第二章 注射成型机的基本参数
一台注射成型机的性能特征,通常用一些性能参数来表示。例如从附录表1~4、2—1列出的各项数据,就可以大略了解到我国现生产的注射成型机的性能,从而作为选用注射成型机的依据。但是作为一个设计人员,不仅要懂得注射成型机有那些参数以及这些参数的含意,更重要的是如何合理选择这些参数。根据各参数所表示的内容,可将它们分为注射、合模、机器技术经济性指标三个方面进行讨论。
第一节 注射部分主要性能参数
注射装置主要作塑化粒状塑料和注射熔料人模之用。因此,注射部分的参数即表示机器在注射、塑化性能方面的特征参数。
一、注射量(cm 3、g )
机器注射量是指机器在注射螺杆(或柱塞)作一次最大注射行程时,注射装置所能达到的最大注出量。
(一)注射容积(cm 3
)
1.理论注射容积
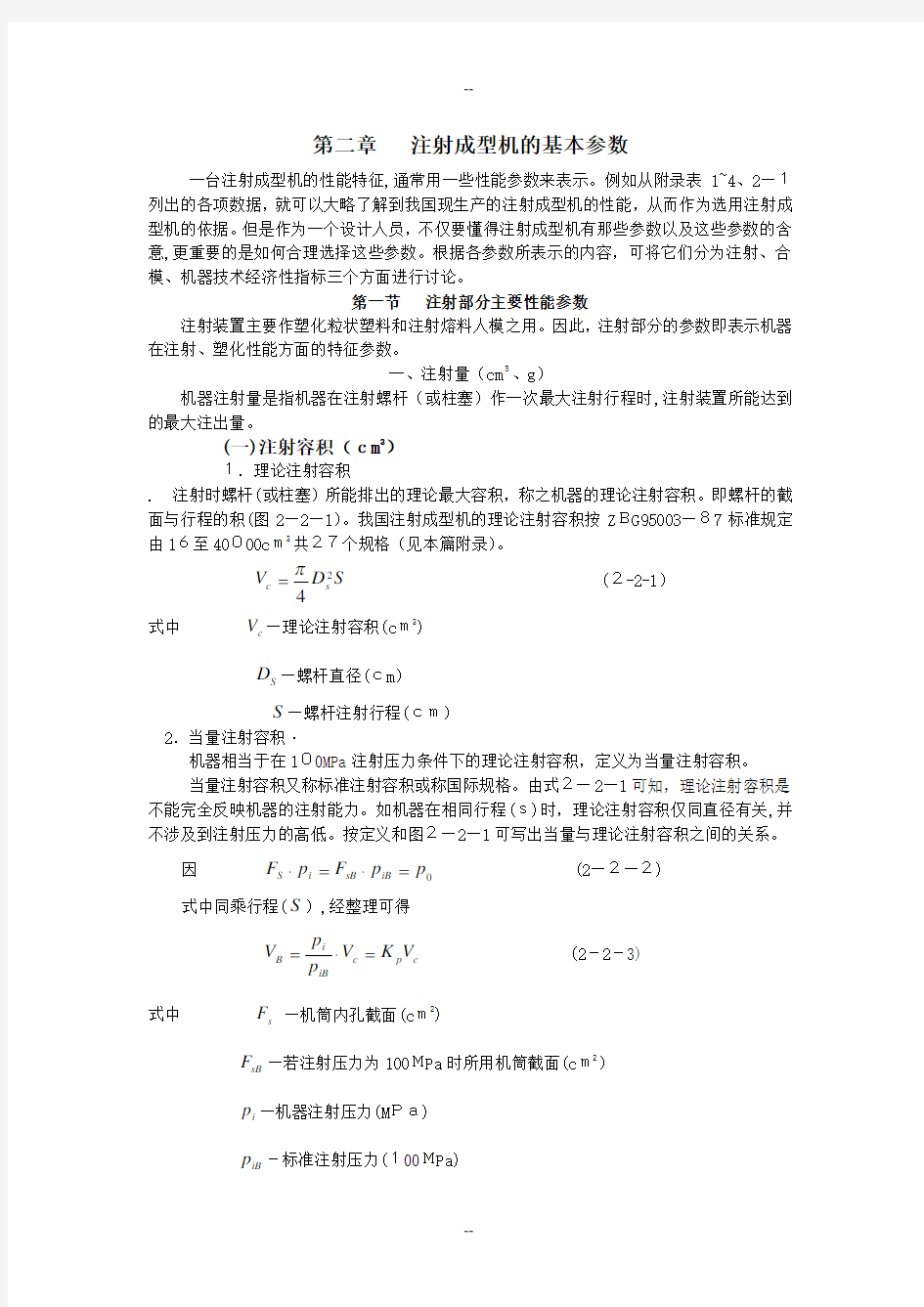
. 注射时螺杆(或柱塞)所能排出的理论最大容积,称之机器的理论注射容积。即螺杆的截面与行程的积(图2—2—1)。我国注射成型机的理论注射容积按Z BG95003—87标准规定
由16至40000c m3共27个规格(见本篇附录)。 S D V s c 24π
= (2-2-1)
式中 c V —理论注射容积(c m3)
S D —螺杆直径(cm )
S —螺杆注射行程(cm)
2.当量注射容积·
机器相当于在100MPa 注射压力条件下的理论注射容积,定义为当量注射容积。 当量注射容积又称标准注射容积或称国际规格。由式2—2—1可知,理论注射容积是不能完全反映机器的注射能力。如机器在相同行程(s)时,理论注射容积仅同直径有关,并不涉及到注射压力的高低。按定义和图2—2—1可写出当量与理论注射容积之间的关系。
因 0p p F p F iB sB i S =?=? (2—2—2)
式中同乘行程(S ),经整理可得
c p c iB
i B V K V p p V =?= (2-2-3) 式中 s F —机筒内孔截面(c m2)
sB F —若注射压力为100MPa 时所用机筒截面(c m2)
i p —机器注射压力(M Pa)
iB p -标准注射压力(100MPa)
B V —当量注射容积(cm 3)
p K —压力比值
由上式可知,在一台机器上仅变更不同直径的螺杆和料筒,其当量注射容积是不变的。
图2—2—1 注射部件相关参数关系
(二)注射质量
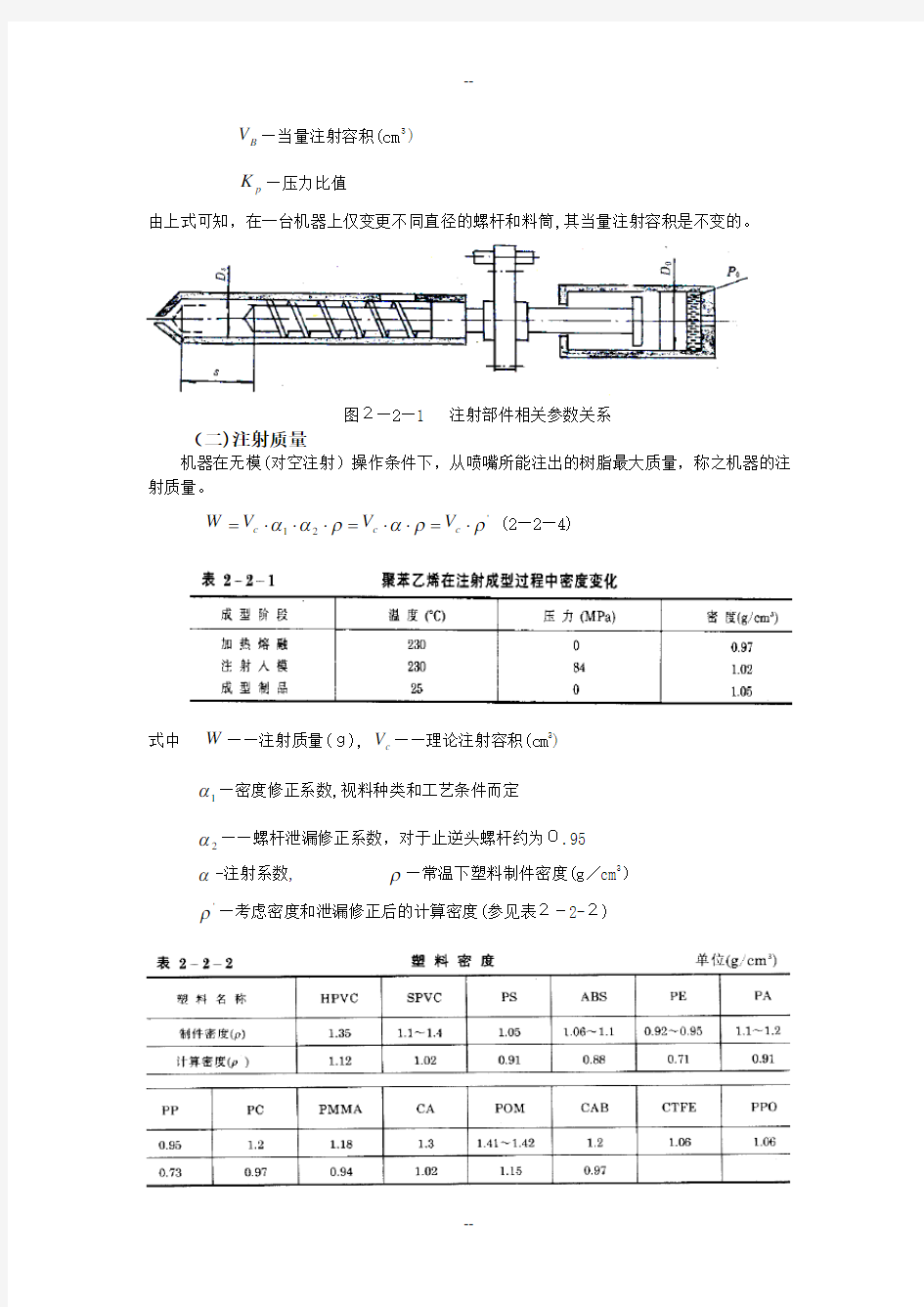
机器在无模(对空注射)操作条件下,从喷嘴所能注出的树脂最大质量,称之机器的注射质量。
'21ρραραα?=??=???=c c c V V V W (2—2—4)
式中 W ——注射质量(g), c V ——理论注射容积(cm 3
) 1α—密度修正系数,视料种类和工艺条件而定
2α——螺杆泄漏修正系数,对于止逆头螺杆约为0.95
α-注射系数, ρ—常温下塑料制件密度(g /cm 3)
'ρ—考虑密度和泄漏修正后的计算密度(参见表2-2-2)
目前机器多数用理论注射容积(cm 3)和以聚苯乙烯和聚乙烯为原料的注射质量共同表示机器注射量。
机器的注射量主要取决于螺杆的行程与直径。在设计时机器的注射量是已知的(参见附录)而行程(s)直接关系到机筒内溶料轴向温差的大小。根据实践的结果,对一般螺杆,其行程一般取3.5DS (DS 为螺杆直径)到5D左右,在螺杆直径和行程比(s D S k =)选定之后,可将式(2-2—1)变换成计算螺杆直径的表达式
3'33K
W K W K V D c S πρπαρπ=== (2-2-5) 在使用注射机时,加工塑料制品的重量一般在1/4~4/5机器注射量范围内,最低不应小于1/10。因为过于小的注射量不仅机器的能力得不到充分发挥,而且还会因塑料在机筒内停留时间过长易形成热分解。反之,过大有时成不了型,即使成了型也易发生欠压等弊病。
二、 注射压力
注射时为了克服熔料流经喷嘴、浇道和模腔等
处的流动阻力、螺杆(或柱塞)对塑料必须施加足
够的压力,此压力称之为注射压力。注射压力不仅
是熔料充模的必要条件,同时也直接影响到成型制
品的质量。如注射压力对制品的尺寸精度(图2-2
-2)以及制品应力都有影响。因此,对注射压力的
要求,不仅数值要足够,而且要稳定与可控。
影响所需注射压力的因素很多,如塑料性能、成型
制品的几何形状及其对精度的要求、塑化方式、喷
图2-2-2 P P(结晶型)ABS(非结晶型) 嘴和模具的结构,以及树脂和模具温度等。归纳
的注射压力与成型收缩率的关系 起来主要有如下三个方面:
(1) 影响塑料流动性能的因素(树脂的熔融指数、塑化与模具温度与注射速度等);
(2) 模具流道与制品形状和尺寸,即影响流动阻力的因素;
(3)对制品尺寸精度的要求。
表2—2-3和表2-2-4、图2—2—3列举了部分塑料在加工时所需注射压力及其与加工制品流长比(熔料自喷嘴出口处流至制品最远距离L与制品壁厚之比δ)之间的关系,若超
出此值一般难以加工。根据目前对注射压力的使用情
况,可作如下分类:
(1) 加工流动性好的塑料,形状简单的厚壁制品,
注射压力为≤70~80MPa;
(2) 加工的塑料粘度较低,制品形状一般,对精度
有一般要求的制品,注射压力为100—120MPa;
(3)加工的塑料具有高、中等粘度,制品形
状较为复杂,有一定的精度要求,注射压力约140—
170MPa;
(4) 加工塑料具有较高的粘度,薄壁长流程,制
品壁厚不均和精度要求严格的制品,注射压力大约在
180~220MPa范围内。对于加工优质微型制品,注
射压力有用到250~360MPa,个别有用到400MPa以上。
注射压力是指螺杆或柱塞端面处作用于塑料单位面积上的力。根据图2-2-1,注射力与注射油缸里的工作油压力之间的关系为:
S
i F p F p 00 (2-2-6) 式中 i p —注射压力(MPa)
0F —油缸注射腔总截面(cm 3)
S F —机筒内孔截面积(cm3)
0p 一工作油压力(MPa)
在设计时,注射压力与工作油压力是选定的,螺杆直径由式(2-2-5)计算出。因此用上式可计算油缸内径。
三、注射速率(cm3/s 、g/s)
熔融的树脂通过喷嘴后,就开始冷却。为了将熔料及时充满模腔,得到密度均匀和高精度的制品,必须要在短时间内,把熔料充满模腔,进行快速充模。用来表示溶料充模快慢特性的参数,有注射速率、注射速度和注射时间。注射速率低,熔料充模时间长,制品易产生冷接缝、密度不均,应力大等弊病。使用高速注射,可以减少模腔内的熔料温差,改善压力传递效果。因而可得到密度均匀、应力小的精密制品;高速注射可采用低温模塑,缩短成型周期。如在不形成过填充的条件下,高速注射也能使所需的合模力减少。但是注射速度过高,熔料流经浇口等处时,易形成不规则的流动、物料烧焦以及吸入气体和排气不良等现象,从而直接影响到制品质量,同时,高速注射也不易保证注射与保压压力稳定地撤换,形成过填充而使制品出现溢边。因此,目前对注射速度的要求,不仅数值要高,而且要在注射过程中可进行程序设计(即分级注射)。根据使用的树脂和加工制品的特点,对熔料充模时的流动状态实现有效的控制。
