页介绍F、经多年显示我们是有进步的,下列比较1969年及1980年各收集到均一性平衡资料。
轮胎种类试验资料条数RFV LFV 第一斜波及规格平均值平均值平均值人造帘布辐均一性改进1102 21LBS 14.8LBS NO INFO射层轮胎工作小组1969100%材料检查及机器之校正那时能做到最好程度环带钢丝轮胎1980年代,这些轮胎2450 12.3LBS 8.8LBS 7.8LBS是由二片模加硫出来的G、虽则经过10年来改进,我们必须做到下面二件事来做更多发改善工作(A)、大量试验能做到很好均一性平衡,正式生产亦能做到。
(B)、突破技术瓶颈,使生产轮胎更有竞争力。
第14 页共120 页介绍H、这个研习会目的的是使所有参与者能够发展出一套均一性平衡改进办法。
1)、明确了解何谓径向平衡,第一斜波平衡,侧向平衡及锥力。

学号:201314660106课程设计论文题目:年产90万吨高速线材轧制规程设计学生姓名:张凤煦学院: 冶金学院专业班级: 13成型1班指导教师:董福涛2017年01月06日目录1.1 原料及产品介绍1.2 主要设备的选择1.2.1 立辊选择1.2.2 轧机布置1.2.3 粗轧机的选择:1.2.4 精轧机的选择:2 压下规程设计与辊型设计2.1 压下规程设计2.2 道次选择确定2.3 粗轧机组压下量分配2.4 精轧机组的压下量分配2.5 校核咬入能力2.6 确定速度制度2.7 轧制温度的确定2.8 轧制压力的计算2.9 传动力矩3 轧辊强度校核3.1 轧辊的强度校核3.1.1 支撑辊弯曲强度校核3.1.2 工作辊的扭转强度校核:参考文献1原料及产品介绍线材是成卷交货的细长钢材,除部分直接用于金属制品、建筑用材以外,大部分是用于拉拔的原料,要求直径较小,物理性能均匀,金相组织尽可能索氏体化。
我国是世界上最大的线材生产国,年产量占世界生产总量三分之一以上,线材也是我国第二大钢材生产品种,在国内钢铁产量的比重一直较高。
2007年国内线材产量占我国钢材总产量比例的14.2%。
从线材进出口情况看,长期以来一直是我国主要钢材出口品种。
但由于资金及认识的滞后,我国仅有为数不多的几家线材厂能生产出高档次的线材产品,因此我国有时还需要从国外进口少量帘线钢丝、钢绞线、镀锌钢丝等硬线产品。
线材特点是断面小、散热快,而用户需要长度大的盘卷。
增大坯料断面,减少线径,则线材轧制道次越来越多。
增大盘重则造成轧制时间加长。
过去采用横列轧机只能生产100公斤盘重,Φ6.5线材的尺寸公差达到0.5mm,索氏体化很少。
上世纪70年代我国曾大力发展4线复二重横列轧机,最高出口速度为16m/s。
复二重横列轧机使用廉价交流电机,但盘重仍然很小,成材率仅80%左右。
同期,国外发展单线高速轧制,给线材轧制技术带来突破。
生产线全线为平立交替布置,轧件无扭运行,尽可能减少了事故隐患。
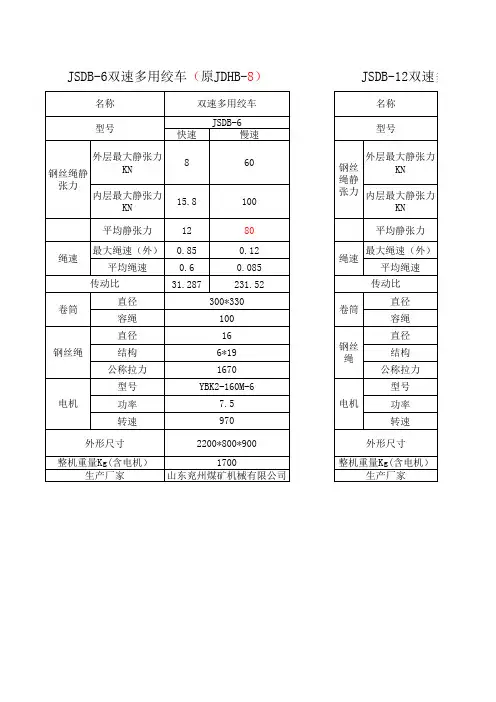
部分矿用稳车型号及参数
矿用稳车是在采煤现场、矿山等矿山环境下使用的专用车辆,其主要用途是运输矿石和其他材料。
以下是几种常见的矿用稳车型号及其参数介绍:
1.矿用稳车型号:CAT797F
-载重能力:363吨
