贝宁格整经机
- 格式:ppt
- 大小:1.52 MB
- 文档页数:15

整经陈宇凤090401306整经是以一定数量的筒子纱,按设计要求的长度,配置成一定幅宽,以适宜的、均匀的张力,平行卷绕到整经轴活织轴上,为构成织物的经纱系统做准备。
整经工序使得经纱卷装由络筒筒子变成经轴或织轴,若所制成的是经轴,则再通过浆纱工序形成织轴。
若所制成的是织轴,则提供给穿经工序,为构成织物的经纱系统做进一步准备。
纱线经轴上的名义卷绕长度等于织轴上卷绕长度的整数倍。
因此,几只整经轴在浆纱机或并轴机上合并后,将先后生产出多只织轴。
为了避免浆纱时出现小轴,纱线在整经轴上的实际卷绕长度除了要考虑浆纱伸长(或缩短)外,还应加上浆纱机上机和了机的回纱长度。
经轴的轴向长度应稍大于织轴的轴向长度,以利于后道浆纱工序的上浆和烘干。
/blog/post/692.html 整经是十分重要的之前准备工序,它的加工质量将直接影响后道加工的生产效率和织物质量。
对整经工序的一般要求有以下几点。
①全篇经纱张力应均匀,并且在整经过程中保持张力恒定,从而减少后道加工中经纱断头和纱庛。
②整经过程不应恶化纱线的物理机械性能,应保持纱线的张力和弹性,尽量减少对纱身的摩擦损伤。
③全篇经纱排列均匀,整经轴卷装表面平整,卷绕密度均匀一致。
④整经根数、整经长度、纱线配置和排列应符合工艺设计规定。
⑤接头质量应符合规定标准。
在织造生产中,广泛采用的整经方式是整经方式可分为分批整经和分条整经。
⑴分批整经又称轴经整经。
分批整经是将全幅织物所需的总经根数(M)分成几批分别卷绕在几个(n)经轴上,然后通过浆纱机将经轴合并为织轴。
分批整经方法具有生产效率高,片纱张力均匀,经轴质量好,适宜于大批量生产的特点,它可应用于各种纱线的整经加工,但主要用于原色或单色织物生产,在用于多种经纱的色织物生产时,若纱线配置和排列复杂,或生产一同隐条、隐格织物,则整经比较困难。
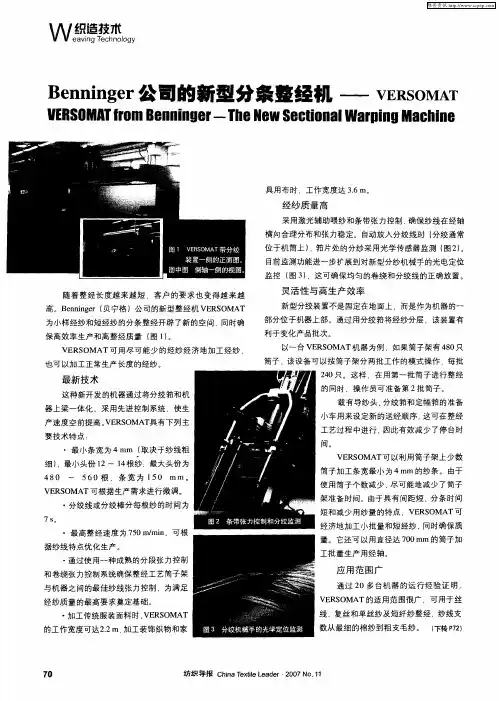
分批整经工艺流程图2—12所示为分批整经的工艺流程简图,锥形筒子1放置在筒子架上,经纱从筒子l上引出,经过筒子架上的张力器、导纱部件及断头自停装置后,被引到整经机的车头,通过伸缩筘2后形成排列均匀、幅宽合适的片状经纱,再经导纱辊3,卷绕在整经轴4上。
贝宁格分批整经机电控柜及主传动部分的改造摘要:本文介绍了西门子PLC S7-200CN在贝宁格电气控制系统中的简单应用以及主传动部分的变频改造。
并且此方案已付诸实施。
投入正常生产两年多,设备运转良好,取得了明显的效果。
关键词:整经机 PLC 变频器电控柜主传动改造正文:整经机的作用是根据工艺设计的规定,将一定根数和长度的经纱从络纱筒子上引出,组成一幅纱片,使经纱具有均匀的张力,相互平行地紧密围绕在经轴上,为形成织轴做好初步准备。
整经质量是保证浆纱以及织造工序获得高效率的基础。
贝宁格整经机是我厂建厂初期的设备,经过三十多年的运转,机器老化日益严重。
尤其是液压系统,管路密闭性变差、内泄严重,到处渗油,导致经轴夹紧系统、刹车系统及速度控制系统性能严重下降。
另外,升速控制方面仍然采用直流电机调速,多年使用后直流电机电枢换向器及碳刷磨损严重,电流增加。
电控柜内部速度控制板元器件老化,升速时超调变大。
多年反复维修后,柜子内部线缆凌乱、电缆排线插接头破损、氧化、接触不良等时有发生。
总体上说,设备运转的安全性、可靠性大大降低。
近年来,随着新型纺织企业的不断崛起,纺织机械在电气控制方面自动化程度越来越高。
可编程控制器PLC作为传统电气控制替代产品,以其结构紧凑、I/O组合灵活、调试维护方便、抗干扰能力强以及可靠性高等优点,广泛应用于各种工业电气控制场合。
下面简单的通过对贝宁格整经机改造的原因以及改造后的工作原理进行分析,对应用情况阐述如下:一、改造的原因在多年的维修中,整经机发生过很多故障。