注射速率是表示单位时间内从喷嘴射出的溶料量,其理论值是机筒截面与速度的乘积。 i s i c i
s i D V S D q υπττπ
?===2244 (2-2-7) 或 i i W q τ=
(2-2-8) 式中 i q ——注射速率(cm 3/s ,g /s)
s D 一螺杆直径(cm)
i υ—注射速度(cm /s)
c V ——理论注射容积(cm 3)
i τ——注射时间 (s)
S ——注射行程(cm)
W —注射质量(g )
又因 0
00F q F Q i i ==υ (2-2-9) 所以 00
F F Q q s i = (2-2-10) 式中 0Q ——工作油流量(c m3
/s) 0F ——油缸注射腔总截面(cm 2
) s F ——机筒内孔截面(cm 2
)
目前注射成型机所采用的注射速度范围,一般在8—12cm /s,高速大约为15~20cm/s。图2—2-4表示了注射速率与注射量之间的关系,对于注射机的注射时间可参见表2—2—5的推荐值。
图2—2—4 注射速率与当量注射容积
a.蓄能器驱动
b.泵直接驱动
四、注射功及注射功率
机器在实际使用过程中,能否将一定量的熔融树脂注满模腔,主要取决于注射压力和速度,即决定于充模时机器作功能力的大小。注射功及其注射功率即作为表示机器注射能力大小的一项指标。
注射功为油缸注射总力与行程的积,即
310??=??=c i s i i V p S F p A (kN·cm) (2—2—11)
因此,从式2—2—3与式2—2—11相比可知,注射功与当量注射容积的绝对值相等。 注射功率为油缸注射总力与注射速度的积,即为
310i i i i S i p q p F N ==υ(kW ) (2-2-12)
式中 i N —注射功率(kW) s F 一机筒内孔截面(c m2
) i p —注射压力(MPa) i υ—注射速度(c m/s )
i q ——注射速率(cm 3
/s) 注射功率大,有利于缩短成型周期,消除充模不足,改善制品外观质量,提高制品精度,随着注射压力和注射速度的提高,近来注射功率也有了较大的提高(图2-2-5)。
图2-2-5 注射功率与当量注射容积
a .蓄能器驱动
b .泵直接驱动
因注射时间短,机器的油泵电动机允许作瞬时超载,故机器的注射功率一般均大于油泵电动机的额定功率。对于油泵直接驱动的油路,注射功率即为注射时的工作负载,也是电动机的最大负载。油泵电动机功率大约是注射功率的70—80%。
五、塑化能力与回复率
用来表示注射装置塑化性能方面的参数有螺杆直径(D s)、螺杆长径比(L/D s)、螺杆
转速(n)、塑化能力与回复率等。其中最主要的也是最有代表性的是塑化能力。
(一) 螺杆塑化能力计算
塑化能力是表示螺杆与机筒在单位时间内可提供熔融树脂的最大能力。在正确螺杆设计和工艺操作条件下,螺杆均化段的输送能力即等于塑化能力,根据图2—2—6所表示的螺杆各要素,其塑化能力应为
图2—2—6注射螺杆要素
3'23223123332212tan 12sin 2cos sin L p e
D L p h D n h D Q s s s ?-?-=ηθδπηθπθ
θπ (2-2-13) 式中 Q —螺杆塑化能力(cm 3/s) s D -螺杆直径(cm )
n -螺杆转速(r/min) 3h -均化段螺纹深度(cm )
θ——螺纹升角(o) 1η——螺槽中塑料有效粘度(MPa /s)
2η——间隙中塑料有效粘度(MPa /s) 3L —均化段长度(cm)
δ—螺杆与机筒之间间隙(cm) 'e ——螺棱轴向宽度(cm) p ?——塑化时螺杆均化段处的压力差(MPa )
因注射螺杆仅作预塑用,塑化时的工作状况比较固定,其头部压力值较小,而且变动也不大.所以在计算塑化能力时,可将上式后两项略去.即认为螺杆在零压下工作时的螺杆输送能力,即螺杆最大输送能力。然后,将略去项当作一个常数项,用效率加以修正。即 θηθπcos sin 2
1322n h D Q s =
(2-2-14)
计算结果用重量单位表示,
θηρθπcos sin 8.1322n h D G s = (2-2-15)
式中 G 一螺杆塑化能力(kg/h) :
ρ一塑化温度下的塑料密度(g/cm 3),详见表2-2-6
η—修正系数,一般取0.85—0.9
表2-2-6
用上式计算的结果与实际塑化能力相比,在通常情况下,相差一般不超过5~10%。螺杆的塑化能力,应该在规定的时间内,保证提供足够量的塑化均匀的溶料。根据成型动作程序安排,螺杆预塑大都同制品冷却同时进行。所以塑化能力应满足
t
W G 6.3≥ (2-2-16) 式中 t —制件最短冷却时间(s)
W ——机器注射量(g)
G——螺杆扭化能力(kg /h)
制品最短冷却时间可按下式计算
?
?
?
?
?
?
-
-
-
=)
(
4
ln
2
2
m
c
m
x
T
T
T
T
t
π
πα
δ
(2-2-17)
式中t——是短冷却时间(s)
δ—制品最大厚度(cm)
α-塑料热扩散系数(cm2/s)
x
T—塑料脱模温度,常取塑料热变形扭度(℃)
m
T—模具温度(℃)
c
T——塑料注射温度(℃)
按式2—2—17计算拙PP、PS、PE、PA等塑料制品的壁厚与冷却时间关系,列于图2—2一7、2—2—8。
(二)塑化能力测定
塑化时注射和挤出螺杆工作情况不完全相同,对其塑化能力的测定,我国(ZBG95005—87)及其它国家作了具体规定。如SPI规定,测定用的树脂为GPPS,喷嘴处树脂温度控制在216土6℃的情况下,螺杆计量行程为50%,塑化时的背压要全部打开,螺杆在最高转速下,螺杆转动时间与停止时间之比为1:1。在此条件下测出的螺杆塑化量与螺杆转动时间之比(kg/h)定为螺杆的塑化能力。测定值一般比理论计算值要低点。
近年来,由于机器趋于采用较小直径螺杆、降低合模力,以及提高模具的冷却效率等缘故,所以普遍重视了对新型塑化装置的研究。通过改进螺杆结构和提高螺杆转速等途径,塑化能力也有比较大的提高(图2—2—9)。
图2-2-7 PA和聚烯酸树脂冷却时间图2-2-8 PS冷却时间
