高炉炉料结构的选择
- 格式:docx
- 大小:52.05 KB
- 文档页数:15

高炉炼铁原料1.铁矿石和燃料高炉炼铁必备的三种原料中,焦炭作为燃料和还原剂,是主要能源;熔剂,如石灰石,主要用来助熔、造渣;铁矿石则是冶炼的对象。
这些原料是高炉冶炼的物质基础,其质量对冶炼过程及冶炼效果影响极大。
铁矿石铁矿石分类及特性高炉冶炼用的铁矿石有天然富矿和人造富矿两大类,含铁量在50%以上的天然富矿经适当破碎、筛分处理后可直接用于高炉冶炼。
贫铁矿一般不能直接入炉,需要破碎、富矿并重新造块,制成人造富矿(烧结矿或球团矿)再入高炉。
人造富矿含铁量一般在55%~65%之间。
由于人造富矿事先经过焙烧或者烧结高温处理,因此又称为熟料,其冶炼性能远比天然富矿优越,是现代高炉冶炼的主要原料。
天然块矿统称成为生料。
我国富矿储量很少,多数是含Fe30%左右的贫矿,需要经过富矿才能使用。
A.矿石和脉石能从中经济合理的提炼出金属来的矿物成为矿石。
如铁元素广泛地、程度不同地分布在地壳的岩石和土壤中,有的比较集中,形成天然的富铁矿,可以直接利用来炼铁;有的比较分散,形成贫铁矿,用于冶炼及困难又不经济。
随着选矿和冶炼技术的发展,矿石的来源和范围不断扩大。
含铁较低的贫矿经过富选也可用于炼铁。
矿石中除了用来提炼金属的有用矿物外,还含有一些工业上没有提炼价值的矿物或岩石,称为脉石。
对冶炼不利的脉石矿物,应在选矿和其他处理过程中尽量去除。
但矿石中脉石的结构和分布直接影响矿石的选冶性能。
如果含铁矿物结晶颗粒比较粗大,则在选矿过程中易于实现有用矿物的单体分离;反之,如果含铁矿物呈颗粒结晶嵌布在脉石中,则要进一步细磨矿石才能分离出有用单体。
B.天然矿石的分类及特性天然铁矿石按其主要矿物分为磁铁矿、赤铁矿、褐铁矿和菱铁矿等几种,主要矿物组成及特征见下表。
常见铁矿石的组成及特征磁铁矿,主要含铁矿物为Fe3O4,具有磁性。
其化学组成可视为Fe2O3* FeO,其中FeO 30%,Fe2O3 69%,Tfe 72.4%, O27.6%。
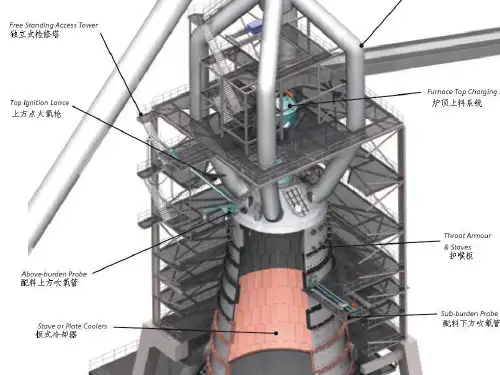
炼铁高炉工艺知识点总结高炉是用于冶炼铁矿石的重要设备,其结构包括上部料柱、中部燃烧区和下部铁口三个部分。
1. 上部料柱上部料柱主要由料斗、布料装置和煤气分布装置组成。
在高炉冶炼过程中,生铁矿石和还原剂通过料斗和布料装置放入高炉中,并在上部料柱中进行干燥、预热和还原反应。
2. 中部燃烧区中部燃烧区是高炉中最重要的区域,也是冶炼反应最为激烈的地方。
在高炉的中部燃烧区,铁矿石的还原反应和燃料的燃烧反应同时进行,产生的热量和还原气体将铁矿石还原成铁,同时熔化生铁矿石。
3. 下部铁口下部铁口是高炉的出铁口,也是生铁的最终产出地。
铁水从下部铁口流出并通过管道输送至铁水罐或铁水车,最终用于制造钢铁产品。
二、高炉工艺过程高炉冶炼的主要工艺过程包括预处理、还原和熔融三个阶段。
1. 预处理铁矿石在高炉冶炼前需要进行预处理,主要包括干燥、预热和分级。
在高炉上部料柱中,铁矿石经过干燥和预热,使其内部水分挥发、结晶水分析出,并提高其温度,为还原反应和熔融反应提供条件。
此外,铁矿石还需要分级,以确保高炉内部燃料和还原气体的匹配,提高冶炼效率和生铁质量。
2. 还原在高炉的中部燃烧区,煤气和空气混合后燃烧产生的高温燃气对铁矿石进行还原作用。
