蒸发器管板模具的结构设计
- 格式:pdf
- 大小:234.90 KB
- 文档页数:3

浅谈氧化铝蒸发器大直径管板的加工工艺摘要:蒸发器是拜耳法生产氧化铝的关键设备,蒸发器加热室管板在使用过程中,由于在特定的高温、高浓度碱性介质工况,以及制造过程中焊接应力的影响下,会导致促发碱脆要素,使管板发生碱脆而失效。
本文通过对管板的失效机理进行分析,从原材料选用、制造工艺等方面提出了一种大直径管板新的加工工艺,可以有效提高管板质量、延长蒸发器加热室的使用寿命。
关键词:氧化铝;蒸发器;大直径管板;加工工艺1.引言拜耳法生产氧化铝是我国20世纪九十年代引进的氧化铝生产的先进工艺技术,通过引进、消化、吸收,并大力创新发展而成为世界产量第一,随着单线生产能力的增大,溶出蒸发的设备也越来越大,加热室单体直径甚至已经超过了5米。
但一些关键的设备技术性能、使用寿命与进口设备相比较,仍然有较大的差距。
特别是蒸发站蒸发器的加热室,近年来虽然逐步国产化替代,但是效果不是很理想,设备的使用寿命明显较短,设备停产检修、更换对生产的稳定性、生产成本影响极大,是国产化替代急需解决的问题。
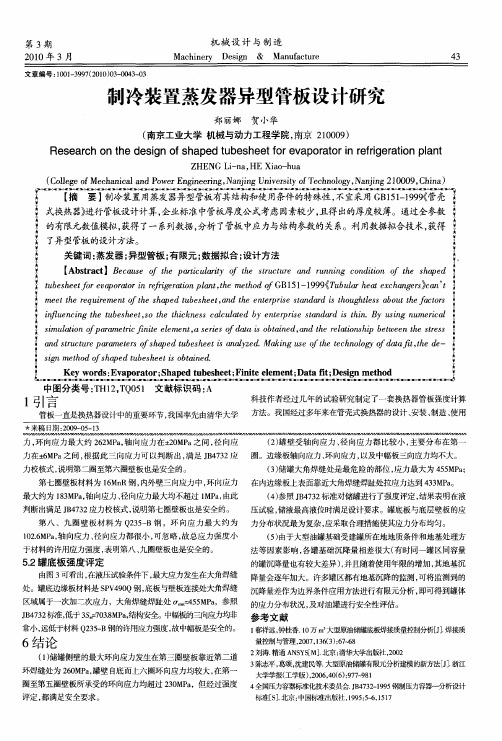
1.蒸发器使用现状蒸发器加热室的结构如图1。
主要由管箱、上管板、筒体、下管板、换热管束组成,板材材质为Q345R,换热管束材质为20g。
加热室管程的介质为碱性料浆(Na2AlO2),工作温度约为160℃;壳程的工作介质为蒸汽,工作温度约为200℃。
一体式的蒸发器加热室的下半部分插入分离器内部,使下管板和筒体的下半部分浸泡在碱性介质的氛围中。
在使用过程中,由于受到Na2AlO2料液的腐蚀作用,大直径管板的拼接焊缝、管板与筒体连接的环焊缝处出现裂纹(如图2),导致泄漏失效。
图2 管板焊缝裂纹2.管板失效机理通过对焊缝开裂试件的宏观与微观分析,以及利用残余应力超声测定技术对试件进行试验表明,裂纹具有应力腐蚀的特征, 即裂纹呈现宏观分叉和显微分叉(如图3所示);裂缝的宏观传播方向是由内壁向外壁扩展, 其微观走向是沿晶开裂。
加热室管板的运行环境具有产生应力腐蚀(碱脆)所必需的三个条件:即高浓度的碱溶液(浓度大于5 %的碱液即可产生碱脆, 浓度越高, 碱脆的敏感性越大);最适宜的温度(最易导致碱脆的温度在溶液的沸点附近, 蒸发器的实际操作温度为160℃左右);临界以上的拉伸应力(容器为承压部件, 焊缝存在焊接应力)。
安徽机电职业技术学院毕业设计(论文)题目:蒸发器挂板系别机械工程系专业材料成型与控制班级材料3102姓名王明光学号12051030552012~ 2013 学年第一学期目录前言摘要一、零件的工艺分析11.零件结构与尺寸12.冲裁件的精度与粗糙度 13.冲裁件的材料 14.确定工艺方案 1二、工艺与设计计算 21.排样设计与计算 32.计算冲压力 43.压力中心计算 44.初选压力机 5三、模具总体结构设计 51.模具类型 52.模架类型 53.操作与定位方式 64.卸料与出件方式 65.凸、凹模间隙值确定 66.计算凸、凹模刃口尺寸及公差 67.模具零、部件的设计 78.计算模具的闭合高度 99.压力机的校核 9四、设计选用模具零部件,绘制总装草图 91.模具总体结构确定 9五、模具部分工艺设计 101.凹模工艺设计 102.卸料板工艺设计 11六、致谢 13七、参考文献 14前言冲压是金属压力加工方法之一,是建立在金属塑性变形的基础上,借助于压力机上的模具对板料施加压力,使板料产生分离或变形,从而获得所许形状和尺寸制件的工艺。
冲模在冲压中致关重要,如果没有先进合理的冲模、先进的冲压工艺,批量冲压生产就无法实现。
