AWS美标焊接工艺评定(修改)
- 格式:docx
- 大小:132.21 KB
- 文档页数:8


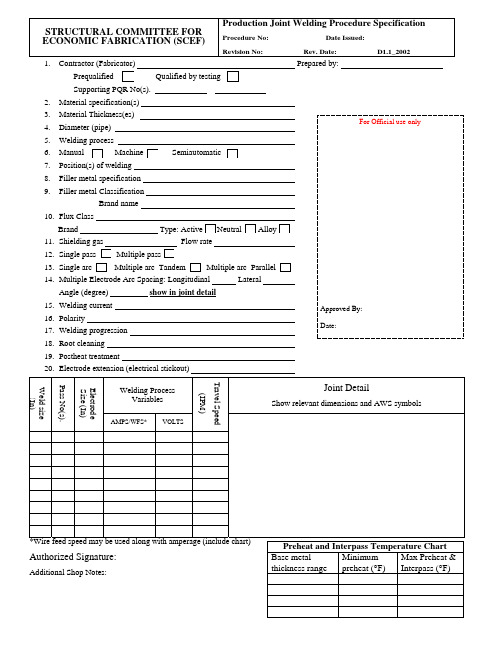
焊接工艺规程(WPS )WELDING PROCEDURE SPECIFICATION (WPS)公司名称 Company Name : 焊接方法 Welding Process(es): PQR 辅助文件号 Supporting PQR No.(s): 采用的接头设计 JOINT DSIGN USED 类型 Type :单面焊缝 Single [ ] 双面焊缝 Double Weld [ ] 衬垫 Backing :是 Yes [ ] 否 No[ ] 衬垫材料Backing Material : 根部间隙 Rooting opening : 钝边尺寸 Root Face Dimension : 坡口角度 Groove Angle : 半径 Radius (J-U):背部清根 Backing :是 Yes [ ] 否 No[ ] 方法 Method : 母材 BACE METALS 材料规格 Material Spec.: 类型或级别 Type or Grade : 厚度 Thickness :坡口 Groove :角焊缝 Fillet : 直径(圆管) Diameter (Pipe): 填充金属 FILLER METALS AWS 规格 AWS Specification : AWS 类别 AWS Classification : 保护 SHIELDING焊剂 Flux : 气体 Gas : 焊丝—焊剂(等级) Electrode-Flux(Class): 预热 PREHEAT预热温度,最低 Preheat Temp,Min :道间温度,最低 Interpass Temp,Min : 最高 Max :标识编号 Identification #:修改 Revision : 日期Date : 修改人 By : 批准人 Authorized by : 日期Date :类型 Type —手工 Manual[ ] 半自动 semi-Automatic[ ] 机械 Machine[ ] 自动Automatic[ ] 位置 POSITION坡口位置 Position of Groove : 角焊缝 Fillet : 立焊方向 Vertical Progression :上行 Up[ ] 下行 Down[ ] 电特性 ELECTRICAL CHARACTERISTICS 过渡形式(GMAW ) Transfer Mode(GMAW)短路 Short-Circuiting :[ ] 熔滴 Globular :[ ] 喷射 Spray :[ ]电流 Current :交流 AC :[ ] 直流反接 GCEP :[ ] 脉冲 Pulsed :[ ] 直流正接 DCEN :[ ] 钨极(GTAW ) Tungsten Electrode 尺寸 Size : 类型 Type : 技术 TECHNIQUE直线或横向摆动喊道 Stringer or Weave Bead :多道或单道(每边) Multi-pass or Single Pass(per side): 焊丝数 Number of Electrodes :焊丝间隔 Electrode Spacing 纵向 Longitudinal : 横向 Lateral : 角度 Angle : 导电咀到工件距离 Contact Tube to Work Distance : 锤击 Peening :道间清理 Interpass Cleaning :焊后热处理 POSTWELD HEAT TREATMENT 温度 Temp.: 时间 Time :焊接工艺评定记录(PQR )PROCEDURE QUALIFICATION RECORDS (PQR)公司名称 Company Name :焊接方法 Welding Process(es): PQR 辅助文件号 Supporting PQR No.