文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持. SK-HSP-1A系列高清普及型半球网络摄像机 ?SXGA高清画质 ?Ambarella SoC + Sony Sensor ?广播级3A自动控制 ?高性价比 ?ONVIF/GB28181协议兼容 ?提供配套SDK、APP、NVR、 CMS SK-HSP-1A这款高清半球型网络摄像机,基于标准H.264技术,支持720P、SXGA(130万像素),提供电源、网络接口和配套方案。适用于需要小尺寸、高分辨率、低码率的用户,它可以为用户提供低成本高性价比的IP高清解决方案。适用于电梯、房间、办公室等较小场所! 卓越的HDTV性能 这款高清网络摄像机支持Full D1 + SXGA(130万像素)双码流格式的分辨率,能够以全帧速输出H.264 Main Profile级别和M-JPEG视频流。 广播级3A 这款高清网络摄像机采用广播级3A自动控制技术,对白平衡、曝光和增益进行控制,提供卓越的高清画质和优异的图像色彩还原。 低码率和带宽占用 这款高清网络摄像机基于安霸SoC和Sony图像传感器,提供极佳的低码流性能,在2~4Mbps比特流下压缩SXGA的视频,解析度可以达到800TVL。 做工精细 这款高清网络摄像机外观精美小巧,乳白色外壳。 安装方便 这款高清网络摄像机适合各种需要隐蔽安装的场所使用。尤其是机体安装非常简易,安装后可以水平旋转360°,方便灵活,比较适用于电梯、房间、办公室等较小场所! 丰富的兼容和配套 这款高清网络摄像机可提供Onvif、GB/T 28181协议兼容,可提供SDK开发包、移动应用APP以及NVR 和CMS管理平台软件。 1
1.塑料成型的种类: A注射成型:是塑料料先在注塑机的加热料筒中受热熔融,而后由往复式螺杆将熔体推挤到闭合模具的模腔中成型的一种方法。它不仅可在高生产率下制得高精度,高质量的制品,而且可加工的塑料品种多,产量大(约为塑料总量的1/3)和用途广,因此,注塑是塑料加工中重要成型方法之一。 B挤出成型:挤出是在挤出机中通过加热,加压而使塑料以流动状态连续通过口模成型的方法。一般用于板材。管材。单丝。扁丝。薄膜。电线电缆的包覆等的成型,用途广。产量高。因此,它是塑料加中重要成型方法之一。 C发泡成型:是指发泡材料中加入适当的发泡剂,产生多孔或泡沬制品的加方式发泡制品具有相对密度小,比强度高,原料用量少及隔音,隔热等伏点,发泡材料有pvc,pe和ps等。制品有:薄膜,板材,管材,和型材等。发泡可分为化学发泡和物理发泡。 D吹塑成型:吹(胀膜)塑(或称中空吹塑)是指借助流体(压缩空气)压力将闭合模中热的热塑性塑料型坯或片材吹胀成为中空制品的一种成型方法。用这种方法生产的塑料容器。如各种瓶子,方,圆或扁桶,汽油箱等已得到广泛应用,新开发的各种工业零部件和日用制品,如双层壁箱形制品,l-环形大圆桶。码垛板。冲浪板。座椅靠背及课桌,以及汽车用的前阻流板。皮带罩。仪表板。空调通风管等,已在实践中应用,所加工的材料从是日用塑料向工程塑料方面发展。现在吹塑法已成为塑料加工中重要的成型方法之一。但吹塑过程的基本步骤是:1.熔化材料。2.将熔融树脂形成管状物或型坯。3.将中空型坯吹塑模中熔封。4.将模内型坯吹胀。5.冷却吹塑制品。6.从模中取出制品。7.修整。 E注射吹塑成型:注射吹塑是一种吹塑方法。先用注塑法将塑料制成有底型坯,然后将它移至吹塑模中吹制成中空制品。这种方法可生产用于日用品。化妆品。医药。食品等的包装容器。但其容积不应超过1l。常用的塑料有聚乙烯。聚苯乙烯和聚氯乙烯等。 F挤出吹塑成型:挤出吹塑是一种吹塑方法。与注射吹塑不同。它的型坯是用挤出法制造的。
东北大学继续教育学院 交流电机控制技术II 试卷(作业考核线上2)A 卷(共6 页) 一、判断题(20分)正确用√表示,错误用X表示,请将判断结果填入各题的()中: 1. 间接变频装置的中间直流环节采用大电感滤波的属于电压源变频装置。(X) 2. 恒磁通变频调速协调控制原则是U/f为常数(√) 3. 异步电动机矢量控制中,MT坐标系的电磁量是直流量。(√) 4. 在矢量控制中以转子a轴为参考轴的坐标系是dq坐标系。(X) 5. 在SPWM的正弦参考信号中加入3次谐波后,可以拓宽线性控制范围(X) 6. 交-交变频器的最大输出频率是50Hz。(X) 7. 规则采样法的采样区间是等宽的(√) 8. 串联二极管的电流型逆变器换流中的尖峰电压与负载漏抗有关(√) 9. 在选择逆变器的开关器件时,可以不考虑元件承受反压的时间。(X) 10. 交直交变频器是直接变频器。(√) 11.按照VT1~VT6顺序导通逆变器主开关为三相异步电动机提供变频电源,ABC三相的下桥臂开关编号分别是VT2、VT3、VT6。(X) 12.变频调速时,在基频以下通常采用恒磁通变频调速,其协调控制原则为U/f等于常数。(X) 等于常数。(√) 13.恒功率变频调速,其协调控制原则为 14.基频以下调速时为了维持最大转矩恒定,在频率较低时应适当提高转子电压。(X) 15.变频器按变换的环节分为交—交变频器和交—直—交变频器。(√) 16.变频器按直流环节储能元件不同分为电流型变频器和电压型变频器。(√) 17.矢量控制理论中涉及的三个主要坐标系分别是ABC 、αβ 和 MT ;其中ABC和αβ
是静止坐标系。( X ) 18.通过坐标变换将定子电流分解为两个相互独立的量,其中为1T i 磁场分量; 1M i 为转矩分量,可以实现解耦控制。( X ) 19.在矢量控制理论中将三相坐标系下的三个时间变量写成2[()()()]A A B C x k x t ax t a x t =++形式的空间矢量,是以任意x 轴为参考轴的空间矢量表达式。( X ) 20.三相坐标系下,空间矢量a A j x x e θ-=是以转子a 轴为参考轴的空间矢量表达式。( X ) 二、选择题(20分)请将正确答案填入各题的()中: 1. 变频技术中智能功率模块的英文缩写是( B ) A .PIC B. IPM C. SPWM D. GTR 2.基频以下变频调速时为了维持最大转矩恒定,在较低频率时应适当提高( B )。 A.定子电流 B.定子电压 C. 电源频率 D. 电机转速 3. 由D 触发器构建的环形分配器,如果在任意时刻都有三个Q 端输出1,则可得到宽( B )的六路脉冲输出。 A.120° B. 180° C. 150° D. 不确定 4. 对变频器调速系统的调试工作应遵循先( A )的一般规律。 A 、先空载、后轻载、再重载 B 、先轻载、后空载、再重载 C 、先重载、后轻载、再空载 D 、先轻载、后重载、再空载 5. 180°导电型的三相桥式逆变电路的换流是在( C )之间进行的。 A. 相邻相的上桥臂或者下桥臂 B. 相邻相的上下桥臂 C. 同一相的上下桥臂 D. 不确定桥臂 6. 电流型变频器带异步电动机在电动状态下运行时,变频器的逆变器处于( B )状态。 A. 空载 B.逆变 C.截止 D.无法确定 7.变频调速系统控制单元通过( B )得到控制脉冲的高低电平。 A. 锁相环 B. 比较器 C. 函数发生器 D. 极性鉴别器 8. 磁场轨迹法采用相邻电压矢量作为辅助矢量,在主矢量u(561)转换为主矢量u(612)以前,采用( A )作为辅助矢量。
