水泥厂配料系统
- 格式:doc
- 大小:117.00 KB
- 文档页数:4
水泥厂微机配料数据管理系统设计作者:梁妮来源:《科技传播》2014年第12期摘要水泥厂生产的工艺过程和配料质量直接关系着下游生产,而配料控制系统对其起决定性作用,因此决定着配料系统是水泥质量和产量的关键环节。
本论文在了解了水泥厂现有控制方式和工艺过程的基础上,对水泥厂微机配料系统进行重新改进与设计。
在原有基础上,能够完成对水泥配料的相关数据进行处理,以及对物料计量与配料过程的在线监测和控制,并使之自动生成各类生产数据管理报表,为生产决策提供数据依据。
关键词微机配料;数据管理;自动控制中图分类号 TQ172 文献标识码A 文章编号 1674-6708(2014)117-0085-021 微机配料数据管理系统的工作原理与结构组成1.1 配料系统的工艺过程石灰石、石膏、熟料、矿粉等作为水泥的主要原料,在水泥生产中从不同原料的喂料仓下来进入斗称,在配料时将其按照一定的配比要求进行严格配料。
通过斗称上的传感器进行计量配比后,原料被传送皮带运送到用于物料粉碎的水泥球磨机中,通过水泥球麿机把按一定比例配比完成长的原料进行粉碎和完全混合,最后形成水泥。
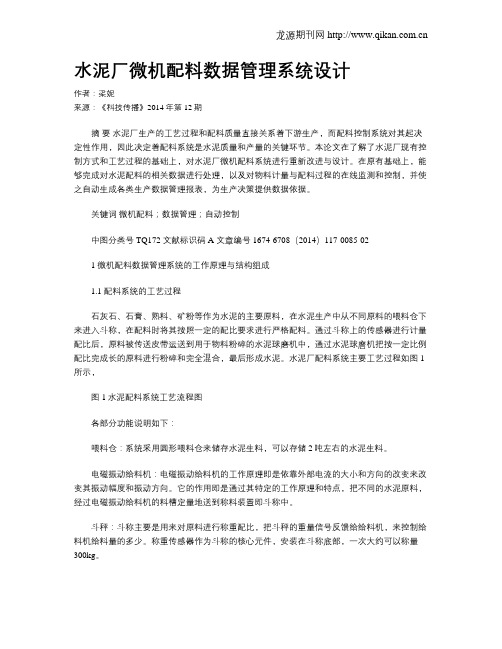
水泥厂配料系统主要工艺过程如图1所示,图1水泥配料系统工艺流程图各部分功能说明如下:喂料仓:系统采用圆形喂料仓来储存水泥生料,可以存储2吨左右的水泥生料。
电磁振动给料机:电磁振动给料机的工作原理即是依靠外部电流的大小和方向的改变来改变其振动幅度和振动方向。
它的作用即是通过其特定的工作原理和特点,把不同的水泥原料,经过电磁振动给料机的料槽定量地送到称料装置即斗称中。
斗秤:斗称主要是用来对原料进行称重配比,把斗秤的重量信号反馈给给料机,来控制给料机给料量的多少。
称重传感器作为斗称的核心元件,安装在斗称底部,一次大约可以称量300kg。
开关门控制电机:开关门控制电机用永磁式同步电机驱动丝杆旋转,通过电机带动丝杆旋转,使与螺母杆锁在一起的支杆沿着导向套滑动,从而控制料斗开关门。
生料配料控制既是水泥生产工艺过程控制和质量控制的关键环节,也是实现水泥生产过程自动控制和配料方案准确实施的重要技术手段。
因此,在水泥生产中大力推广先进的生料配料控制系统,不仅能提高水泥配料质量和生产效率,而且可以减轻操作工人的劳动强度、降低生产成本。
针对我国水泥生产现状,根据中小型水泥生产的特点以及配料生产存在的自动化程度低、实时监控性差、生产效率低等问题。
首先,本文确定以生料配料系统为研究对象,对目前水泥生料配料系统作了概述,然后从实际应用角度出发确定了由工业控制计算机和电子皮带秤组成的生料配料集散控制系统总体方案。
在此基础上,本文以称重原理和误差分析为基础,首先分析了电子皮带秤的称重原理以及现有电子皮带秤的结构,以电子皮带秤的误差源展开分析,说明各误差产生的原因以及如何克服和减少误差的方法,提出了水泥厂实用电子皮带秤,并列举了相应的实施和验证。
证明了所选电子皮带秤有明显的优点。
本文根据水泥生料配料的工作原理提出了利用率值控制算法建立水泥生料配料控制系统模型,该算法根据水泥生料配料要求和实时检测到的水泥生产线的生料三率值,实时计算出生料配料中各种原料的最优配料比,然后通过配料控制器来实现各种原料配料量的在线调整,从而在很大程度上解决了配料过程中存在的滞后问题,大大提高了水泥生料配料的控制精度。
关键词水泥生料配料系统电子皮带秤荧光分析仪集散控制系统根据水泥品种、原料的物理、化学性能与具体的生产条件,确定所用原料的配合比,称为生料的配合,简称配料。
合适的配料方案既是工艺设计的依据,又是正常生产的保证。
配料包括原料的选择、熟料的组成设计与生料配料的配料计算。
水泥厂制造硅酸盐水泥的主要原料是石灰质原料(主要提供氧化钙)和粘土质原料(主要提供氧化硅和氧化铝),由于我国粘土质原料含氧化铁不足,使用天然原料的水泥厂,需用铁质校正原料,即采用石灰质原料、粘土质原料和铁质校正原料进行配料。