(s): 采用的接头设计 JOINT DSIGN USED 类型 Type :单面焊缝 Single [ ] 双面焊缝 Double Weld [ ] 衬垫 Backing :是 Yes [ ] 否 No[ ] 衬垫材料Backing Material : 根部间隙 Rooting opening : 钝边尺寸 Root Face Dimension : 坡口角度 Groove Angle : 半径 Radius (J-U):背部清根 Backing :是 Yes [ ] 否 No[ ] 方法 Method : 母材 BACE METALS 材料规格 Material Spec.: 类型或级别 Type or Grade : 厚度 Thickness :坡口 Groove :角焊缝 Fillet : 直径(圆管) Diameter(Pipe): 填充金属 FILLER METALS AWS 规定 AWS Specification : AWS 类别 AWS Classification : 保护 SHIELDING焊剂 Flux : 气体 Gas : 焊丝—焊剂(等级) Electrode-Flux(Class): 预热 PREHEAT预热温度,最低 Preheat Temp,Min :道间温度,最低 Interpass Temp,Min : 最高 Max :标识编号 Identification #:修改 Revision : 日期Date : 修改人 By : 批准人 Authorized by : 日期Date :类型 Type —手工 Manual[ ] 半自动 semi-Automatic[ ] 机械 Machine[ ] 自动Automatic[ ] 位置 POSITION坡口位置 Position of Groove : 角焊缝 Fillet : 立焊方向 Vertical Progression :上行 Up[ ] 下行 Down[ ] 电特性 ELECTRICAL CHARACTERISTICS 过渡形式(GMAW ) Transfer Mode(GMAW)短路 Short-Circuiting :[ ] 熔滴 Globular :[ ] 喷射 Spray :[ ]电流 Current :交流 AC :[ ] 直流反接 GCEP :[ ] 脉冲 Pulsed :[ ] 直流正接 DCEN :[ ] 钨极(GTAW ) Tungsten Electrode 尺寸 Size : 类型 Type : 技术 TECHNIQUE直线或横向摆动喊道 Stringer or Weave Bead :多道或单道(每边) Multi-pass or Single Pass(per side): 焊丝数 Number of Electrodes :焊丝间隔 Electrode Spacing 纵向 Longitudinal : 横向 Lateral : 角度 Angle : 导电咀到工件距离 Contact Tube to Work Distance : 锤击 Peening :道间清理 Interpass Cleaning :焊后热处理 POSTWELD HEAT TREATMENT 温度 Temp.: 时间 Time :焊接工艺评定试验结果(PQR)PROCEDURE QUALIFICATION RECORDS (PQR) Test Results拉伸试验TENSILE TEST定形弯曲试验GUIDED BEND TEST外观检查VISUAL INSPECTION外观Appearance__________________________射线照相或超声波检查Radiographic-ultrasonic examination 咬边Undercut ____________________________射线报告号RT