1 1.1 主要技术要求 额定功率 额定电压 12MW 10.5kV 额定功率因数 0.8(滞后) 频率 50Hz 额定转速 1500r/min 励磁型式: 无刷励磁 冷却方式: 密闭空冷 1.2 技术标准 发电机,励磁系统,冷却系统以及检测装置等辅助系统的制造、验收和交接试验以国家标准为主要依据。同时必须符合我国有关安全、环保及其它方面强制性标准和规定。 技术标准应执行合同签订时的最新版本。各标准之间有矛盾时,按较严格标准执行。合同设备包括卖方向其他厂商购买的所有附件和设备,这些附件和设备符合相应的标准规范或法规的最新版本或其修正本的要求。 主要技术标准如下,但不限于此: GB755-2008旋转电机定额和性能; GB/T 7064-2008隐极同步发电机技术要求; JB/T 10499-2005 透平型发电机非正常运行工况设计和应用导则; GB1029-2005三相同步电机试验方法; IEC34-1(第十版)旋转电机第一部分--额定值和性能; IEC34-3 汽轮发电机的特殊要求; ANSI C50.10“同步电机的一般要求” 绝缘等级 F (注:按B 级绝缘温升考核) 短路比 不小于0.5 效率 ≥97.4% 相数 3 极数 4 定子绕组接线方式 Y
ANSI C50.13“隐极式转子的同步发电机要求” GB1441 电站汽轮发电机组噪声测定方法; GB50150-2010 电气装置安装工程电气设备交接试验标准; DL/T 843-2010大型汽轮发电机交流励磁机励磁系统技术条件; GB/T 7409.1-2008同步电机励磁系统定义; GB/T 7409.2-2008同步电机励磁系统电力系统研究用模型; GB/T 7409.3-2007同步电机励磁系统大、中型同步发电机励磁系统技术要求。 DL/T596 电气设备预防性试验规程; DL/T801-2010大型发电机内冷却水质及系统技术要求 DL/T735-2000大型汽轮发电机组定子绕组端部动力特性的测量及评定 GB 1208-2006 电流互感器 GB 16847-1997保护用电流互感器暂态特性技术要求 2技术要求 2.1汽轮发电机组技术要求 2.1.1机组使用寿命 2.1.1.1所有设备的设计和制造应合理,并能安全、稳定和连续运行,在本技术协议规定 的各种条件下发电机组的设计使用寿命为30年并且不会引起过大应力、振动、腐蚀和操作困难。 2.1.1.2机组满足冷态、温态、热态和极热态等不同启动方式下参数配合的要求。卖方配 合汽机厂提供上述不同启动方式下从启动到并网到满负荷的启动曲线。 2.1.1.3机组在其保证使用寿命期内,能在额定负荷和1.05倍额定电压下运行时,承受 出线端任何形式的突然短路而不发生有害变形(相应的保护动作时间内,不大于10s),而且还能承受非同期误并列的冲击。105%额定电压下能承受主变高压侧单相接地故障的能力。 2.1.1.4发电机具有一定的短时过电流能力。1.5倍额定电流30秒,无损伤。 2.1.1.5进相运行能力,发电机能在进相功率因数(超前)为0.95时长期带额定有功连 续运行,而不产生局部过热。
项目xs-z 30/25 xs-z 60/50 xs-zy 60/40 xs-zy 125/90 xs-zy 250/180 xs-zy 250/160 xs-zy 350/250 螺杆直径/mm 30 40 35 42 50 50 55 注射容量/cm3 30 60 60 125 250 250 350 注射重量/g 27 55 55 114 228 228 320 注射压力/mpa 116 120 135 116 147 127 107 注射速率/(g.s-1) 38 60 70 72 114 134 145 塑化能力 /(kg.h-1) 13 20 24 35 55 55 70 注射方式柱塞式柱塞式螺杆式螺杆式螺杆式螺杆式螺杆式锁模力/kn 250 500 400 900 1800 1600 2500 移模行程/mm 160 180 270 300 500 350 260 拉杆间距/mm 235 190×300 330×300 260×290 295×373 370×370 290×368 最大模厚/mm 180 200 250 300 350 400 400 最小模厚/mm 60 70 150 200 200 200 170 合模方式肘杆肘杆液压肘杆液压肘杆肘杆 顶出行程/mm 140 160 70 180 90 220 240 顶出力/kn 12 15 12 15 28 30 35 定位孔径/mm 55 55 80 100 100 100 125 喷嘴移出量/mm 10 10 20 20 20 20 20 喷嘴球半径/mm 10 10 10 10 18 18 18 系统压力/mpa 6 6 14.2 6 6 6.8 6 电动机功率/kw 5.5 11 15 15 24 39 24 加热功率/kw 2.2 2.7 4.7 5 9.8 6.7 10 外形尺寸(l×w×h)/(m×m×m) 2.4×0.8 ×1.5 3.5×0.9 ×1.6 3.3×0.9 ×1.6 3.4×0.8 ×1.6 4.7×1×4 .5 5×1.3×1 .9 4.7×4×1. 8 重量/t 1 2 3 3.5 4.5 6 7
汽轮发电机主要技术参数 汽轮发电机型号QF-3-2,容量3000千瓦,转速3000转/分,极数2,频率50,功率因数0.8电压6300伏,电流343.7安,接法星形,励磁电压71.3伏,励磁电流221安,效率96.74%,发电机旋转方向(从发电机定子引出线端看)逆时针。 第一、 1.绕线绝缘电阻 定子绕组 A相对地300兆欧, A相对B相2500兆欧 B相对地300兆欧, B相对C相2500兆欧 C相对地300兆欧, C相对A相2500兆欧 测量绕组温度27.5℃转子绕组对地200兆欧,测量绕组温度30℃ 2.绕组直流电阻 绕组温度在75℃时 定子绕组D1-D4相0.065466欧,D2-D5相0.06566欧,D3-D6相0.065779欧 转子绕组0.25993欧 3. 5.线匝绝缘试验空载方式额定转速下9060伏维持1分钟 6.短时过电流试验 7.绝缘电气强度试验 定子绕组用频率50交流电压13600伏各相间及对地进行试验,维持1分钟 转子绕组用频率50交流电压1500伏各相间及对地进行试验,维持1分钟 8.定子铁心损耗试验 硅钢片压装总重量4408.8公斤,硅钢片轭部总重量3791.5公斤 定子铁心沿磁通方向的截面积1611.25平方公分 压装后铁心单位损耗(在磁密10000高斯时)1.297瓦/公斤 9.发电机参数 Xa=10.11% X2=10.11% X0=4.547% Xa”=10.13% Xa’=16.63%Ta”=0.02566秒 Ta’=0.319秒 Xs=9.67% Tao’=3.63秒 第二、 1.转子风叶超速试验及交流阻抗的测定 (1)转子超速试验前期的测量:测量是温度30℃转子绕组对轴身绝缘
