NO
1
2
3
NO控制项目NO
1电源电压4
2锯片直径5
3电机转速6
NO检查项目工具项目实施否
首检●
自检●
巡检●
首检●
自检●
巡检●XX有限公司
作业准备
参数控制产品控制项目
项目要求
控制项目
手与锯片距离
操作时身体倾斜
>15CM
45°
准备项目
零部件型号确认
工装夹具确认
劳保用品
项目要求
与待切割产品型号相符
无损坏或异常现象
佩戴胶皮手套、耳塞,不能穿过于宽松衣服、留长发
操作步骤
锯片是否完好;
异常处理1.质量异常:当出现产品质量问题操作者无法判定时,应及时呼叫相关人员;
2.设备异常:当操作人员无法调整时,应及时呼叫车间负责人或维修人员;
3.物料缺少:及时呼叫物料搬送人员或车间负责人;
1
2
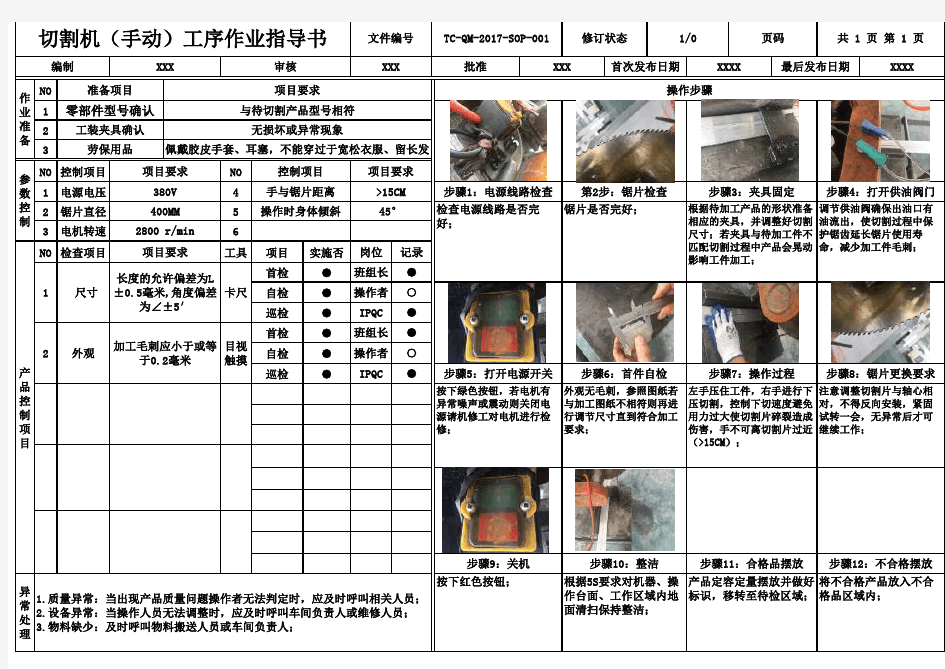
步骤5:打开电源开关
按下绿色按钮,若电机有
异常噪声或震动则关闭电
源请机修工对电机进行检
修;
步骤9:关机
检查电源线路是否完
好;
外观
加工毛刺应小于或等
于0.2毫米
目视
触摸
●
操作者○
IPQC●
根据待加工产品的形状准备
相应的夹具,并调整好切割
尺寸;若夹具与待加工件不
匹配切割过程中产品会晃动
影响工件加工;
调节供油阀确保出油口有
油流出,使切割过程中保
护锯齿延长锯片使用寿
命,减少加工件毛刺;
步骤1:电源线路检查第2步:锯片检查步骤4:打开供油阀门
步骤3:夹具固定
根据5S要求对机器、操
作台面、工作区域内地
面清扫保持整洁;
产品定容定量摆放并做好
标识,移转至待检区域;
将不合格产品放入不合
格品区域内;
记录
岗位
步骤10:整洁步骤11:合格品摆放步骤12:不合格摆放
按下红色按钮;
步骤6:首件自检步骤7:操作过程步骤8:锯片更换要求
外观无毛刺,参照图纸若
与加工图纸不相符则再进
行调节尺寸直到符合加工
要求;
左手压住工件,右手进行下
压切割,控制下切速度避免
用力过大使切割片碎裂造成
伤害,手不可离切割片过近
(>15CM);
注意调整切割片与轴心相
对,不得反向安装,紧固
试转一会,无异常后才可
继续工作;
班组长
380V
400MM
2800 r/min
项目要求
班组长●
操作者
IPQC
○
●
尺寸
项目要求
长度的允许偏差为L
±0.5毫米,角度偏差
为∠±5′
卡尺
切割机(手动)工序作业指导书共 1 页 第 1 页
页码
1/0
修订状态
文件编号TC-QM-2017-SOP-001
XXX
编制XXX审核批准XXXX
最后发布日期
XXXX
首次发布日期
XXX