report no.: ________ 结果Result________长形不连续气孔Piping porosity ___________超声报告号UT report no.: ________ 结果Result____________ 凸面Convexity______________________________ 角焊缝的检测结果FILLET WELD TEST RESULTS 检测日期Test date _________________________检测人Witnessed by________________________其他测试Other Tests 全焊金属的焊缝拉力试验All-weld-metal tension test抗拉强度Tensile strength, psi _____________________________屈服强度Yield point/strength, psi __________________________延伸率Elongation in 2 in, % ____________________________实验室测试编号Laboratory test no. ________________________ 焊工名称Welder’s name ___________ 记录编号Clock no. ______________ 标记号Stamp no.____________ 检测Tests conducted by _______________________________________________________实验室Laboratory检测编号Test number ___________________________________ 我们证明测试焊接这个记录是正确的,焊接,测试均符合AWS D1.1 / D1.1M钢结构焊接条款4的要求。
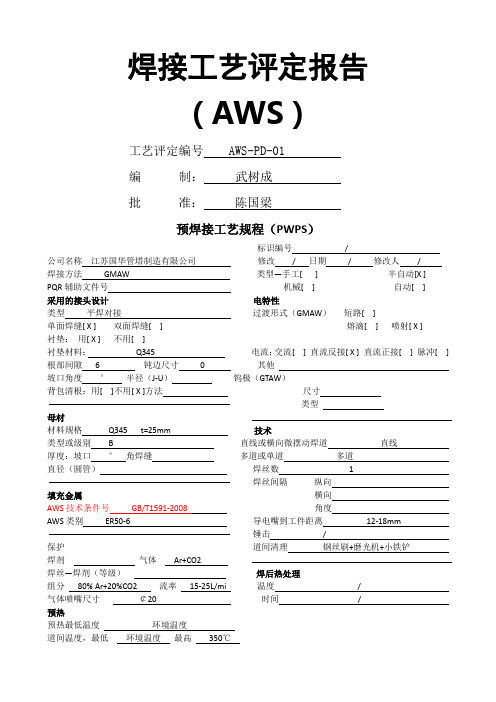
焊接工艺评定报告(AWS)工艺评定编号 AWS-PD-01编制:武树成批准:陈国梁预焊接工艺规程(PWPS)标识编号/公司名称江苏国华管塔制造有限公司修改/ 日期/ 修改人/焊接方法GMAW 类型—手工[ ] 半自动[X ] PQR辅助文件号机械[ ] 自动[ ]采用的接头设计电特性类型平焊对接过渡形式(GMAW)短路[ ]单面焊缝[ X ] 双面焊缝[ ] 熔滴[ ] 喷射[ X ]衬垫:用[ X ] 不用[ ]衬垫材料:Q345 电流:交流[ ] 直流反接[ X ] 直流正接[ ] 脉冲[ ] 根部间隙 6 钝边尺寸0 其他坡口角度°半径(J-U)钨极(GTAW)背包清根:用[ ]不用[ X ]方法尺寸类型母材材料规格Q345 t=25mm 技术类型或级别 B 直线或横向微摆动焊道直线厚度:坡口°角焊缝多道或单道多道直径(圆管)焊丝数 1焊丝间隔纵向填充金属横向AWS技术条件号GB/T1591-2008 角度AWS类别ER50-6 导电嘴到工件距离12-18mm锤击/保护道间清理钢丝刷+磨光机+小铁铲焊剂气体Ar+CO2焊丝—焊剂(等级)焊后热处理组分80% Ar+20%CO2 流率15-25L/mi 温度/气体喷嘴尺寸¢20 时间/预热预热最低温度环境温度道间温度,最低环境温度最高350℃焊接工艺图(一)工艺评定记录(PQR)公司名称江苏国华管塔制造有限公司修改日期修改人焊接方法GMAW 类型—手工[ ] 半自动[x ] PQR辅助文件号机械[ ] 自动[ ]接头设计位置类型平板对接坡口位置:1G 角焊缝:单面焊缝[ X ] 双面焊缝[ ] 立焊方向:上行[ ] 下行[ ]衬垫:用[X ] 不用[ ]衬垫材料:Q345 电特性根部间隙 6 钝边尺寸0 过渡形式(GMAW)短路[ ] 熔滴[ ] 喷射[ X ] 坡口角度°半径(J-U)电流:交流[ ] 直流反接[ X ] 直流正接[ ] 脉冲[ ] 