水泥厂配料的工作原理:水泥厂生料配料的首先由化验室分析工从各原料堆场(石灰石、粘土、铁粉)取样,经过原料分析确认各物料的化学成份,化验室技术员根据化学成份,按工艺生产要求的生料中氧化钙(Ca口)和氧化铁(FeZq)的含量(CaO43.;5FeZq2.8),通过配料公式计算得出各物料所占总体的百分比,技术员下发配料通知单给微机配料室。

水泥称重配料系统简介水泥称重配料系统是新型控制产品,产品具有操作简便,运行可靠,计量控制精度高,管理功能强大的特点,是沥青混凝土站配套之首选。
1)不少于3000种配方,可实现自动、半自动、手动多种操作方式2)安全锁功能,杜绝万分之一可能发生事故3)HB200称重仪表+工控机模式,彻底解决多秤头时数据高速处理运算的瓶颈现象4)系统数据库用强大的oralle数据库,能够构建网络数据查询功能5)根据重量分批卸料,可用于干搅拌、湿搅拌6)可选装粉料高低位或连续式物位计,对粉仓料位计进行监控7)可打印各种样式的送货单,并根据用户提供的样式随意调整,以满足用户送货单的要求8)网络版允许操作员只负责操作、生产调度下任务单、实验室提供配方、财务调用报表等等9)可选目标量补偿方式,可有效降低机械磨损10)更人性化的超差处理选择11)手动数据记录水泥称重配料系统生产过程中:1)在某种物料配料时,可进行该物料料仓或料罐的切换2)可随时调整系统的快/慢速量3)可随时暂停生产,系统自动保存当前状态,再生产时可按保存状态继续运行4)用户可进行配方、施工单位、施工地点等生产信息的修改5)可以随时查看当前料仓/料罐、料秤的状态6)可以随时预定生产单7)电脑检测落差并自动补偿,可扩展微波在线含水率测量,软件可以随时中断配方,水量在线调整,对于加砂减水更方便水泥称重配料系统强大报表功能:1)详细的生产报表或简短的生产报表2)所储存之生产报表3)每一配方生产量的报表4)车辆运送总结报表5)每一物料之实际消耗量6)所有配方生产报表7)每一物料之理论性消耗量8)系统设定报表9)已生产之详细批次配料报表10)客户资料报表11)已生产之详细生产配料总结报表12)工作单资料报表13)以配料为统计之生产配料报表水泥称重配料系统优势明显:●高精度、高可靠性水泥称重配料系统采用高可靠、易维护通用的“称重仪表+PLC+工业PC”的架构,采用拥有CE认证、计量器具制造许可证CMC,并通过电磁兼容性测试的专用的高精度称重仪表。

混凝土配料系统设计与优化一、引言混凝土是建筑工程中常用的材料之一,混凝土配料系统的设计与优化是混凝土施工中关键的环节之一。
合理的混凝土配料系统设计与优化可以提高混凝土的强度、耐久性、抗裂性等性能,从而增强混凝土的使用寿命和安全性。
本文将着重介绍混凝土配料系统的设计与优化,包括混凝土配料系统的组成、混凝土配料系统设计的原则、混凝土配料系统优化的方法等内容。
二、混凝土配料系统的组成混凝土配料系统主要由以下几个组成部分组成:1. 水泥仓:储存水泥的设备,通常采用钢板制成,具有防潮、防漏、防火等功能。
2. 骨料仓:储存石子、沙子等骨料的设备,骨料仓的大小和数量根据混凝土的配比和生产能力确定。
3. 混凝土搅拌机:混合水泥、骨料、水等原材料的设备,通常采用双卧轴强制式混合机,具有搅拌均匀、产量大、操作简单等特点。
4. 控制系统:包括计量系统、控制系统、自动化系统等,用于控制混凝土配料系统的生产过程,保证混凝土质量的稳定性和生产效率的高效性。
5. 输送系统:包括输送带、螺旋输送机、气动输送系统等,用于将混凝土从搅拌机输送到施工现场。
三、混凝土配料系统设计的原则混凝土配料系统的设计应遵循以下原则:1. 合理的配比:根据混凝土的强度等要求,合理确定水泥、骨料、水等原材料的配比,保证混凝土的性能稳定。
2. 安全可靠:混凝土配料系统的设计应具有安全性和可靠性,防止设备故障和意外事故的发生,保障工人的人身安全。
3. 经济合理:混凝土配料系统的设计应具有经济合理性,既要保证混凝土的质量,又要尽可能减少生产成本。
4. 可维护性:混凝土配料系统的设计应具有可维护性,易于设备维修和保养,延长设备的使用寿命。