只有将冲压工艺与模具、冲压设备和冲压材料相互结合才能得到高效率、高质量的冲压制件。
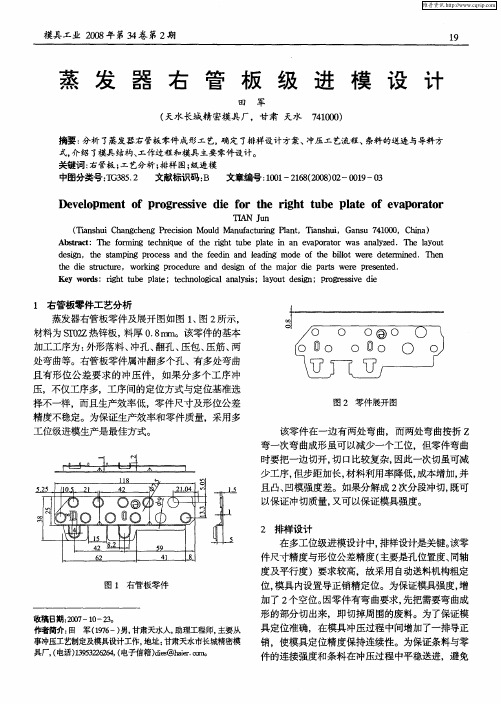
一、冲压加工的特点与传统的机械加工相比较,冲压加工具有许多优点:1.冲压加工是少、无切削加工方法之一,是一种低耗高效的加工方法。
2.冲压件的尺寸精度由模具保证,所以制件互换性好,质量稳定。
3.可以加工尺寸范围大、薄壁、形状复杂、表面质量好、刚性好的制件。
4.生产效率高,以实现机械化和自动化。
当然,任何加工都不是十全十美的,冲压加工同时也具有加工时产生噪声和震动两种公害,并且操作者的安全事故时有发生。
而随着科学技术的进步,特别是计算机技术的发展,机电一体化技术也在不断地进步,这些问题将得到完善和解决。
二、冲压加工的发展趋势进入20世纪90年代以来,高新技术全面促进传统成形技术的改造及先进成形技术的发展。

板壳式蒸发器的结构设计作者:葛盼高燕平建刚来源:《中国高新科技·上半月》2018年第02期摘要:板壳式换热器同时具备板式换热器换热效率高、结构紧凑、结垢小及管壳式换热器耐高压、耐高温、密封性可靠的优点,是高效换热器的一个发展方向,可应用在化工、能源等众多领域。
文章介绍了一种较大直径的圆形可拆卸的板壳式蒸发器的结构设计。
关键词:节能降耗;板芯加固;板芯定位;防振措施;除沫装置文章编号:2096—4137(2018)03—051—02 DOI:10.13535/ki.10—1507/n.2018.03.171板壳式蒸发器的工作原理和结构相较于国外,我国的圆形板壳式换热器起步较晚,很多企业仍处于研发阶段。
目前国内的板壳式换热器工作原理和基本结构如图1所示。
板壳式换热器的冷热介质分别走板程和壳程,利用板片实现冷热流体的换热。
板片由专用压机一次整体压制成型,使板片两侧形成特定的纹路,冷热流体可实现全逆流换热。
板芯两端的盖板与筒体焊接连接,该焊接的收缩应力正好对板芯产生压缩,从而可起到加强及定位板芯的作用,但此结构设计仅适用于板芯尺寸不大的场合。
我公司研发设计的板壳式蒸发器如图2所示,其工作原理与板壳式换热器相当,壳程冷流体(液态)从壳程底部进入换热器,在换热器内部被板程热流体加热直至相变成气态,随后从壳程上方管口离开换热器进人工艺管道。
因蒸发器壳程介质存在相变,设备两端封头与板芯之间及板芯上方必须留出足够的蒸发空间。
板芯上方设置丝网除沫器和出口挡板,下方设置滑道及液体分布器。
另外,壳体部件上还设置压力表、温度计、安全阀、液位计等安全附件。
2板壳式蒸发器结构设计需要解决的问题为适应将来炼油装置规模持续扩大的需求,需要换热面积较大的板壳式蒸发器,因此板芯公称直径和公称长度都较大,板芯重量一般超过5t,自身的重量另其刚度不足;蒸发器两端封头与板芯间必须留出蒸发空间,此时两端封头已无法对板芯起到加强的作用,板芯自身强度不足;板芯长度较长,进口介质流体分布不均匀,影响换热效果;板芯的安装定位、设备运输时的稳定性、设备运行时的防振措施等在设计时也需要进行考虑。

2020年第2期(总194期)CFHI**************笔者在某日产100t 高品质淡化水的低温多效(以下简称MED )海水淡化中试系统联调成功后,结合中试试验方案,完成多项关于工艺性能、技术可靠性、操控优化的中试试验研究工作。
通过对中试工程中设备制造、系统调试和装置运行各个环节的评测,淡水产量和产水水质等各项性能指标能够达到设计要求,整套装置符合高效、稳定、可靠运行要求,总体上实现工程化技术验证目标。
但作为首个工程项目,仍存在一些问题,需要进一步优化,本文对此类问题逐一分析,并给出优化意见。
1设备组成及工艺流程该中试工程主设备由第1、2、3效蒸发器、冷凝器及两端封头组成(见图1)。