背部清根:用[ X ]不用[ ]方法其他钨极(GTAW)母材尺寸材料规格Q345 t=25mm 类型类型或级别 B厚度:坡口°角焊缝技术直径(圆管)直线或横向微摆动焊道直线多道或单道多道填充金属焊丝数 1AWS技术条件号GB/T1591-2008焊丝间隔纵向AWS类别ER50-6 横向角度保护导电嘴到工件距离15mm焊剂气体Ar+CO2 锤击焊丝—焊剂(等级)道间清理钢丝刷+磨光机+小铁铲组分80% Ar+20%CO2 流率20L/min气体喷嘴尺寸¢20 焊后热处理温度/预热时间/预热最低温度环境温度道间温度,最低环境温度最高350℃标识编号图(一)工艺评定试验结果2.侧向弯曲试验目检其他试验外观合格射线—超声波检查咬边合格RT报告号:/ 结果:/管状气孔无UT报告号:2014WJWT0760结果:通过凸度 2 实验室试验号:试验日期2014-5-24见证人武树成焊工姓名:武方胜记时号:印章号:进行试验的实验室:试验号:经手人:我们签字人,证明本记录所载正确无误,试验号焊缝自备、焊接和试验符合AWSD1.1,(2008)钢结构焊接规范第四章要求。

精编S美标焊接工艺评定修改公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-焊接工艺评定报告(AWS)工艺评定编号 AWS-PD-01编制:武树成批准:陈国梁预焊接工艺规程(PWPS)标识编号 / 公司名称江苏国华管塔制造有限公司修改 / 日期 /修改人 /焊接方法 GMAW 类型—手工[ ]半自动[X ]PQR辅助文件号机械[ ]自动[ ]采用的接头设计电特性类型平焊对接过渡形式(GMAW)短路[ ]单面焊缝[ X ] 双面焊缝[ ] 熔滴[ ] 喷射[ X ]衬垫:用[ X ] 不用[ ]衬垫材料: Q345 电流:交流[ ] 直流反接[ X ]直流正接[ ] 脉冲[ ]根部间隙 6 钝边尺寸 0 其他坡口角度 22.5°半径(J-U)钨极(GTAW)背包清根:用[ ]不用[ X ]方法尺寸类型母材材料规格 Q345 t=25mm 技术类型或级别 B 直线或横向微摆动焊道直线厚度:坡口 22.5 °角焊缝多道或单道多道直径(圆管)焊丝数 1焊丝间隔纵向填充金属横向AWS技术条件号 GB/T1591-2008 角度AWS类别 ER50-6 导电嘴到工件距离12-18mm锤击 / 保护道间清理钢丝刷+磨光机+小铁铲焊剂气体 Ar+CO2焊丝—焊剂(等级)焊后热处理组分 80% Ar+20%CO2 流率 15-25L/mi 温度 / 气体喷嘴尺寸¢20 时间 / 预热预热最低温度环境温度道间温度,最低环境温度最高 350℃焊接工艺图(一)工艺评定记录(PQR)公司名称江苏国华管塔制造有限公司修改日期修改人焊接方法 GMAW 类型—手工[ ]半自动[x ]PQR辅助文件号机械[ ] 自动[ ]接头设计位置类型平板对接坡口位置: 1G 角焊缝:单面焊缝[ X ] 双面焊缝[ ] 立焊方向:上行[ ] 下行[ ]衬垫:用[X ] 不用[ ]衬垫材料: Q345 电特性根部间隙 6 钝边尺寸 0 过渡形式(GMAW)短路[ ]熔滴[ ] 喷射[ X ]坡口角度 22.5°半径(J-U)电流:交流[ ] 直流反接[ X ] 直流正接[ ] 脉冲[ ]背部清根:用[ X ]不用[ ]方法其他钨极(GTAW)母材尺寸材料规格 Q345 t=25mm 类型类型或级别 B厚度:坡口 22.5°角焊缝技术直径(圆管)直线或横向微摆动焊道直线多道或单道多道填充金属焊丝数 1 AWS技术条件号GB/T1591-2008焊丝间隔纵向AWS类别 ER50-6 横向角度保护导电嘴到工件距离15mm焊剂气体 Ar+CO2 锤击焊丝—焊剂(等级)道间清理钢丝刷+磨光机+小铁铲组分 80% Ar+20%CO2 流率 20L/min气体喷嘴尺寸¢20 焊后热处理温度 / 预热时间 / 预热最低温度环境温度道间温度,最低环境温度最高 350℃标识编号焊接工艺图(一)工艺评定试验结果1.拉伸试验2.侧向弯曲试验目检其他试验外观合格射线—超声波检查咬边合格RT报告号:/结果: /管状气孔无UT报告号:2014WJWT0760 结果:通过凸度 2 实验室试验号:试验日期 2014-5-24见证人武树成焊工姓名:武方胜记时号:印章号:进行试验的实验室:试验号:经手人:我们签字人,证明本记录所载正确无误,试验号焊缝自备、焊接和试验符合AWSD1.1,(2008)钢结构焊接规范第四章要求。