5. 环保节能:混凝土配料系统的设计应具有环保节能性,采用低噪音、低能耗、低排放的设备,减少环境污染。
四、混凝土配料系统优化的方法混凝土配料系统的优化主要包括以下几个方面:1. 混凝土配比优化:根据混凝土使用的环境和要求,进行混凝土配比的优化,使混凝土具有更好的强度、耐久性、抗裂性等性能。
基于PLC的石灰石破碎及预均化系统电气控制摘要该文首先全面阐述了设计该文的背景以及我国水泥行业的发展;从分析水泥厂自动配料的工艺过程出发,首先分析控制回路,在其基础上设计控制策略,确定合理的控制方案;其次分析需要的控制点,有备妥信号,应答信号,报警信号,电机的启停,流量的检测,配比的设置等。
统计I/O点数,画出系统工艺流程图和控制回路图,以及控制回路接线图;然后选择组态软件为北京三维力控科技有限公司的工业监控组态软件Forcecontrol6.1,对力控组态软件进行了学习和应用,做出监控界面组态,数据库组态,曲线组态等。
最后连接上位机与可编程逻辑控制器PLC,进行调试和运行。
通过电子称的应用来进行物料的称量以及调节。
来实现对物料添加量的控制,按一定的比例控制确保质量。
该设计通过计算机监控系统实现了对水泥厂配料系统现场的监控和管理。
不仅提高了生产的质量和产量,而且降低了生产过程中的能耗,提高了效率。
关键词:电子皮带称,组态,PLC,自动配料,控制系统.The Design Of Automatic Batching Control System in Cementbased on PLCABSTRACTThis paper first comprehensively expounded design based background and the development of China's cement industry; From analyzing the process of automatic batching cement plant, first analysis control circuit based on its basis, design and control strategy, the determination of reasonable control scheme; Secondly, the control point analysis needed to prepare signals, response signal, alarm signal, motor start-stop, flow testing, the matching Settings etc. Statistics I/O points, draw the syste m process flow diagram and control circuit diagram, and control circuit wiring diagram; Then select configuration software for the Beijing 3d force control technology Co., LTD. Of industrial control configuration software, Forcecontrol6.1 to force control configuration software in learning and application, make monitoring interface configuration, database configuration, curve configuration, etc. Finally connected PC and PLC (programmable logic controller, commissioning and operation.Through the application of electronic scale to materials