这一阶段的主要冶炼反应包括颗粒还原和熔融还原两个过程。
颗粒还原是指铁矿石颗粒的直接还原反应,将铁矿石中的氧还原成铁,并生成还原气体。
熔融还原是指生铁矿石在高温条件下熔化,并在熔融状态下进行还原反应,产生液态生铁。
3. 熔融在高炉下部,液态生铁通过铁口流出,并通过管道输送至后续的冶炼工艺中。
在熔融过程中,熔融生铁的温度、成分和质量需要得到控制,以确保后续的钢铁生产工艺顺利进行。
三、高炉冶炼的关键技术1. 燃料配比高炉冶炼所需的燃料包括焦炭、焦炉煤气和其他燃料。
为了提高冶炼效率和生铁质量,需要合理确定燃料的配比,保证还原气体的成分和温度符合冶炼工艺的要求。
2. 熔炼温度在高炉冶炼过程中,熔炼温度对生铁的成分和质量具有重要影响。
高炉风口的设计与调整1. 概述高炉风口是高炉冶炼过程中的关键组成部分,其主要功能是为高炉内注入新鲜空气,提供燃烧所需氧气,并促进炉料的下降和煤气上升本将详细介绍高炉风口的设计与调整方法2. 高炉风口的设计2.1 风口结构设计高炉风口主要由风口本体、风口套、风口芯和喷管等部件组成•风口本体:是风口的主体部分,通常采用铸铁或钢板焊接而成,具有良好的耐高温性能和足够的强度•风口套:安装在风口本体外部,通常采用耐火材料制成,以减少热损失和防止炉料进入•风口芯:位于风口套内部,用于引导气流和调节风量,通常采用耐高温、耐磨损的材料制成•喷管:连接风口芯和风口本体,用于引导气流和喷射炉料,通常采用耐高温、耐磨损的材料制成2.2 风口尺寸设计风口尺寸设计需要考虑高炉的直径、炉料的物理性质和冶炼要求等因素通常,风口直径和高炉直径的比例在 1:10-1:12 之间风口长度和风口套内径的比例通常在 1:1.5-1:2 之间2.3 风口材料选择风口材料需要具备耐高温、耐磨损、抗冲击等性能常用的风口材料包括铸铁、钢、铜和镍基合金等3. 高炉风口调整3.1 风口风量的调整风口风量的调整是高炉操作中常见的工作,可以通过调整风口芯的位置来控制风量风口芯的位置调整通常使用专门的机械装置完成3.2 风口角度的调整风口角度的调整可以影响高炉内的煤气流动和炉料下降通常,风口角度的调整使用专门的机械装置完成3.3 风口形状的调整风口形状的调整可以改善高炉内的煤气流动和炉料下降通常,风口形状的调整使用专门的机械装置完成4. 结论高炉风口的设计与调整是高炉冶炼过程中的关键环节正确的设计和调整可以提高高炉的冶炼效率和煤气利用率,降低能耗和提高产量高炉风口的设计需要考虑风口结构、尺寸和材料等因素高炉风口的调整主要包括风量的调整、角度的调整和形状的调整高炉风口的设计与维护1. 背景高炉作为现代钢铁工业的基础设备,其风口部分的作用至关重要风口不仅是高炉供氧的关键部位,同时也是影响煤气流分布和炉料下降速度的重要因素因此,高炉风口的设计与维护对于保障高炉高效、稳定运行具有重要意义2. 高炉风口的设计原则高炉风口设计应遵循以下原则:•合理的风口面积:风口面积需要与高炉的冶炼能力和煤气流量相匹配,以确保足够的氧气供应和适宜的煤气流速•材料选择:风口材料需要具备耐高温、耐腐蚀、耐磨损的特性,以适应高炉内部恶劣的环境•结构优化:风口的结构设计应简洁、合理,便于制造、安装和维护•热交换效率:风口应具有良好的热交换性能,以减少热量损失,提高能量利用效率3. 