半球形摄像机与枪式摄像机的区别 二者其实都是固定摄像机 半球摄像机是具有防护罩的,而枪机则需要另外配置防护罩的。 半球摄像机的变焦范围一般都不大,例如2倍、3.6倍等等,而且镜头一般都不易更换。 枪机的变焦范围则取决于选用的镜头,可以从几倍到几十倍不等,而且镜头的更换比较容易。 半球摄像机主要用于固定视野的监控,例如楼梯间、通道、电梯轿箱等。 枪式摄像机的应用范围则更加广泛,根据选用镜头的不同,可以实现远距离监控或广角监控,应用的场合也比半球广。 一、半球摄像机具有自带的精致防护罩和安装支架,而枪机则需要另外配置防护罩。半球摄像机自带变焦境头,一般其变焦范围较小,而且镜头都不易更换,半球摄像机大多用于室内小范围的监控场合:没有灯光的或者灯光较暗的半公共区、酒店走廊、政府办公大楼、医院、小区、室内大厅等场所 二、枪机的变焦范围则取决于选用的镜头,可以从几倍到几十倍不等,而且镜头的更换比较容易。主要应用于没有灯光照度低地下库、仓库、监控城市道路、小区室外环境等 三、球机可以多角度转动,变焦的范围比半球大、可以吊装、璧装和嵌入式装,主要应用于随时调整监控角度室内大范围的环境:广场、商场等。 主要是用途的区别了,半球摄像机一般用于室内有吊顶的地方,因为比较小,所以较为美观。枪式摄像机一般安装在通道内,厂房或者停车场等区域。好处是可以通过安装长焦距镜头来扩大监控范围,坏处就是比较明显。 球型的跟上面两个最大的区别就是球型可以通过控制键
民用半球摄像机与枪式摄像机有什么区别? 半球摄像机,就是形状是个半球的形状,是针对外形命名的。半球式摄像机由于体积小巧,比较美观,所以更适合办公区域、电梯、楼道等位置比较固定的场所的需要,也经常应用于机关单位、银行等场所。 枪式摄像机,之所以叫做枪式,仅是针对外形,适用于光线不充足地区及夜间无法安装照明设备的地区,在仅监视景物的位置或移动时,可选用枪式摄像机。与半球相比具体没有性能上的偏差,只是针对的环境应用有所不同,具体差别体现如下: 枪式摄像头可扩展性更高半球摄像头更加美观隐蔽民用选择半球更加实 用 ● 半球摄像机是具有防护罩的,而枪机则需要另外配置防护罩的。 ● 半球摄像机的变焦范围一般都不大,例如2倍、3.6倍等等,而且镜头一般都不易更换。 ● 枪机的变焦范围则取决于选用的镜头,可以从几倍到几十倍不等,而且镜头的更换比较容易。 ● 半球摄像机主要用于固定视野的监控,例如楼梯间、通道、电梯轿箱等。
交流电机控制技术I复习 一、判断题 1?间接变频装置的中间直流环节采用大电感滤波的属于电压源变频装置。 (X) 2.恒磁通变频调速协调控制原则是U/f为常数(J) 3.异步电动机矢量控制中,MT坐标系的电磁量是直流量。(V ) 4.在矢量控制中以定子A轴为参考轴的坐标系是dq坐标系。(X ) 5.交交变频器输出电压频率与输入电网电压的频率相同。(X ) 6.交-交变频器的最大输出频率是50Hzo (X ) 7.规则采样法的采样区间是等宽的(V ) 8.在矢量控制理论中ABC和a B是静止坐标系,MT是旋转坐标系。(J) 9.矢量控制采用的是转子磁场定向的控制方法。(V ) 10.180°导电型的三相桥式逆变电路在任意区间有3只开关管同时导通. (J) 二、选择题 从(A)、(B)、(C)、(D)中选择正确的答案,填入下面各题的()中: 1.变频技术中正弦脉冲宽度调制的英文缩写是(C ) A. PIC B. IPM C. SPWM D. GTR 2.基频以下变频调速时为了维持最大转矩恒定,在较低频率时应适当提高 (B )。 A.定子电流 B.定子电压 C.电源频率 D.电机转速 3.I1ID触发器构建的环形分配器,如果在任意时刻都有2个Q端输出1,则可得到宽(A )的六路脉冲输出。 A. 120° B. 180° C. 150° D.不确定 4.对变频器调速系统的调试工作应遵循先(A )的一般规律。
A、先空载、后轻载、再重载 B、先轻载、后空载、再重载 C、先重载、后轻载、再空载 D、先轻载、后重载、再空载 5.120°导电型的三相桥式逆变电路的换流是在(A )之间进行的。 A.相邻相的上桥臂或者下桥臂 B.相邻相的上下桥臂 C.同一相的上下桥臂 D.不确定桥臂 6.电流型变频器带异步电动机在电动状态下运行时,变频器的逆变器处于(B )状态。 A.空载 B.逆变 C.截止 D.无法确定 7.变频调速系统控制单元通过(B )得到控制脉冲的高低电平。 A.锁相环 B.比较器 C.函数发生器 D.极性鉴别器 二常数时,称为(C )调制方式。 A.异步 B.分级异步 C.同步 D.不能确定 9.谐波消除法就是适当安排开关角,在满足输出(B )的条件下,消除不希望有的谐波分量。 A.基波电流 B.基波电压 C.基波频率 D.基波相位 10.余弦交截法就是用一系列余弦同步(C )波和模拟量基准电压波的交点去决定整流器中相应晶闸管的控制角的方法。 A.电流 B.频率 C.相位 D.电压 三、填空题 1.按照VTPVT6顺序导通逆变器主开关为三相异步电动机提供变频电源,ABC三 相的下桥臂开关编号分别是(VT4 ), (VT6 ), (VT2 )。 2.变频调速时,在(基频)以下通常釆用恒磁通变频调速,其协调控制原则为 U/f等于(常数);在(基频)以上一般采用恒功率变频调速,其协调控制原则为(U/Jf )等于常数。基频以下调速时为了维持最大转矩恒定,在频率较低时应适当提高(定子电压)。 3.变频器按变换的环节分为(交一交变频器)和(交
型号 名称 DT-51080RH 200万像素高清红外半球网络摄像机 型 号 DT-51080RH 摄像机 传感器类型 500万像素1/2.5" CMOS 传感器 增益控制 自动 白平衡 自动 压缩标准 视频压缩标准 H.264 视频压缩类型 双码流 压缩输出码率 1Mbps~8Mbps 音频压缩标准 G.711 图像 图像尺寸 主码流:1920×1080 次码流:QVGA 帧率 25fps (1920×1080) 图像调节 饱和度、亮度、对比度、锐度、色彩可调 红外 红外 内置红外灯板,红外距离15米 网络功能 网络协议 TCP/IP 、HTTP 、ARP 、RARP 、ICMP 、DHCP 、DNS 、DDNS 、PPPOE 、FTP 、SMTP 、RTP/RTSP 、NTP 存储功能 支持本地USB 接口 音频接口 一路输入、一路输出 通讯接口 1个RJ45 10M/100M 自适应以太网口 串口接口 1个RS485接口 报警接口 1个报警输入接口、1个报警输出接口 其他 联动报警 视频遮挡、移动侦测、探头等报警功能(可设区域和灵敏度) 移动侦测 支持 隐私遮挡区 4 工作温度 -10°-60° 输入电压 DC12V /1A 功耗 小于10W ★ 1080P 百万像素高清视频实时浏览 ★ 标准H.264视频压缩技术,压缩比高 ★ 外壳采用防暴设计,产品体积小,集成度高,可安装于多种需要高清晰度监控场所,便于组网 ★ 内置红外灯板,红外距离15米 ★ 系统集成Web Server,使用Web 页面便可轻松实现远程监 看、控制、设置 ★ 支持多种网络的远程升级,使维护轻松简便 ★ 支持多用户同时访问,多级用户密码权限管理 ★ 具有防浪涌功能,可选配WIFI/3G/POE ,支持标准ONVIF 协议 ★ 支持自动获取IP (DHCP ),支持自动拨号PPPoE 功能 产品特点 产品型号 产品 尺 寸 DT-51080RH 200万高清红外半球型网络摄像机 技术参数