weighing and adjusting. To realize the control of material additives, press the certain proportion control to ensure quality.This design through a computer monitor system realize the cement mixing system site monitoring and management. Not only improve the production quality and yield, and reduces the production process of the energy consumption and improve efficiency.KEY WORDS:electronic belt says, configuration, PLC, automatic batching, control system.目录前言 (1)第1章概述 (2)1.1 设计背景 (2)1.1.1 我国水泥工业的发展现状 (2)1.1.2 我国水泥工业的发展方向 (2)1.1.3 集散控制系统 (3)1.1.4 可编程逻辑控制器的介绍 (3)第2章水泥生产工艺介绍 (6)2.1 水泥生产过程 (6)2.1.1 破碎及预均化 (6)2.1.2 生料制备 (6)2.1.3 生料均化 (7)2.1.4 预热分解 (7)2.1.5 水泥熟料的烧成 (8)2.1.6 水泥粉磨 (8)2.1.7 水泥包装 (8)2.2 新型干法水泥的特点 (8)2.2.1 新型干法水泥的生产技术的现状及发展方向 (8)2.2.2 新型干法水泥的工艺流程 (9)第3章电子皮带秤的结构工作原理 (11)3.1 电子皮带秤构成 (11)3.2 皮带秤的称重原理 (11)第4章水泥厂自动配料设计 (13)4.1 水泥的原料选择 (13)4.2 控制系统体系结构分析 (13)4.2.1 系统结构分析 (13)4.2.2 整体结构控制设计 (14)4.3.1 PID流量调节器的设计 (15)4.3.3 I/O控制点数统计 (18)第5章硬件设计 (19)5.1 控制系统的硬件配置 (19)5.1.1 PLC型号的选择 (19)5.1.2 扩展模块的选型 (19)5.1.3 电子皮带秤的功能及选型 (20)5.1.4 变频器的结构及选型 (21)5.2 I/O点及数据储存地址分配 (22)5.3 控制程序设计 (24)第6章组态软件介绍及设计 (30)6.1 关于软件 (30)6.1.1软件说明 (30)6.1.2 选型说明 (30)6.1.3图形系统主要特点 (31)6.2 力控组态软件 (32)6.2.1力控组态软件的启动 (32)6.2.2 力控组态软件的开发过程 (33)6.2.3 力控组态软件运行 (41)结论 (44)谢辞 (45)参考文献 (46)外文资料翻译 (47)前言生料配料控制既是水泥生产工艺过程控制和质量控制的关键环节,也是实现水泥生产过程自动控制和配料方案准确实施的重要技术手段。

混凝土配料控制系统一.系统概述混凝土配料控制系统是根据公司HZS系列混凝土搅拌站设备的特点而专门配套研发,系统控制结构上采用了“上位机+PLC+称重配料仪表”的控制模式,实现整个混凝土站从配料、输送、搅拌到成品卸料装车的全部操作流程。
二.控制工艺整个控制过程为间歇式配料工作形式。
四种骨料均采用自流式加料,分为四个储料仓,单独计量。
加料时通过加料电磁阀带动加料闸门加料,配料完成之后,符合卸料条件(如:骨料缓存仓关门到位、骨料缓存仓中没有料、设备运行正常等)之后,为防止骨料洒料及对排料皮带的冲击过大,四种骨料依次作延时卸料,由排料皮带排出至骨料上料皮带,再由骨料上料皮带输送至骨料缓存斗中等待逻辑条件(如:搅拌机门关门到位,搅拌机中没有料进行搅拌,粉料、水、外加剂配料完成等),条件满足后卸入搅拌机中进行搅拌。