高炉风口的主要参数高炉风口的主要设计参数包括:•风口直径:风口直径根据高炉的大小和设计风量确定,通常与高炉炉膛直径成一定比例关系•风口长度:风口长度应确保煤气流有足够的长度进行热交换,同时也要考虑安装和维护的便利性•风口倾斜角度:风口倾斜角度影响煤气流的分布和炉料的下降速度,通常通过模拟和实验确定最佳角度•风口材料的热膨胀系数:材料的热膨胀系数应与高炉炉体材料相匹配,以减少由于温度变化引起的热应力4. 高炉风口的设计要点高炉风口的设计要点包括:•风口本体的结构设计:风口本体应采用模块化设计,便于更换和维护•风口套的结构与材料:风口套需要具有良好的密封性能,以防止炉料进入和煤气泄漏•风口芯的设计:风口芯是调节风量的关键部件,其设计应确保风量调节的准确性和稳定性•喷管的设计:喷管应具有良好的气流分布性能,以提高煤气流的动能和热交换效率5. 高炉风口的维护与管理高炉风口的维护与管理对于保证高炉长期稳定运行至关重要主要包括:•日常检查:定期检查风口是否有损坏、变形或磨损,及时发现并处理问题•清洁维护:定期清理风口积灰和堵塞物,保持风口的通畅•调整与校准:根据高炉的运行状态,调整风口的风量和角度,以优化煤气流分布和提高冶炼效率•材料更换:当风口材料磨损到一定程度时,应及时更换,以避免安全隐患6. 结论高炉风口的设计与维护是高炉生产中不可或缺的一环通过合理的设计和精心的维护,可以确保高炉的风量供应稳定,煤气流分布合理,从而提高高炉的冶炼效率和生产稳定性高炉风口的设计应遵循合理的原则,考虑主要参数和设计要点,而维护与管理则需要注重日常检查、清洁维护、调整校准和材料更换等方面只有这样,才能保证高炉安全、高效、稳定地运行应用场合高炉风口的设计与维护主要应用于以下场合:1.高炉生产运行:在钢铁冶炼行业中,高炉是生产铁水的基础设备,风口作为高炉的关键组成部分,直接关系到高炉的生产效率和稳定性2.热风炉操作:热风炉是高炉冶炼过程中提供热源的重要设备,风口的设计与维护同样适用于热风炉的操作3.冶炼实验与研究:在钢铁冶炼的科研和实验中,风口的设计参数和维护方法对于实验结果有着直接的影响4.冶金工程设计与施工:在冶金工程的设计和施工过程中,风口的设计和选型是必不可少的环节5.高炉维修与改造:在高炉的维修和改造过程中,对风口进行检查、调整和更换是确保高炉正常运行的关键步骤注意事项在高炉风口的设计与维护过程中,需要注意以下事项:1.风口设计的专业性:风口的设计需要由专业工程师进行,确保设计参数和结构符合实际生产需求2.材料选择的合理性:根据高炉的冶炼条件和环境,选择合适的风口材料,保证风口的使用寿命和性能3.结构与尺寸的精确性:风口的结构和尺寸应精确制造和安装,以确保其正常工作和避免因偏差导致的故障4.维护的及时性:定期对风口进行检查和维护,及时发现和处理问题,避免因忽视维护导致的风口故障5.操作的安全性:在风口的设计、维护和操作过程中,要严格遵守安全规程,确保人员安全和设备完好6.调整的合理性:根据高炉的运行状态和冶炼要求,合理调整风口的风量和角度,以优化煤气流分布和提高冶炼效率7.环境的适应性:风口的设计和维护应考虑高炉所在环境的特殊性,如温度、湿度、灰尘等因素,确保风口能够适应恶劣环境8.节能与环保:在风口的设计和维护中,要充分考虑节能减排和环保要求,采用高效、低能耗的风口结构和材料9.记录与反馈:在风口的设计、维护和操作过程中,要详细记录相关数据和问题,及时进行反馈和分析,不断优化风口的设计和维护方法10.培训与交流:对高炉操作人员和相关工程师进行风口设计与维护的培训,加强行业内的交流与合作,提高整个行业的高炉操作水平通过以上注意事项的遵循,可以确保高炉风口的设计与维护工作顺利进行,提高高炉的生产效率和稳定性,同时保障人员和设备的安全。