30KW扬动防雨箱发电机组技术参数 1、发电机组主要参数 机组型号:ZSYD-30GF 额定功率:30KW/37.5KVA 额定电压:400V/230V 额定电流:54A 额定频率:50Hz 额定功率因素:COS=0.8滞后 稳态电压调整率:≤±0.5% 瞬态电压调整率:≤-15%/ +20% 电压稳定时间:≤1.5sec 电压波动率:≤0.5% 电压波形失真度≤8% 稳态频率调整率:≤3% 瞬态频率调整率:≤10% 频率稳定时间:3sec 频率波动率:≤0.25% 满载燃油耗量:215g/kw.h 开架机组外形尺寸(mm): 1450*720*1200 开架机组重量:650KG 防雨箱机组外形尺寸(mm)1800*1000*1600 防雨箱机组重量:1100KG 2、柴油机主要参数 品牌:扬动 柴油机型号:YSD490ZLD 额定功率:32KW/40KVA 类型:四冲程,直接喷射压燃式 冷却方式:自带风扇水箱强制闭式循环水冷却 排列型式:直列型 气缸数:4缸 缸径*行程:90mm*100mm 排量: 2.534L 机油容量:12L 转速:1500r/min 转速调节:机械调速 启动方式:DC24V 电启动 3、发电机主要参数 发电机品牌:上海领驭 产地:江苏 发电机型号:KHI-30 类型:封闭、防滴自通风保护、自励磁、自调节、带
自动电压调节器的旋转无刷同步发电机相数接法:Y型,三相四线 绝缘等级:H级 温升:H级 防护等级:IP22 额定频率:50HZ 额定功率因数:0.8(滞后) 额定电压:400/230V 额定转速:1500r/min 励磁方式:无刷自励磁 4、机组组成部分 1)柴油机 2)发电机 3) 普通柜 4)防雨箱 6、参考图片 扬动发电机组
什么是注塑机?注塑机概述 一、什么是塑料注塑机? 注塑机是将塑料连续的产品由挤出、压延方法生产,独立的不连续产品由注射或压制方法生产实现的机器。注射产品结构复杂,尺寸程度较高,注射是工业配件,日用品的生产方式。 二、注塑机的注塑过程 1. 闭模和锁紧 2. 注射座前移和注射 3. 保压 4. 制品冷却和预塑化 5. 注射座后退 6. 开模和顶出制品 三、注塑机的构成 ?注射装置: 预塑,向模腔注入熔体(由螺杆、料筒、喷嘴、料斗、计量、传动、注射和移动 油缸、注射座组成) ?合模装置: 启闭模具并保证可靠的紧锁、成型(前后固定板、移动板、拉杆、合模油缸、连 杆、调模系统、顶出机构) ?液压传动: 使注射机按预定的注射工艺要求和动作程序准确有效工作(各种液压元件回路及辅助设备) ?电控系统: 提供动力,按指令控制主机(电器、仪表、线路) 四、注塑机的分类 1、按机器结构相对位置: ?立式(小型机); ?卧式(大、中、小); ?角式机; ?多模式;
2、按塑化方式: ?柱塞式 ?预塑式
3、按用途: ?玻纤增强;?发泡; ?热固性; ?双色; ?加气注射机4、按合模系统:
?机械式; ?液压式; ?液压-机械式; ?全电动式 五、注射成型机的型号 ? 注塑机的基本参数 收藏 注射机的注射量、注射压力、注射速率、塑化能力、合模面积、合模力、开合模速度、空循环时间等参数是设计、制造、购置和使用注射机的主要技术参数。 一、公称注射量 是指在对空注射的条件下,注射螺杆或柱塞一次最大注射行程时,注射装置所能达到的最大注射量。 公称注射量是指对空实际注射量, 理论注射量 Q理= πD2S/4,其中 D-螺杆或柱塞的直径 S-螺杆或柱塞的最大行程 公称注射量 实际注射时有回流和补料需要,实际注射时的公称注射量 Q= ﹝0.75~0.85﹞Q理。
塑料注射成型机的现状及发展 https://www.doczj.com/doc/af9025084.html, 2009-6-22 中国设备网文字选择:大中小 1、概述 1.1塑料注射成型机用途 塑料注射成型机是将热塑性塑料(PE、PS、PP、PVC、PA、ABS等)在料筒内经外加热和螺杆旋转剪切热作用塑化后,以一定的注射压力注入具有冷却装置的模具内,快速冷却后获得各类塑料制品的专用加工设备。它从加工日用塑料制品(脸盆、杯子、肥皂盒等)开始,逐步进入加工工业用品(电视机壳、洗衣机筒体、周转箱、电话机壳等),目前开始加工物运托盘、环保垃圾箱、汽车保险杠、汽车面板等大型塑料制品。随着制品质量的提高和制品的大型化,推动了注射成型机向高档次、大规格方向发展。 1.2塑料注射成型机构成 塑料注射成型机主要由注射、合模、机身、液压、电器、冷却、润滑等部件组成。 注射部件其主要作用是将塑料均匀地塑化,并以足够的压力和速度将一定量的熔体注射到模具的型腔之中。合模部件其作用实现模具的启闭,在注射时保证成型模具可靠地合紧,以及脱出制品。液压和电气其作用保证注射成型机按工艺过程预定的要求(压力、速度、温度、时间)和动作程序准确有效地工作。冷却和润滑是保证机器正常运转和取得合格制品必不可少的部分。 2、国内外塑料注射成型机的主要差距 上个世纪80年代初期通过引进技术,加强与国外合作和交流,使国内塑料注射成型机的总体水平有了较大提高,缩短了差距。但从近几年的国际橡胶塑料机械展览会展出的塑料注射成型机结构和性能指标看,两者间的差距如今又拉大了。 2.1结构上的差距 2.1.1模板的型式 目前国外内翻正后角机械合模塑料注射成型机使用最为普遍。该类机型前模板(头板)和动模板(二板)受力较为恶劣,因而提高其强度,特别是刚度十分必要。在此前提下,出现了以球面内空式模板和箱式结构的动模板,在其总重量不增加的情况下增加模板空间厚度,使其惯性矩获得3次方的增加,挠度值明显下降,刚性上升,塑料制品的质量得到进一步的保证;另外后模板与撑板铸成一体,提高了装配精度。国内不少制造厂(公司)正按此方案作改进,但必须配以相应的加工设备。 2.1.2缩短管路长度减少压力损失