粉料部分中共有三个水泥仓、一个粉煤灰仓和一个矿粉仓。
水泥、粉煤灰和矿粉均由螺旋绞龙加料,三个水泥仓共用一个称量斗,粉煤灰用一个称量斗、矿粉用一个称量斗,加料时水泥、粉煤灰、矿粉螺旋电机同时工作,分别完成水泥、粉煤灰、矿粉的称量,加料完毕后电机停止,当满足卸料条件(如:缓冲仓卸料允许、主机运行、主机门全关、粉卸信号等),水泥、粉煤灰和矿粉分别通过自己称量斗的卸料电磁阀直接向搅拌主机内卸料。
添加剂的应用种类根据用户的混凝土配方要求而定,一般为1-2种。
水、添加剂分别储存于水箱、添加剂箱中,配料时系统会根据不同的配方要求自动计算出所需的水、添加剂的重量,然后由水泵自水箱、添加剂泵自添加剂箱中分别取出至相对应的水称量斗、添加剂称量斗进行配料,达到规定的量值以后分别停止水泵、添加剂泵。
配料完成后水和添加剂在分别的称量斗中暂存,当达到卸料条件时,启动相应的电磁阀进行卸料,水卸料直接卸入搅拌机,外加剂卸料则卸入水的称量斗中。
水和外加剂的卸料步骤为:当外加剂与水同时称量好后,外加剂卸料阀即打开,将外加剂卸入水秤中进行稀释;当有粉液卸料允许时,延时一定时间后,水将根据程序设定进行卸料,直至卸完。
水泥微机配料系统说明书一、系统介绍水泥微机配料系统是一种利用微机技术控制水泥配料工艺的自动化设备。
其主要功能是根据用户设定的配料比例和要求,自动计算并控制水泥、石灰石、煤灰等原料的配比,实现水泥生产的精确控制。
二、系统组成水泥微机配料系统主要由计算机控制系统、传感器、执行机构和显示设备等组成。
1. 计算机控制系统:采用现代化的微机控制技术,具有高速、高精度、稳定性好等特点。
通过与其他设备的通信,实现对水泥生产过程的全面掌控。
2. 传感器:用于检测原料的质量、流量、温度等参数,并将数据传输给计算机控制系统。
常用的传感器有称重传感器、温度传感器、液位传感器等。
3. 执行机构:根据计算机控制系统的指令,实现原料的输送、混合、配比等操作。
常用的执行机构有电动阀门、输送带、搅拌机等。
4. 显示设备:用于显示水泥生产过程中的各种参数和操作状态,方便操作人员进行监控和调整。
三、系统工作原理水泥微机配料系统的工作原理如下:1. 数据采集:传感器检测到原料的质量、流量、温度等参数,并将数据传输给计算机控制系统。
2. 数据处理:计算机控制系统根据用户设定的配料比例和要求,通过内部算法对传感器采集到的数据进行处理和分析。
3. 控制指令生成:计算机控制系统根据数据处理结果,生成相应的控制指令,控制执行机构完成原料的输送、混合、配比等操作。
4. 监控与调整:计算机控制系统通过显示设备,实时显示水泥生产过程中的各种参数和操作状态,方便操作人员进行监控和调整。
四、系统特点水泥微机配料系统具有以下特点:1. 自动化程度高:采用微机控制技术,实现对水泥生产过程的全面自动化控制,减少了人工操作的干预。
2. 精确性高:通过传感器对原料的质量、流量、温度等参数进行实时监测和控制,确保配料的精确性和一致性。
3. 可靠性好:系统采用先进的控制算法和可靠的传感器、执行机构,保证了系统的稳定性和可靠性。
4. 操作简便:计算机控制系统采用友好的人机界面,操作简单方便,减少了操作人员的工作强度。
水泥配料系统岗位职责一、岗位职责概述水泥配料系统岗位是水泥生产线中的重要环节,主要负责水泥生产中所需的原材料配比和调整。
通过科学合理的配比和精确的调整,以确保水泥生产的质量和效益。
二、具体职责描述1. 原材料配比水泥的品质和性能直接受到原材料配比的影响,因此,水泥配料系统岗位需要负责设计和调整原材料的配比方案。
根据生产需求和质量要求,结合原材料的特性和供应情况,合理设计各种原材料的配比比例,并进行适时调整。
在此过程中,需要综合考虑原材料的化学成分、粒径分布、比表面积等因素,以及水泥的制品质量、用途等要求。
配比方案的合理性对于水泥的品质和生产成本有着重要影响。
2. 系统管理作为水泥配料系统岗位,需要熟练掌握并熟悉所使用的水泥配料系统设备。
负责系统设备的日常维护和保养工作,确保其正常运行。