六、简答题(1)原燃料部分1.熔剂在高炉冶炼中的作用是什么?答案:(1)渣铁分离,并使其顺利从炉缸流出;(2)具有一定碱度的炉渣可以去除有害杂质硫,确保生铁质量。
1.焦炭在高炉冶炼中的作用是什么?答案:(1)燃烧时放热作发热剂;(2)燃烧产生的CO气体及焦炭中的碳素还原金属氧化物做还原剂;(3)支撑料柱,其骨架作用;(4)生铁渗碳剂。
2.精料的内容包括哪些方面?答案:(1)熟料率高,矿石品位高。
(2)数量充足,物理化学性能稳定。
(3)粒度适当、均匀,含粉低,低温还原粉化率低。
(4)炉料强度高,有良好的还原性。
(5)有良好的高温冶炼性能,软熔温度高,软化区间窄。
2.焦炭挥发份的高低对焦炭质量有何影响?答案:焦炭挥发份过高表示有生焦、强度差,过低表示焦炭过火、裂纹多、易碎。
3.石灰石分解对高炉冶炼造成的影响答案:1)CaCO3分解反应是吸热反应,据计算分解每Kg CaCO3要消耗约1780kJ 的热量。
2)在高温区产生贝—波反应的结果,不但吸收热量,而且还消耗碳素并使这部分碳不能到达风口前燃烧放热(要注意,这里是双重的热消耗)。
3)CaCO3分解放出的CO2冲淡了高炉内煤气的还原气氛,降低了还原效果。
4.如何对铁矿石进行评价?答案:①. 含铁品位:以质论价,基本上以含铁量划分;②. 脉石成分及分布:酸性脉石愈少愈好,碱性稍高可用,AI2O3不应很高;③. 有害元素含量:S、P、As、Cu易还原为元素进入生铁,对后来产品性能有害。
碱金属B、Zn、Pb和F等虽不能进入生铁,但破坏炉衬或易于挥发,在炉内循环导致洁瘤或污染环境,降低了使用价值;④. 有益元素:Cr、N1、V、Nb等进入生铁,并对钢材有益,T1及稀土元素可分离提取有较高是宝贵的综合利用资源;⑤. 矿石的还原性:还原性好可降低燃烧消耗;⑥. 矿石的高温性能:主要是受热后强度下降不易过大,不易于破碎及软化熔融,温度不可过低。
⑦. 有些贫矿的结晶颗粒较为粗大,易选可用,否则应慎重;⑧. 选矿及回收的粉矿都必须经过造矿才能应用,选矿过程是提供改进矿石性能的大好机会。

(炉渣的)表面性质指的是液态炉渣与煤气间的表面张力和渣铁间的界面张力。
(煤的)比表面积单位质量的煤粒,其表面积的总和,单位为mm2g-1 。
煤的比表面积是煤矿的重要性质,对研究煤的破碎、着火、燃烧反应等性能均具有重要意义。
CCRI CRI是指焦炭的反应性,反应性是衡量焦炭在高温状态下抵抗CO2气化能力的化学稳定性指标。
生铁合格率生产的合格铁量占高炉总产铁量的百分数。
出铁正点率按时打开出铁口及在规定时间内出净渣铁。
传输现象同种物质或不同介质之间由于存在温差、速差、浓差而发生的热量、动量、质量传递的不可逆现象。
操作炉型高炉投产后,工作一段时间,炉衬被侵蚀,高炉内型发生变化后的炉型。
D低温还原粉化性能矿石在高炉内400—600℃低温区域内还原时,由于Fe2O3还原成Fe3O4和FeO还原成Fe,产生的晶形转变导致体积膨胀.粉化,称为低温还原粉化性能。
低温还原粉化率(RDI)高炉原料,特别是烧结矿,在高炉上部的低温区域严重裂化,粉化,使料柱空隙度降低。