焊接工艺评定报告(AWS)
工艺评定编号 AWS-PD-01
编制:武树成
批准:陈国梁
预焊接工艺规程(PWPS)
标识编号/
公司名称江苏国华管塔制造有限公司修改/ 日期/ 修改人/
焊接方法GMAW 类型—手工[ ] 半自动[X ] PQR辅助文件号机械[ ] 自动[ ]
采用的接头设计电特性
类型平焊对接过渡形式(GMAW)短路[ ]
单面焊缝[ X ] 双面焊缝[ ] 熔滴[ ] 喷射[ X ]
衬垫:用[ X ] 不用[ ]
衬垫材料:Q345 电流:交流[ ] 直流反接[ X ] 直流正接[ ] 脉冲[ ] 根部间隙 6 钝边尺寸0 其他
坡口角度22.5°半径(J-U)钨极(GTAW)
背包清根:用[ ]不用[ X ]方法尺寸
类型
母材
材料规格Q345 t=25mm 技术
类型或级别 B 直线或横向微摆动焊道直线
厚度:坡口22.5 °角焊缝多道或单道多道
直径(圆管)焊丝数 1
焊丝间隔纵向
填充金属横向
AWS技术条件号GB/T1591-2008 角度
AWS类别ER50-6 导电嘴到工件距离12-18mm
锤击/
保护道间清理钢丝刷+磨光机+小铁铲
焊剂气体Ar+CO2
焊丝—焊剂(等级)焊后热处理
组分80% Ar+20%CO2 流率15-25L/mi 温度/
气体喷嘴尺寸¢20 时间/
预热
预热最低温度环境温度
道间温度,最低环境温度最高350℃
焊道或焊层方法填充金属电流伏特速度
(cm/min)
接头图等级直径
(mm)
类型和极性安培数或
送丝速度
5 GMAW ER50-
6 Φ1.2 直流反接245-280A 26-29V 25-35 见图一
6 GMAW ER50-6 Φ1.2 直流反接245-280A 26-29V 25-35
7 GMAW ER50-6 Φ1.2 直流反接245-280A 26-29V 25-35
8 GMAW ER50-6 Φ1.2 直流反接245-280A 26-29V 25-35
9 GMAW ER50-6 Φ1.2 直流反接245-280A 26-29V 25-35
10 GMAW ER50-6 Φ1.2 直流反接245-280A 26-29V 25-35
11 GMAW ER50-6 Φ1.2 直流反接245-280A 26-29V 25-35
12 GMAW ER50-6 Φ1.2 直流反接245-280A 26-29V 25-35
图(一)
工艺评定记录(PQR)
公司名称江苏国华管塔制造有限公司修改日期修改人
焊接方法GMAW 类型—手工[ ] 半自动[x ] PQR辅助文件号机械[ ] 自动[ ]
接头设计位置
类型平板对接坡口位置:1G 角焊缝:
单面焊缝[ X ] 双面焊缝[ ] 立焊方向:上行[ ] 下行[ ]
衬垫:用[X ] 不用[ ]
衬垫材料:Q345 电特性
根部间隙 6 钝边尺寸0 过渡形式(GMAW)短路[ ] 熔滴[ ] 喷射[ X ] 坡口角度22.5°半径(J-U)电流:交流[ ] 直流反接[ X ] 直流正接[ ] 脉冲[ ] 背部清根:用[ X ]不用[ ]方法其他
钨极(GTAW)
母材尺寸
材料规格Q345 t=25mm 类型
类型或级别 B
厚度:坡口22.5°角焊缝技术
直径(圆管)直线或横向微摆动焊道直线
多道或单道多道
填充金属焊丝数 1
AWS技术条件号GB/T1591-2008焊丝间隔纵向
AWS类别ER50-6 横向
角度
保护导电嘴到工件距离15mm