在系统操作过程中,及时发现并处理可能出现的故障和异常情况,保证系统的安全稳定运行。
同时,定期进行设备检修和维护,以保证设备的长期使用性能。
3. 数据分析水泥配料系统岗位需要负责收集、整理和分析生产过程中的各项数据。
通过对数据的分析,掌握生产过程中各个环节的数据指标,及时发现问题和异常情况。
根据分析结果,提出相应的调整意见和改进措施,提高生产效率和质量水平。
4. 协同配合水泥配料系统岗位需要与生产计划、原材料供应、质检等部门紧密合作,确保生产任务的完成。
协调生产计划与原材料供应之间的关系,及时调整原材料备货和使用的计划。
与质检部门密切合作,及时反馈产品质量和生产过程中出现的问题,并积极参与问题的排查和解决。
5. 知识更新水泥配料系统岗位需要不断学习和了解水泥生产工艺、设备和技术的最新发展。
关注行业的动态和变化,推动技术创新和工艺改进。
积极参加培训和学习,提升自身专业知识和技能水平。
三、岗位要求1. 专业知识熟悉水泥生产中的配料过程和相关设备的操作原理,具备一定的工程技术知识和专业技能。
了解水泥的生产标准和质量要求,掌握水泥原材料及其性质。
混凝土配料系统的自动化控制一、引言混凝土是建筑物、道路和其他基础设施的基础材料之一。
混凝土的质量非常重要,因为它直接影响到建筑物或道路的耐久性和安全性。
混凝土的配料是混凝土制备的关键步骤之一。
传统的混凝土配料需要手动完成,而自动化混凝土配料系统可以提高混凝土的质量和生产效率。
本文将介绍混凝土配料系统的自动化控制规格。
二、系统架构混凝土配料系统的自动化控制由以下几个组成部分:1.传感器:温度传感器、湿度传感器、压力传感器、流量传感器等。
2.控制器:PLC控制器、SIEMENS控制器、ABB控制器等。
3.执行器:电机、气动执行器、液压执行器等。
4.软件:配料软件、控制软件等。
5.人机界面:触摸屏、键盘、显示屏等。
三、功能规格1.自动化控制:混凝土配料系统的自动化控制可以在混凝土生产过程中实现自动控制,包括原材料的自动计量、混合、搅拌和排放等。
2.精准计量:混凝土配料系统的自动化控制可以实现原材料的精确计量,从而保证混凝土的质量和稳定性。
3.数据采集和处理:系统可以采集传感器的数据,并通过控制器和软件进行处理和存储,以便后续分析和优化。
4.多种原材料的混合:系统可以混合多种原材料,包括水泥、砂、石子、水等,以满足不同混凝土的配比要求。
5.自动清洗:系统可以在生产过程结束后自动进行清洗,以确保设备的卫生和安全。
6.报警和故障诊断:系统可以实时监测设备运行状况,并在出现故障或异常时发出警报,以提醒操作人员及时处理。
7.人机交互:系统可以通过触摸屏、键盘和显示屏等人机界面与操作人员进行交互,以方便操作和监控。
四、技术指标1.生产能力:系统的生产能力应根据实际需要进行设计和调整,最大生产能力应达到每小时100立方米。
2.计量精度:系统的计量精度应达到±1%。
3.配比精度:系统的配比精度应达到混凝土配比要求的标准。
4.自动化程度:系统的自动化程度应达到PLC控制、自动计量、自动搅拌、自动排放等自动化控制要求。
混凝土批量配料系统的设计一、引言混凝土批量配料系统是混凝土生产过程中必不可少的一部分,它的主要作用是根据混凝土配合比要求,按照一定的比例将水泥、砂、石子等原材料配制成混凝土。
本文将详细阐述混凝土批量配料系统的设计,包括系统组成、系统原理、系统特点等内容。
二、系统组成1. 料仓混凝土批量配料系统的料仓是用于存放原材料的设备,一般分为水泥仓、砂仓、石子仓、粉煤灰仓等。
料仓的数量和大小根据生产需要而定,一般需要根据实际情况进行调整。
2. 称量系统称量系统是混凝土批量配料系统中最核心的部分,它主要用于对原材料进行准确的称量,保证混凝土的配合比例准确无误。
称量系统主要由称量传感器、称量控制器、计算机控制系统等组成。
3. 搅拌机搅拌机是混凝土批量配料系统中另一个核心部分,它主要用于将原材料混合均匀,形成混凝土。
搅拌机的类型和数量根据生产需要而定,一般分为单向搅拌机、双向搅拌机等。