美国康明斯发电机组系列 康明斯在华投资逾一亿四千万美元,作为中国发动机行业最大的外国 投资者,康明斯在中国拥有六家合资和独资制造企业,生产发动机、涡 轮增压器、滤清器、发电机和发电机组等产品。14个系列的康明斯发 动机产品已经有8个系列按照康明斯全球统一的严格质量标准在中国生 产。基本特点:在中国研发制造的新产品(已获ISO9001质量体系认 证)。采用康明斯合资公司生产的柴油发动机和交流发电机,配备世界先 进的控制系统,为一领先设计、专业生产、性能优异的柴油发电机组 完美组合。 机组型号 输出功率 发动机型号电球型号机组尺寸(mm)重量(kg) Kva KW JHS-C4035/4028/324BT3.9G LSG241981×737×1143658 JHS-C5650/5640/454BT3.9G1LSG251981×737×1143687 JHS-C6863/6850/554BT3.9G2LSG281981×737×1143783 JHS-C8073/8058/644BTA3.9G1LSG282242×737×1143864 JHS-C949470/756BT5.9G1LSG322242×737×1143960 JHS-C110100/11080/886BT5.9G2LSG322242×737×1143960 JHS-C138125/138100/1102655×864×12961360 JHS-C138125/138100/1106CT8.3G LSG342655×864×12961360 JHS-C193175/193140/1546CTA8.3G LSG352655×864×12961360 JHS-C225200/225160/1806CTAA8.3G2655×864×12961360 JHS-C275250/275200/220NAT855G1UCD274K/3000×1055×16252747 JHS-C350313/350250/280NTA855G2HC1444E/3000×1055×16252747 JHS-C388350/388280/310NTA855G43000×1055×16252747 JHS-C413375/413300/330NTA855G73000×1055×16252747 JHS-C413375/413300/330KTA19G2HC1544C/3505×1245×17273575 JHS-C500450/500360/400KTA19G3HC1544C/3505×1245×17273668
注射机 1.注塑成型机的工作原理 注塑机的工作原理与打针用的注射器相似,它是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程。 注射成型是一个循环的过程,每一周期主要包括:定量加料—熔融塑化—施压注射—充模冷却—启模取件。取出塑件后又再闭模,进行下一个循环。 1.2 注塑机的结构 注塑机根据塑化方式分为柱塞式注塑机和螺杆式注塑机;按机器的传动方式又可分为液压式、机械式和液压—机械(连杆)式;按*作方式分为自动、半自动、手动注塑机。 (1)卧式注塑机:这是最常见的类型。其合模部分和注射部分处于同一水平中心线上,且模具是沿水平方向打开的。其特点是:机身矮,易于*作和维修;机器重心低,安装较平稳;制品顶出后可利用重力作用自动落下,易于实现全自动*作。目前,市场上的注塑机多采用此种型式。 (2)立式注塑机:其合模部分和注射部分处于同一垂直中心线上,且模具是沿垂直方向打开的。因此,其占地面积较小,容易安放嵌件,装卸模具较方便,自料斗落入的物料能较均匀地进行塑化。但制品顶出后不易自动落下,必须用手取下,不易实现自动*作。立式注塑机宜用于小型注塑机,一般是在60克以下的注塑机采用较多,大、中型机不宜采用。 (3)角式注塑机:其注射方向和模具分界面在同一个面上,它特别适合于加工中心部分不允许留有浇口痕迹的平面制品。它占地面积比卧式注塑机小,但放入模具内的嵌件容易倾斜落下。这种型式的注塑机宜用于小机。 (4)多模转盘式注塑机:它是一种多工位*作的特殊注塑机,其特点是合模装置采用了转盘式结构,模具围绕转轴转动。这种型式的注塑机充分发挥了注射装置的塑化能力,可以缩短生产周期,提高机器的生产能力,因而特别适合于冷却定型时间长或因安放嵌件而需要较多辅助时间的大批量塑制品的生产,但因合模系统庞大、复杂,合模装置的合模力往往较小,故这种注塑机在塑胶鞋底等制品生产中应用较多。 一般注塑机包括注射装置、合模装置、液压系统和电气控制系统等部分。 注射成型的基本要求是塑化、注射和成型。塑化是实现和保证成型制品质量的前提,而为满足成型的要求,注射必须保证有足够的压力和速度。同时,由于注射压力很高,相应地在模腔中产生很高的压力(模腔内的平均压力一般在20~45MPa之间,见表1),因此必须有足够大的合模力。由此可见,注射装置和合模装置是注塑机的关键部件。 2.注射机塑化的部件介绍 注射机塑化的部件主要有:螺杆、机筒、分流梭、止逆环、射咀、。下面分别就其在塑化过程中的作用与影响加以说明。 2.1、螺杆 螺杆是注塑机的重要部件。它的作用是对塑料进行输送、压实、熔化、搅拌和施压。所有这些都是通过螺杆在机筒内的旋转来完成的。在螺杆旋转时,塑料对于机筒内壁、螺杆螺槽底面、螺棱推进面以及塑料与塑料之间在都会产生摩擦及相互运动。塑料的向前推进就是这种运动组合的结果,而摩擦产生的热量也被吸收用来提高塑料温度及熔化塑料。螺杆的结构将直接影响到这些作用的程度。 普通注塑螺杆结构,也有为了提高塑化质量设计成分离型螺杆,屏障型螺杆或分流型螺杆。 机筒的结构其实就是一根中间开了下料口的圆管。 在塑料的塑化过程中,其前进和混合的动力都是来源于螺杆和机筒的相对旋转。根据塑料在螺杆螺槽中
一、鑫明100KW柴油发电机组技术说明 柴油发电机组: 1、技术标准 机组符合下列中华人民共和国标准 1)GB755-2000 《旋转电机基本技术要求》 2)GB/T7064-2002《透平型同步电机的技术要求》 3)IEC34-1(第八版)《旋转电机第一部分—额定值和性能》 4)IEC34-3《汽轮发电机的特殊要求》 5)GB/T 2819-1997《移动电站通用技术条件》 6)GB/T 2820《往复式内燃机驱动的交流发电机组》 7)GB4712-1996《自动柴油发电机组分级要求》 8)JB/T 8186-1999《工频柴油发电机组额定功率、电压及转速》9)JB/T 10303-2001《工频柴油发电机组技术条件》 2、主要组成部分 1)柴油发动机; 2)交流同步发电机; 3)冷却系统; 4)自启动切换系统, 5)燃油系统; 6)排气系统和排烟系统; 7)电动起动系统; 8)24VDC蓄电池组(密封铅酸电池); 9)低噪音静音和高效消音系统; 10)空气、燃油、润滑油过滤器; 11)机组控制系统 12)出口断路器、出口断路器柜 13)24V全自动浮动充电系统 3、机组主要性能及结构 1)使用条件
机组在下列条件能可靠工作(1)海拔高度<1000m、(2)环境温度: -5~+40℃;(3)相对湿度:9%~100% 。 2)主要技术指标 (1)机组连续输出功率为:标准功率 (2)额定电压:400V,电压波动率≤0.5%; (3)瞬态电压调整率20%~-15%; (4)频率:50HZ,三相四线,瞬态频率调整率<±5%(电子调整器); (5)功率因数:0.8(滞后); (6)转速:1500转/分钟; (7)电压稳定时间≤1s; (8)频率稳定时间<3s; (9)噪声:不超过80dB(离机1.m,离地面1m); 3)机组的运行 机组能连续满容量运行,机组能通过运行方式选择开关,选择机组所处状态,运行方式选择开关有下列四个位置即“自动”、“手动”、“试验”、“零位”,机组正常处于准启动状态即“自动”状态,该开关装于机组控制柜上。“自动”:保安段失电立即自动启动, 5-360 秒内自动并网供电(可调),自动启动可以连续三次“手动”可在机组控制屏上手操作启动、停机。具备同期检测闭锁功能。“试验”:机组可进行自启动试验,但主开关自锁,不合闸。“零位”:闭锁控制屏上手动和自动启动功能,可安全进行设备维护和检修。 机组的启动:保证机组自启动快速性和成功率,使机组正常处于热态,即采取对机组冷却水的预热手段。发动机能根据控制信号自起动和停机,起动用直流电动机,电源由镍镉电池供,充电器设在一单独柜内。并设有直流电动机过热保护装置,起动用蓄电池容量能满足无需充电连续5次起动,电池可长期处于浮充状态。 4)电气接线 (1)一次接线所有电器元器件装设于配电柜内,按招标人要求进行安装。 (2)二次接线:机组的控制启动、保护、测量、信号系统采用交(直)流 V 电压(由我方提供)。机组的控制、保护具有可通讯的接口,并提供完整通讯协