一般以粉化后小于3mm所占的比率作为低温还原粉化率。
带风装料在用焦炭填充炉缸、冷矿开炉时,在鼓风状态下进行的装料叫带风装料。
E二元碱度炉渣中CaO/SiO2的比值称为碱度或二元碱度F反应后强度是衡量焦炭经受CO2和碱金属侵蚀状态下,保持高温强度的能力。
风口燃烧带炉缸内燃料燃烧的区域称为风口燃烧带,它包括氧气区和还原区。
风口回旋区现代高炉中,由于冶强高和风速大,当鼓风动能达到一定程度后,风口前焦炭处于回旋运动状态,并形成一个疏散而近似球形的自由空间,通常称为风口回旋区。
风口前理论燃烧温度(高炉火焰温度)风口前焦炭燃烧所能达到的最高平均温度,即假定风口前燃料燃烧放出的热量,以及热风和燃料带入的物理热全部传给燃烧产物时达到的最高温度,也就是炉缸煤气尚未与炉料参与热交换前的原始温度。
风口平台在风口下方沿炉缸四周设置的高度距风口中心线1150mm~1250mm的工作平台,称为风口平台。
高炉炉料结构的选择 王维兴 中钢金属学会 1. 炼铁炉料结构要满足高炉炼铁的需求 高炉炼铁操作的方针:高效、优质、低耗、长寿、环保。 高效是要高产、低成本、设备作业率高、劳动生产率高; 优质是产品合格率高,能满足客户需求,能按计划组织生产; 低耗是原燃料消耗低(低燃料比、低矿、溶剂消耗低)、低电耗、各能源介质消耗低、备品备件消耗低等; 长寿是高炉寿命大于15年,热风炉寿命大于25年; 环保是能满足国家对钢铁工业(包括各工序)的各项环保要求。 2. 为什么铁矿石要造块 我国铁矿石含铁品位低(2018年重点企业品位26.32%)、杂(品种多:褐铁矿、镜铁矿、菱铁矿、钒钛磁铁矿、含稀土铁矿等)、难选(要细磨、精选)。2018年我国铁矿石经过选矿后的铁精粉品位在62.63%,尾矿品位含铁10.66%,使我国铁矿石成本高,与国外竞争力差。 高炉炼铁需要高品位矿石,铁矿石直接加入高炉,炼铁效率低、燃料比高;通过造块(烧结或球团)铁矿石的比表面积最大,接触煤气多,实现间接还原多,促燃料比降低。所以,高炉炼铁是以精料为基础。 《钢铁产业发展政策》规定:“企业应积极采用精料入炉、富氧喷吹、大型高炉……先进工艺技术和装备。”精料是基础。 提高入炉铁矿石含铁品位和熟料率是精料的主要内容,精料是改善高炉操作指标的重要保证。近年来,随着国外矿使用的增多,以及国内选矿技术的提高,入炉矿石含铁品位不断提高。但是高品位的优质含铁原料越来越少,提高品位不仅增加成本,而且难度越来越大, 2013年入炉含铁原料品位见表3。结合资源状况和高炉生产的实际情况,炼铁规范修编适当调整了入炉品位的要求。 表3 2013年度1000m3以上高炉入炉品位 炉容级别(m3) 4000 3000 2000 1000* TFe 58.79% 58.00% 57.45% 56.15% 注:*表示已扣除使用的特殊矿石。
如果个别国内铁矿石选矿后仍达不到规定品位,应经过专
题论证,企业的经济效益合适,方可降低入炉品位。 3优化炼铁炉料结构的原则: 世界各国、各企业没有一个标准的炼铁炉料结构;都要根据各企业的具体情况(资源条件,矿石质量、铁矿石价格、市场供应、造块成本、炼铁成本、环保要求、生产技术等)制定适宜的炉料结构;同时还要根据外界情况的变化,进行及时调整。 如欧美国家,本国铁矿石粒度细,价格低,适宜生产球团矿; 瑞典1300m3高炉炼铁入炉铁品位67%,100%球团矿冶炼,吨铁矿耗1300kg,渣铁比低于160kg,燃料比450kg。炼铁成本比我国低50元/吨左右。 一些钢铁企业无无球团设备,进口生产球团矿的精矿粉贵,他们的炉料结构中球团比就低,如宝钢、梅山等企业; 包钢、鞍钢、太钢、杭钢、济钢等企业有自产球团矿,他们的炉料结构中球团矿比例就高。 表1 北美部分高炉指标: 企业 容积 系数 自熔球团比 酸性球团 烧结矿 块矿 含铁废料 焦比 小焦比 煤比 喷天然气 富氧量m3/min