4. 输送系统输送系统是混凝土批量配料系统中将混凝土输送到生产线的设备,一般分为皮带输送机、螺旋输送机等。
5. 控制系统控制系统是混凝土批量配料系统中对整个系统进行控制和调节的设备,主要包括计算机控制系统、PLC控制系统等。
控制系统能够实时监测和控制混凝土的配合比例、搅拌时间、输送速度等参数,保证混凝土的质量和稳定性。
三、系统原理混凝土批量配料系统的原理是根据混凝土配合比要求,将水泥、砂、石子等原材料按照一定的比例进行称量,然后将原材料输送到搅拌机中进行混合,形成混凝土。
在整个过程中,控制系统能够实时监测和控制各种参数,保证混凝土的质量和稳定性。
四、系统特点1. 精度高混凝土批量配料系统采用称量传感器进行原材料的称量,精度高,能够保证混凝土的配合比例准确无误。
2. 自动化程度高混凝土批量配料系统采用计算机控制系统或PLC控制系统进行控制和调节,能够实现自动化生产,减少人工干预。
3. 可靠性高混凝土批量配料系统采用先进的控制系统和设备,能够保证系统的可靠性和稳定性。
生料配料控制既是水泥生产工艺过程控制和质量控制的关键环节,也是实现水泥生产
过程自动控制和配料方案准确实施的重要技术手段。
因此,在水泥生产中大力推广先进的生料配料控制系统,不仅能提高水泥配料质量和生产效率,而且可以减轻操作工人的劳动强度、降低生产成本。
针对我国水泥生产现状,根据中小型水泥生产的特点以及配料生产存在的自动化程
度低、实时监控性差、生产效率低等问题。
首先,本文确定以生料配料系统为研究对象,对目前水泥生料配料系统作了概述,然后从实际应用角度出发确定了由工业控制计算机和电子皮带秤组成的生料配料集散控制系统总体方案。
在此基础上,本文以称重原理和误差分析为基础,首先分析了电子皮带秤的称重原
理以及现有电子皮带秤的结构,以电子皮带秤的误差源展开分析,说明各误差产生的原因以及如何克服和减少误差的方法,提出了水泥厂实用电子皮带秤,并列举了相应的实施和验证。
证明了所选电子皮带秤有明显的优点。
本文根据水泥生料配料的工作原理提出了利用率值控制算法建立水泥生料配料控制
系统模型,该算法根据水泥生料配料要求和实时检测到的水泥生产线的生料三率值,实时计算出生料配料中各种原料的最优配料比,然后通过配料控制器来实现各种原料配料量的在线调整,从而在很大程度上解决了配料过程中存在的滞后问题,大大提高了水泥生料配料的控制精度。
关键词水泥生料配料系统电子皮带秤荧光分析仪集散控制系统
根据水泥品种、原料的物理、化学性能与具体的生产条件,确定所用原料的配合比,
称为生料的配合,简称配料。
合适的配料方案既是工艺设计的依据,又是正常生产的保证。
配料包括原料的选择、熟料的组成设计与生料配料的配料计算。
水泥厂制造硅酸盐水泥的主要原料是石灰质原料(主要提供氧化钙)和粘土质原料
(主要提供氧化硅和氧化铝),由于我国粘土质原料含氧化铁不足,使用天然原料的水泥厂,需用铁质校正原料,即采用石灰质原料、粘土质原料和铁质校正原料进行配料。
水泥厂配料的工作原理:水泥厂生料配料的首先由化验室分析工从各原料堆场(石灰
石、粘土、铁粉)取样,经过原料分析确认各物料的化学成份,化验室技术员根据化学成份,按工艺生产要求的生料中氧化钙(Ca口)和氧化铁(FeZq)的含量(CaO43.;5FeZq
2.8),通过配料公式计算得出各物料所占总体的百分比,技术员下发配料通知单给微机
配料室。
微机配料工就按照化验室技术员下的氧化钙、氧化铁指标对生料进行配料。
水泥厂生料生产的配料工作是一个非常重要的工作,生料配料的好坏决定了熟料的锻
烧操作,决定了熟料的质量。
水泥厂现在一般采用电子皮带秤配料,配好的混合料通过磨机粉磨后,由荧光分析仪分析生料的化学成分并把化验结果输送给微机控制系统,微机控制系统对分析结果进行处理并与目标值比对,输出新的配料比给配料控制器,由配料控制器调整各种物料在总量中所占的百分比,保证出磨的生料的化学成分是合格的。
〔门
1.2课题来源
近年来,随着改革开放和国民经济的不断发展,国家基础建设规模不断扩大。
水泥
-
一作为建筑工业的“粮食”,其用量不断扩大。