焊剂气体Ar+CO2 锤击
焊丝—焊剂(等级)道间清理钢丝刷+磨光机+小铁铲
组分80% Ar+20%CO2 流率20L/min
气体喷嘴尺寸¢20 焊后热处理
温度/
预热时间/
预热最低温度环境温度
道间温度,最低环境温度最高350℃
标识编号
焊道或焊层方法填充金属电流电压
(V)
焊接速度
(cm/min)
接头图等级直径
(mm)
类型和极
性
安培数或
送丝速度
5 GMAW ER50-
6 Φ1.2 直流反接270 28 29 见图一
6 GMAW ER50-6 Φ1.2 直流反接270 28 30
7 GMAW ER50-6 Φ1.2 直流反接270 28 30
8 GMAW ER50-6 Φ1.2 直流反接270 28 28
9 GMAW ER50-6 Φ1.2 直流反接270 28 30
10 GMAW ER50-6 Φ1.2 直流反接270 28 29
11 GMAW ER50-6 Φ1.2 直流反接270 28 28
12 GMAW ER50-6 Φ1.2 直流反接270 28 30
图(一)
工艺评定试验结果
2.侧向弯曲试验
目检其他试验
外观合格射线—超声波检查
咬边合格RT报告号:/ 结果:/
管状气孔无UT报告号:2014WJWT0760结果:通过
凸度 2 实验室试验号:
试验日期2014-5-24
见证人武树成
焊工姓名:武方胜记时号:印章号:
进行试验的实验室:
试验号:
经手人:
我们签字人,证明本记录所载正确无误,试验号焊缝自备、焊接和试验符合AWSD1.1,(2008)钢结构焊接规范第四章要求。
签字:
签署人:
职称:
日期:
焊接工艺规程(WPS)
标识编号/
公司名称江苏国华管塔制造有限公司修改/ 日期/ 修改人/
焊接方法GMAW 类型—手工[ ] 半自动[ x ]
PQR辅助文件号机械[ ] 自动[ ]
采用的接头设计电特性
类型平焊对接过渡形式(GMAW)短路[ ]
单面焊缝[ X ] 双面焊缝[ ] 熔滴[ ] 喷射[ X ]
衬垫:用[ X ] 不用[ ]
衬垫材料:Q345 电流:交流[ ] 直流反接[ X ] 直流正接[ ] 脉冲[ ] 根部间隙 6 钝边尺寸0 其他
坡口角度22.5°半径(J-U)钨极(GTAW)
背包清根:用[ ]不用[ X ]方法尺寸
类型
母材
材料规格Q345 t=25mm 技术
类型或级别 B 直线或横向微摆动焊道直线
厚度:坡口22.5 °角焊缝多道或单道多道
直径(圆管)焊丝数 1
焊丝间隔纵向
填充金属横向
AWS技术条件号GB/T1591-2008角度
AWS类别ER50-6 导电嘴到工件距离12-18mm
锤击/
保护道间清理钢丝刷+磨光机+小铁铲
焊剂气体Ar+CO2
焊丝—焊剂(等级)焊后热处理
组分80% Ar+20%CO2 流率15-25L/min 温度/
气体喷嘴尺寸¢20 时间/
预热
预热最低温度环境温度
道间温度,最低环境温度最高350℃
焊道或焊层方法填充金属电流伏特速度
(cm/min)
接头图等级直径
(mm)
类型和极性安培数或
送丝速度
5 GMAW ER50-
6 Φ1.2 直流反接245-280A 26-29V 25-35 见图一
6 GMAW ER50-6 Φ1.2 直流反接245-280A 26-29V 25-35
7 GMAW ER50-6 Φ1.2 直流反接245-280A 26-29V 25-35
8 GMAW ER50-6 Φ1.2 直流反接245-280A 26-29V 25-35
9 GMAW ER50-6 Φ1.2 直流反接245-280A 26-29V 25-35
10 GMAW ER50-6 Φ1.2 直流反接245-280A 26-29V 25-35
11 GMAW ER50-6 Φ1.2 直流反接245-280A 26-29V 25-35
12 GMAW ER50-6 Φ1.2 直流反接245-280A 26-29V 25-35
图(一)。