基于西门子系统的程序段搜索功能应用技术
- 格式:pdf
- 大小:1.70 MB
- 文档页数:2
INTELLIGENT MANUFACTURE智能制造
2018年 第9期冷加工www.mw1950.com68基于西门子系统的程序段搜索功能应用技术
■■沈阳机床(集团)有限责任公司 (辽宁 110142) 马国艳 张 中摘要:程序段搜索功能已经被大量的数控机床用户提出,并成为数控机床的必备功能之一。程序段搜索功能不但能为机床用户节约加工时间,提高生产效率,也使得数控机床的应用更加智能化,宜人化。本文详细的介绍了西门子的两大数控系统(828D,840Dsl)程序段搜索功能的技术应用。
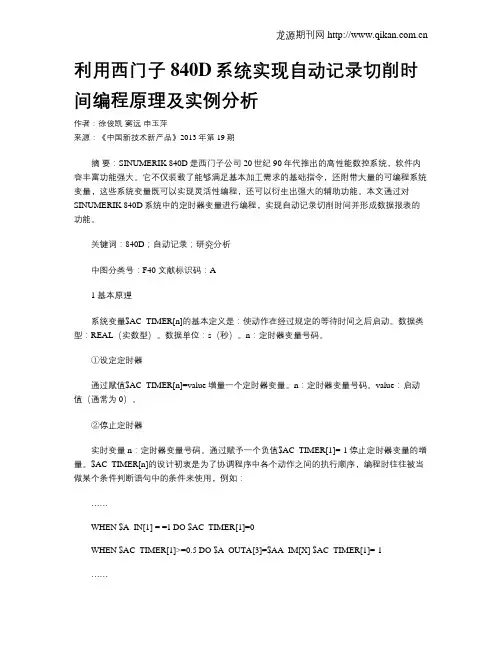
随着数控机床的不断发展,机床用户对数控机床的各个功能的要求也不断提高,段搜索功能不仅简单易操作,而且可以节省大量加工时间,提高机床的生产效率。以往数控机床的段搜索功能没有得到很好的开发与应用,一方面是因为机床制造商并没有把开发完好的程序段搜索功能加入到控制系统中;另一方面由于机床用户不明确段搜索功能。本文以西门子的两大数控系统(828D,840Dsl)为例详细讲解程序段搜索(以下简称段搜索)功能的技术应用。1.段搜索功能简介西门子系统的段搜索功能是一个能在机床复位后重新从任何一个程序段开始运行机床加工程序的功能,举例说明:如下所示从N90处开始运行下面名为123_2.MPF的零件加工程序。123_2.MPFN10 G54T1D1M6N20 S300 M03N30 G0X0F100N40 G01Y-100F200N50 G54T2D1M6N60 T3M6N70 S30 M04N80 G0X0N90 KKK:N100 G4F100N110 M0N120 G01Y100F200.N130 X0 Y0 F1N140 M30在西门子加工界面进入“程序段搜索”,选择“查找模式”,推荐为带计算无返回(见图1)。再将光标移动到N90处,点击“启动搜索”。按“CYCLE START”按键执行程序,这时系统会直接执行N90处的程序(见图2)。该功能的实现需要机床的制造商进行处理,下面分别阐述段搜索功能的应用技术。2.828D系统段搜索应用技术在西门子828D系统中段搜索功能是开放的,但是没有处理T、S输出的指令,即段搜索功能在涉及到需要更换刀具时,刀扫码了解更多
图 1 INTELLIGENT MANUFACTURE智能制造
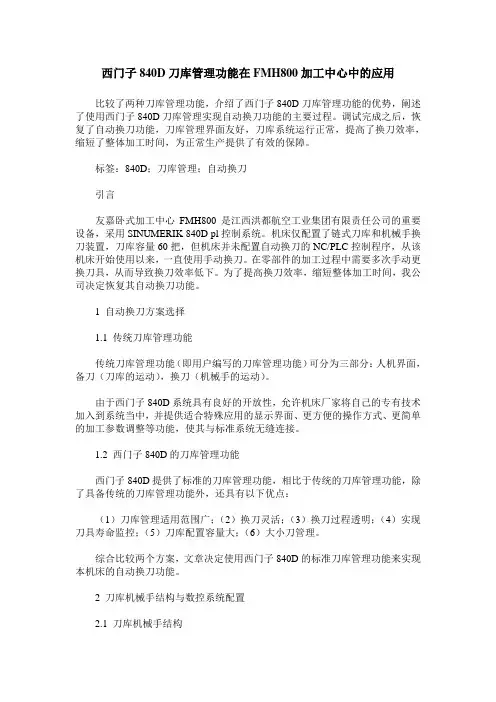
2018年 第9期冷加工www.mw1950.com69具就会发生错乱,会引发加工事故。因此要求段搜索功能在遇到有刀具更换指令后,也要调用换刀子程序(如TOOL.SPF),结合PLC程序判断机床是否需要更换刀具,更换哪个刀具。下面举例说明如何编辑换刀子程序(如TOOL.SPF)。打开换刀子程序TOOL.SPF,添加如下程序段:IF($P_SEARCH==1) GOTOF _END2_END2:G500 D0 SUPA G0G90Z0 ;//换刀点SPOS=$A_DBR[32] ;//换刀点STOPRESUPA G1G90X=$A_DBR[20] Y=$A_DBR[24] F20000 ;//换刀点STOPREM95STOPRED1 M173.840Dsl系统段搜索应用技术在西门子840Dsl控制系统中,要实现段搜索功能需要先设定有关参数,再编辑换刀子程序中段搜索功能部分,最后需要编辑一个中断子程序来判断段搜索功能开启时是否需要更换刀具以及更换哪一把刀具。在西门子840Dsl控制系统中需要通过设置相关参数来确定段搜索的模式,需要设置的参数如下所示:11450 SEARCH_RUN_MODE为确定系统执行动作程序段期间、结束程序段查找后的工作方式。20128 COLLECT_TOOL_CHANGE为该机床数据用于确定是否在带计算的程序段搜索结束后向PLC发出换刀指令、选刀指令(通用刀具指令)。20000 CHAN_NAME为该机床数据确定段搜索功能生效的通道号。在TOOL.SPF子程序里做段搜索的判断,如下所示,M5指令必须要加上,否则在段搜索中换刀完成后主轴无法转动。GETSELT(_NWT)_ACT=$TC_MPP6[9998,1]IF($P_SEARCH==1) GOTOF _END2 _END2:M95D1M5M17在“调试/系统数据/NC数据/循环/制造商循环”目录下新建一个名为CYCPE1US.SPF的子程序,并编辑相应程序,扫描图3所示二维码了解详情。
图 34.结语综上所述,本文阐述的段搜索应用技术不但弥补了段搜索应用的不足,还完善了段搜索功能在换刀后容易发生错乱的问题。参考文献:[1] 张泰华,张海斌. SINUMERIK 840Dsl数控系统调试与应用 [M]. 北京:机械工业出版社,2015.[2] 昝华,陈伟华. SINUMERIK 828D铣削操作与编程轻松进阶 [M]. 北京:机械工业出版社,2014.[3] 北京兆迪科技公司. UG NX 8.5数控加工教程 [M]. 北京:机械工业出版社,2013.[4] 陈先锋. 西门子SINUMERIK数控系统维修调试工程师手册[专著] [M]. 北京:化学工业出版社,2016.[5] 陈先锋,何亚飞,朱弘峰. SIEMENS数控技术应用工程师:SINUMERIK 840D/810D数控系统功能应用与维修调整教程 [M]. 北京:人民邮电出版社,2010.(收稿日期:20180621)图 2