据国家统计局的统计,“十五”期间,
中国水泥用量占到世界水泥总用量的40%。
随着工程质量的不断提高,对水泥质量的要求也越来越高。
在既要求质量,又要求经济效益的今天,原有的水泥生产线就要求进行技
术改造,技术改造不但是原有机电设备的更新换代,也是现代先进高科技在其中的技术
应用。
在整个水泥生产中,每一个环节都会影响水泥的质量和产量。
从水泥生产工艺过程可
】
在水泥生产过程中,配料系统的作用是按照设定配比和流量控制各输入物料的瞬时
流量,从而达到控制水泥质量和产量的目的,因而配料系统的精度和效率是制约水泥生产的主要环节。
4.1.1直接数字控制系统
直接数字控制(DierctDigitalCnotorl,简称DDC)系统的构成如图4.1所示。
系统
中安排了一台中心计算机,该计算机通过输入通道对所有的配料过程中以开关量和模拟
量表达的变量进行实时数据采集,并按照预定的控制规律进行运算,然后从输出通道发
出以开关量和模拟量表示的控制信号直接控制配料执行机构,使各个被控变量达到预定
的要求,从而实现水泥生料的配料控制。
在这种控制系统中,一切信息的交换均通过中
心计算机,一旦该计算机出错,排查起来非常困难,并且将导致整个系统的瘫痪。
这种“风险集中”的结构体系导致了DDC系统在大中型过程控制系统中的低可靠性,影响了计算机技术在过程控制系统中的推广。
早期水泥生产企业采用此类型的控制系统较多,但
随着对水泥质量和生产管理要求的逐步提高,这种控制系统在现代水泥生产企业中己很
少应用。
图4.1直接数字控制系统
监督控制+数字控制分级控制系统
和其它信息监控管理整个配料过程改变DDC级计算机配料给定值;DDC级计算机根据SCC计算机设定的配料给定值,实时控制称量配料,DDC级计算机既可以是单片机,也可以是编程控制器(PLC)。
此种控制方式不但能实现生料配料的实时控制,而且能综合管理配料生产的过程,
完全弥补了直接数字控制方式的不足。
随着价格低廉、功能完善的微型机(特别是单片机) 不断推出,采用这种控制方式的配料控制系统成本越来越低,特别能满足中小型水泥生产企业的需求。
集散控制系统
如图4.3所示,集散控制(Distributed control system,简称DCS)系统按照分散控制、
集中操作、分级管理、分而自治和综合协调的设计原则,把系统从上到下分为分散过程控制级、集中操作监控级、综合信息管理级,形成分级分布式控制结构。
它的下位机通常采用PLC(或电振机配料控制器等),上位机是生料配料控制协调级(相当于SCC),综合信息管理级是生产管理计算机,上位机和下位机之间采用RS一422串行通讯网络进行通讯,形成完整的配料控制系统,配料控制计算机和生产管理计算机之间采用企业内部局域网络连接。
这种控制系统的优点在于:
系统的硬件和软件均以组件或模块的形式出现,用户只要
把这些组件和模块适当连接起来并对软件进行组态就可组成控制系统,因而易于扩展;
采用分散控制,使故障分散,再加上完善的系统自检功能使其可靠性大大提高。
由于采用此种控制方式研制的配料控制系统成本高,一般比较适合大型水泥企业的配料控制要求。
现场总线控制系统
现场总线控制系统(Field bus Control System简称FCS)的结构如图4.4所示:现场总
线系统由于采用了智能现场设备,能够把原先DCS系统中处于控制室的控制模块、各输入输出模块置于生产现场,同时现场设备又具有通讯能力,现场的测量变送仪表可以与阀门等执行机构直接传送信息,因而系统的控制功能能够不依赖控制室的计算机或控制仪表直接在现场完成,实现了真正意义上的分散控制。
由于采用数字信号代替模拟信号,因而可以在一对电线上传输多个信号,同时又为多个设备提供电源,并且现场设备以外不再需要模拟/数字(A/D)、数字/模拟(D/A)转换部件。
这种控制系统的优点在于:节省硬件数量与投资;节省安装费用;节省维护开销;用
户具有高度的系统集成主动权;提高了系统的准确性与可靠性等。
但目前智能化现场测
量、控制设备价格较高,只有极少数大型水泥企业采用此控制系统。