注塑机参数与注塑工艺参数 注塑成形技术系统培训教材 SANSEI精密注塑成形 蔡军
注塑机装置的技术参数 1.螺杆直径mm 2.螺杆长径比L/D 3.螺杆压缩比 4.螺杆行程cm 5.理论注射容积cm3 6.最大注射重量(以PS计算)g 7.螺杆最大转速r/min 8.最大塑化能力kg/h 9.注射压力MPa 10.注射速率g/s 11.注射时间s 12.注射座推力及喷嘴推力kN 13.喷嘴行程cm 14.喷嘴伸出量(即伸出模具安装平面的长度)cm 进一步的技术参数: 15.注射速度mm/s 16.螺杆最大扭矩N/m 17.螺杆驱动功率kW 18.喷嘴球半径mm 19.螺杆驱动方式(如油压马达、电动马达等) 20.回复率。 合模装置的技术参数
1.合模力kN 2.开模力kN 3.开模行程cm 4.拉杆有效间距mm 5.最大、最小模厚mm 6.模板间的最大间距mm 7.顶出力kN 8.顶出行程mm 9.模板定位孔直径mm 10.移模速度m/s 11.模板尺寸(H*V)mm 12.模具安装尺寸 可进一步提供的参数: 13.拉杆直径mm 14.调模驱动功率kN 15.调模方式:如手动、电动、液压、马达等。 16.合模方式:如机械式、液压式、机械-液压式等。 17.顶出方式:机械、液压、气动等。 18.顶针数量 19.顶出次数 20.顶针速度 其它整机性能参数 1.油泵马达功率kN
2.电热量kW 3.油箱容量L 4.料斗容量kg 5.外形尺寸(长*宽*高)m 6.机器重量kg 7.空循环时间s 8.单耗Kw/kg 9.最大油泵压力MPa 10.总用电量kW 与成形工艺有关的参数 1.最大的注射量(通常要求制品及浇注系统所需塑料量为注射重量75%-80%) 2.合模力(足够的合模力才能保证成形模具的锁紧,精密制品需要的合模力为模具所需合模力的1.5倍) 与模具有关的参数 1.嘴头部球面半径 2.模板上的定位孔 3.拉杆间的有效间距 4.模具的厚度 5.模板上模具安装螺孔(或T形槽)的尺寸 与取出制品有关的参数 1.合模距离必须小于注塑机的最大开模距离,确认最大开模距离 2.顶出装置及顶出行程距离的确认和顶杆位置及顶杆数量的确认
第一章基础知识 1.同步发电机保护的基本知识 电厂中的发电机都为同步电机,它把原动机的机械能转变为电能,通过输电线路等设备送往用户。 1.1 同步发电机基本工作原理 我们知道,导线切割磁力线能产生感应电势,将导线连成闭合回路,就有电流流过,同步发电机就是利用电磁感应原理将机械能转变为电能的。 图1-1为同步发电机示意图。导线放在空心圆筒形铁芯的槽里。铁芯是固定不动的,称为定 子。磁力线由磁极产生。磁极是转动的,称为转子。定 子和转子是构成发电机的最基本部分。为了得到三相交 流电,沿定子铁芯内圆,每相隔120o分别安放着三相 绕组A-X、B-Y、C-Z。转子上有励磁绕组(也称转子绕 组)R-L。通过电刷和滑环的滑动接触,将励磁系统产 生的直流电引入转子励磁绕组,产生稳恒的磁场。当转 子被原动机带动旋转后,定子绕组(也称电枢绕组)不 断地切割磁力线,就在其中感应出电势来。 感应电势的方向由右手定则确定。由于导线有时 切割N极,有时切割S极,因而感应的是交流电势。 交流电势的频率f,决定于电机的极对数p和转子转 数n,即 pn f = ()Z H 60 式中n的单位为转每分(r/min) 转子不停地旋转,A、B、C三相绕组先后切割转子 磁场的磁力线,所以在三相绕组中电势的相位是不同 的,依次差120o,相序为A、B、C。 当发电机带上负荷以后,三相定子绕组中的定子电流(电枢电流),将合成产生一个旋转磁场。该磁场与转子以同速度、同方向旋转,这就叫“同步”。同步电机也由此而得名。它的特点是转速与频率间有着严格的关系,即 60f n = p 1.2同步发电机的分类 同步发电机的种类按原动机不同来分,可分为: 汽轮发电机——一般是卧式的,转子是隐极式的。 水轮发电机——一般是立式的,转子是凸极式的。 按冷却介质和冷却方式分:
防暴半球网络摄像机使用说明书V1.1 防暴半球网络摄像机 使用说明书 V1.1
注意事项 下面是关于产品的正确使用方法以及预防危险、防止财产受到损失等内容,使用设备前请仔细阅读本说明书并在使用时严格遵守,阅读后请妥善保存说明书。 1.使用要求 1.1电源要求 a)摄像机操作需要使用DC 12V电源。 b)设备没有电源开关,安装时请务必关闭所有相关设备的电源。 c)网络摄像机运行之前,请先检查电源供电是否正确。 d)更换SD卡时,请先切断设备电源后再打开设备机壳更换SD卡。 e)清洁设备时请先切断设备电源。 1.2使用环境要求 a)请不要把设备安装在空调机的出气口附近,否则镜头会由于结露而变得模糊。 b)请不要在超出温度、湿度的状态下使用摄像机。避免将设备放在暖气、炉子等热源或其他发热设备的 附近。 c)为了避免热量积蓄,请不要阻挡设备附近的通风。 d)不要长时间将设备朝向强光源,否则会由于SENSOR上的色彩滤波器损坏而造成图像失去颜色。 e)如果在使用过程中,设备装置冒烟或发出异常气体,有水或其他异物进入机壳,或者用户将本装置掉 落在地而损坏机壳,请立即关闭设备,并拔下与设备连接的线缆,然后与授权的经销商或本公司客服部联系。 1.3保养要求 a)请使用干的软布檫拭机身,如果污垢难以清除,可以使用水稀释后的中性清洁剂将污垢拭去,然后将 其擦干。 b)清洁设备时请勿使用如酒精、苯或稀释剂等挥发性溶剂、强烈的或带有研磨性的清洁剂,否则会损坏 表面涂层。 2.警告 2.1本产品的安装及维修应由专业服务人员进行,请勿自行进行拆卸及维修等操作。 i
3.声明 3.1产品请以实物为准,说明书仅供参考。 3.1产品实时更新,如有升级恕不另行通知。产品部分功能在产品更新前后允许存在细微差异。 3.2最新程序及补充说明文档敬请与公司客服部联系。 3.3产品说明中有疑问或争议的,请以本公司最终解释为准。 3.4我们已尽量保证说明书中内容的完整与准确,但由于真实环境不稳定等原因,部分数据的实际值可能 与说明书中提供的值存在偏差,如有任何疑问或争议,请以公司最终解释为准。 3.5如不按照说明书中的指导进行操作,因此而造成的任何损失由使用方自己承担。