比如拍合不到位、压纱辊无动作/不到位、夹紧异常、车速不稳、“飞车”、运行中压纱辊回落、油路压力不够保护等等。
油压系统尤其是油马达流量下降、管路内泄、回油系统不畅,液压有关的故障频发。
另一方面,电气柜中插接件磨损严重,电路板元器件老化、接触不良造成的故障也时有发生,致使设备运转效率不高,设备安全性、可靠性均大打折扣。
反复坏车严重影响经轴的产质量,也造成较大的机物料浪费。
ZDA型贝宁格整经机常见电气故障与维修对策本文介绍了ZDA型整经机常见电气故障与维修,是个人多年从事基层维修工作对策经验的总结。
此刻分享出来,希望与大家一起交流、探讨、共同提高。
关键字:贝宁格整经机故障维修正文:整经质量是保证浆纱及织造工序获得高效率的基础。
上世纪八十年代瑞士ZDA型贝宁格整经机,车速高、品种适应性强,仍然是我厂整经工序的主力机型。
在多年的生产工作中,该机型作出了巨大的贡献。
随着使用年限的增长,该机型电气故障率越来越高,影响整经的产质量。
电气故障的增多,对维修人员的维修、保养水平提出了更高的要求,使得维修中不断地探索、总结,显得尤为重要。
现将实际工作中,ZDA型贝宁格整经机常见电气故障及维修对策分为四个部分简述如下:一、压辊部分经轴加压是由压辊完成,压辊部分故障率较高。
常见故障有四种:1、压辊无动作。
原因及对策:(1)、压纱辊电磁阀未得电。
检查电磁阀供电回路情况。
(2)、压辊电磁阀线圈不良或者阀芯不灵活。
检查线圈阻值是否变大或者“开路”。
检查电磁阀阀芯是否灵活。
(3)、压辊动作油路没有油压。
委托保全工检查。
2、运行中,压辊“退回”。
原因及对策:(1)、压辊电磁阀线圈不良或者阀芯不灵活。
检查电磁阀线圈以及阀芯状况。
(2)、25bar压力开关故障。
检查或者更换。
(3)、油路压力不够或者不稳定。
委托保全工检查。
(4)、油温过高保护。
油温超过65℃,造成压力不足。
检查油温保护回路以及油温风扇是否工作正常。
3、压辊不“踢回”。
点动或者刹车后,压辊不“踢回”。
原因及对策:(1)、“踢回”控制电路板故障。
一般是电路板上的高精度定时器LM322坏,RZ4不得电造成。
更换LM322即可。
(2)、断纱停车继电器R5接点不良。
更换继电器即好。
(3)、压辊“反冲”继电器接点不良。
更换继电器。
4、压辊不制动。
原因及对策:(1)、压辊制动电磁阀线圈不良或者未得电。
检查制动阀线圈阻值以及线路供电状况。
(2)、制动阀工作压力不够或者没有油压。
伸缩筘
伸缩筘是保证经纱排列均匀、控制片纱幅宽以及片纱定位的部件。
在某些整经机上,筘齿粗糙,齿距不均匀且易松动,常会出现经纱排列不均匀、经轴表面出现凹凸不平的现象。
贝宁格ZDA型整经机配备有直线型或展开式锯齿状的精密伸缩筘,筘齿表面镀硬铬,光滑耐磨,筘齿间距小,可生产低特高密织物。
伸缩筘幅宽及位置的调节通过装在左侧机壳外的两个手轮进行。
1. 伸缩筘横动装置:为了提高经轴的卷绕质量,防止出现凹凸边以及外层纱线镶入内层纱圈,新型整经机的伸缩筘一般均可做不同程度的黄移,形成经轴的交叉卷绕。
ZDA型整经机伸缩筘的横动是借助于一个专用小电动机、滑槽和滑块来控制的。
伸缩筘的横移动程可通过机前右侧中央控制板上的旋钮来调节。
横动量有1.5mm、3mm、5mm、10mm四档。
2. 伸缩筘清洁装置:由于整经速度高、飞花多,尤其是在加低支纱时筘齿上的飞花集聚较多,易附着在纱线上或造成断头。
ZDA型整经机在伸缩筘的前方安装有一根直径为10mm的空心吹风管,吹风管上每50mm有一个吹风口,间歇地向筘齿处喷风,清除花毛。
3. 伸缩筘的上下运动:为了防止纱线在固定位置磨损筘齿,纱线必须沿筘齿上下运动。
ZDA 型整经机采用伸缩筘固定不动,由伸缩筘清洁吹风管上下移动的方法来达到使纱线与筘齿相对运动的目的。
吹风管的间歇吹风及上下往复运动是由装在伸缩筘下方中央位置的一个小电动机通过涡轮涡杆带动一个小凸来完成的,小凸轮每转一圈,风门打开一次,同时伸缩筘上下往复一次。