加拿大伊利湖厂 2418 2.4 0 1450 0 0 119 376 33 0 100 314 钢铁公司阿什兰厂 1956 2.3 1286 186 0 废钢62 59 341 90 71 37 212
安米怕恩斯港厂C 2461 2.6 12 1168 380 0 17 336 34 0 100 284 安米印第安娜港厂4 1918 2.8 475 1059 0 1 100 390 25 0 101 253 安米印第安娜港厂7 4163 2.2 1273 32 230 43 5 309 31 0 85 458 费尔菲尔德厂 2313 2.5 0 1352 0 废钢44 123 384 37 4 74 234
美国钢铁公司加里厂6 1506 2.1 1244 184 0 废钢118 141 329 47 119 47 216 美国钢铁公司蒙瓦利厂1 1620 2.3 1150 280 0 0 116 378 13 0 68 192 评论:美国高炉炉料用球团矿比例高(个别用高碱度烧结矿),系数均在2.1以上,使用废钢,喷吹天然气,焦比普遍低于400kg/t,值得我们学习。 日本和韩国需要进口矿石,要优先考虑价格;多年来,日本高炉球团比低,详见表2;但他们燃料比低,高炉利用系数不高。 表2 日本高炉指标 指标 单位 2008 2009 2010 2011 2012 2013 矿石比 Kg/t 1606 1616 1615 1612 1615 1618 其中:烧结比 Kg/t 1152 1194 1180 1188 1172 1152 球团比 Kg/t 135 105 121 119 126 134 铁矿石比 Kg/t 319 317 314 305 317 332 熟料比 % 80.1 80.4 80.6 81.1 80.4 78.5 利用系数 t/m3d 2.01 1.73 1.95 1.90 1.90 1.94 焦比 Kg/t 370 397 317 353 342 343 煤比 Kg/t 125 107 134 151 163 169 燃料比 Kg/t 495 504 505 504 505 512 多年来日本炼铁使用球团矿比例在12%左右,主要是要调整炉渣碱度(要使用高碱度烧结矿)他们的燃料比在500kg/t左右,系数不高,追求生产成本低、环保好。值得我们学习。 3.1要根据各企业具体生产条件下(有无球团设备、采购炉料价格、管理水平等),实现高炉炼铁操作的优化方针。 3.2实现低成本炼铁:优化配矿、优化高炉操作、设备维护完好、生产效率高。 3.3实现高产低耗就要高炉入炉矿含铁品位高(希望入炉铁品位>58%),高质量烧结矿要实现高碱度(1.8~2.2倍);但炼铁炉渣碱度要求在1.0~1.1倍,炉料就要配低碱度的球团矿(或块矿)。 3.4高炉生产稳定顺行,实现低燃料比,要求原燃料质量要好(冶金性能好、低MgO和Al2O3、低渣量、焦炭质量好、含有害杂质少等)。 