-发动机功率:4,000马力
-顶速:67千米/小时
-轮胎尺寸:59/80R63
-燃油容量:5,678升
-油耗:约342升/小时
-座位数:2个
2. 矿用稳车型号:Komatsu 930E-4
-载重能力:320吨
-发动机功率:2,500马力
-顶速:64千米/小时
-轮胎尺寸:50/80R57
-燃油容量:4,542升
-油耗:约255升/小时
-座位数:2个
-载重能力:450吨
-发动机功率:4,600马力
-顶速:64千米/小时
-轮胎尺寸:59/80R63
-燃油容量:8,800升
-油耗:约410升/小时
-座位数:2个
4. 矿用稳车型号:Liebherr T 282C -载重能力:363吨
-发动机功率:3,650马力
-顶速:64千米/小时
-轮胎尺寸:50/80R57
-燃油容量:3,785升
-油耗:约303升/小时
-座位数:2个。

矿山车矿山车真正的老大是美国卡特和日本小松,以前的矿山车装载质量都在250吨以下,小松九十年代后期推出的930E是第一辆300顿级别的矿山车矿山车作大就要大功率发动机,目前最大功率的是康明斯-小松组成的发动机联合体研发的3700匹柴油机利勃海尔只是后起之秀,目前他们的顶级矿山车就采用康明斯-小松联合体的发动机小松公司与康明斯公司合作,建立一个技术联合企业————工业动力联合体(IPA),开发研制QSK78型发动机。
集中两个公司的经验与智慧,联合工作队很快就搞清楚了,为了获得较大的功率,不能单靠增加缸体容积来实现,应在稳妥的基础上前进,将现有的缸体、曲轴、动力缸等硬件设计,可作为能向市场提供的燃油喷射与空气管理系统的软件包以及可靠性结合起来,于1999年3月由IPA研制出第一台试生产的QSK78型发动机,到2001年5月,共生产11台,其功率高达2619KW(3500马力)。
CUMMINS和小松两个公司集中了双方的专长和经验开发研制QSK-78型发动机。
在CUMMINS QUANTUM设计基础上将QSK78设计成单缸排量为170×190(mm),共有18个缸。
170 mm动力缸的设计是采用了经实践考验的小松公司6VSAAD170型发动机的动力缸。
QSK78型发动机被称为“绿色”发动机,通过提高燃烧效率使其排放能满足美国第一阶段和加州空气资源委员会的排放要求,特别是这种发动机还能满足2006年生效的重型发动机第二阶段排放要求。
QSK78型发动机为了提高燃烧效率,降低排放,采取的主要办法有:1、采用了CELECTTM发动机电子控制技术,能更精确控制燃烧过程,准确控制燃油喷射时间和油量,优化燃烧过程,使燃油充分燃烧,从而降低污染物的排放;2、采用高压喷射系统(HPI),提高喷油压力(可高达150MPA),使燃油喷雾颗粒进一步细化,以增大燃油与空气的接触表面积和缩短净化时间,从而加速燃油与空气的混合,提高燃烧效率;3、采用两段涡轮增压和中冷后冲系统,增压是提高发动机进气充量的有效措施,可以大幅度提高进气密度,能提高柴油机功率30~100%,同时因过量空气系数Φa足够大,燃烧的完全彻底以及泵气过程做正功,提高了燃油的经济性,也正是增压柴油机的过量空气系数Φa大,容易抑制碳烟和微粒的产生,CO和HC排放也会进一步降低。