3.5实现资源合理利用,充分利用本地矿产资源,合理回收利用企业内含铁尘泥等。 4.努力提高高炉球团矿配比,是我国炼铁技术发展的大方向: 4.1提高炼铁炉料球团矿配比,促进炼铁入炉矿含铁品位的提高。据统计, 2017年重点钢铁企业球团矿含铁品位为63.60%,烧结矿含铁品位为55.79%;球团矿含铁品位比烧结矿高7.81%。高炉多用球团矿可有效地提高入炉矿含铁品位。 4.2.炼铁提高铁矿品位,促进降低燃料比、增加产量。炼铁学理论是,入炉矿含铁品位提高1%,高炉燃料比下降1.5%,生铁产量增长2.5%。如果炼铁100%使用球团矿,要比使用烧结矿,燃料比下降11.52%,生铁产量增长19.2%。这个效益是十分可观的。 4.3. 提高炼铁炉料球团矿配比,促进炼铁系统节能减排。据统计,2018年重点钢铁企业球团工序能耗为25.36kgce/t,烧结工序能耗为48.60kgce/t;球团工序能耗比烧结低23.24kgce/t。如果用一顿球团矿代替一顿烧结矿炼铁,就会使炼铁系统降低23.24kgce/t的能耗。 4.4. 提高炼铁炉料球团矿配比,会降低污染物排放,降低对烧结烟气治理费用。烧结生产会产生大量的SO2、NOX、二噁英、粉尘等有害物质。2012年国家公布了对烧结烟气综合治理的标准(GB28662-2012《钢铁烧结、球团工业大气污染物排放标准》),指标基本上与国家先进水平接轨了。这会加大钢铁企业对环保治理的成本(约50元/吨烧),企业要付出较大的代价。如用球团代替烧结,既可以减少或没有污染物排放,大大减少了污染物治理费用。 表3 炼铁系统吨产品废气污染物排放因子情况 单位:kg/t产品 污染物 烧结工序 球团工序 炼铁工序 颗粒物 0.07~0.85 0.014~0.15 0.0054~0.20 二氧化硫 0.22~0.97 0.011~0.21 0.009~0.34 氮氧化物 0.31~1.03 0.15~0.55 0.0008~0.17 二噁英 0.15~16 F 0.0004~0.0082 CO 8.78~37 0.01~0.41 表3说明,烧结工序比球团污染物排放高。要减少污染物排放,就需要减少烧结的生产。目前,一些地区政府已提出要降低本地区的污染物排放总量(国家已提出要求对一些地区污染物总量控制),希望钢铁企业停止烧结生产(欧美已这么去做了);我国也将面临这个问题。 4.5中国铁矿资源是贫、杂、难选。为提高我国铁矿使用效率,必须要进行细磨、加强选矿。这样,我国的铁矿粉是细粒度的居多,有一半铁精粉是适合于去生产球团矿。但是,历史原因(上世纪50年代,我国全面学习苏联,大量建设烧结机),使我国炼铁的炉料结构一直是以烧结矿为主。这种局面一直没有得到根本的改善。现在,我们应尽快转变观念,加强对球团生产的基础理论研究,促进球团生产的发展,促进钢铁工业的节能减排。 太钢的精矿粉-320网目在90%,是适应生产球团矿,但他们选择生产烧结矿,是技术路线的错误。 目前,我国球团质量与国际先进水平相比,存在较多差距:球团含铁品位低(约低5%)含SiO2高,配加皂土多,抗压强度低(生球质量不好),工序能耗高等。 国外已淘汰了竖炉生产球团工艺,大量使用带式焙烧机工艺生产球团矿(适应使用各种类型铁矿、球团质量优越、能耗低),但燃料用天然气的设备居多。 5. 球团矿生产成本比烧结矿贵