蒸发器和冷凝器均采用卧式管壳式换热器结构,主要包括壳体、管板内支撑、换热管束及海水喷淋装置等[1]。
中试系统基本工艺流程为:预处理合格的海水经换热器预热后进入冷凝器,在冷凝器内被预热,同时脱除海水中不凝气。
经预热达到设定温度的海水依次进入第3效、第2效和第1效蒸发器并逐级蒸发浓缩,然后进入盐水闪蒸系统回收热量后最终排出。
蒸发器结构设计及制造工艺改进安少鹏1,张元奇2摘要:通过对海水淡化中试系统蒸发器设备设计、制造和使用过程的跟踪,对蒸发器结构设计、材料选用和连接装配工艺中存在的一些问题进行总结,分析问题产生的原因,并提出设计优化及工艺改进措施。
关键词:蒸发器;结构优化;防腐蚀;效间连接;装配工艺中图分类号:P747文献标识码:A文章编号:1673-3355(2020)02-0008-04Improved Structure Design and Manufacturing Technology for Steam GeneratorsAn Shaopeng ,Zhang YuanqiAbstract:The paper has traced the design,manufacture and operation of the steam generator of a pilot -scale seawaterdesalination system and found out some problems existing in the structure design,material selection and connection assembly.The optimized design and improved manufacturing technique come up after the reason why those problems happened wasrevealed by analysis.Key words:steam generator ;structure optimization ;corrosion protection ;joint ;assembly technique10.3969/j.issn.1673-3355.2020.02.0081.一重集团大连工程技术有限公司工程师,辽宁大连1166002.一重集团大连工程技术有限公司高级工程师,辽宁大连116600图1中试工程主设备组成示意图28CFHI2020年第2期(总194期)**************图2中试系统工艺原理示意图由锅炉产生的动力蒸汽,经TVC 抽吸第3效蒸发器的部分二次蒸汽并对其压缩后作为第1效的加热蒸汽。
蒸发器主体为加热室和分离室,蒸发器的主要结构尺寸包括:加热室和分离室的直径及高度;加热管的规格、长度及在花板上的排列方式、连接管的尺寸。
这些尺寸的确定取决于工艺计算结果,主要是传热面积。
3.1加热管的选择和管数的初步估计3.1.1管子长度的选择根据溶液结垢的难易程度、溶液的起泡性和厂房的高度等因素来考虑。
本次设计选用外循环式蒸发器,国产外循环式蒸发器蒸发器的管长一般从2560到3000mm不等,具体参考《糖汁加热与蒸发》[1]第139页表6-1,再根据糖汁的黏度情况,选择加热管以及板管型号如下表3-1所示:表3-1加热选择参数因加热管固定在管板上,管板选择考虑到管板厚所占有的传热面积,以及因焊接所需要每端留出的剩余长度,则计算理论管子数n时的管长实际可以按以下公式计算:L=(L0-0.1)m=3-0.1=2.9 m前面已经计算求得各效面积A取500m2n= = =1307加热管的排布方式按正三角形排列,查《常用化工单元设备设计》[3]第163页表4-6,知道当管数为1303时,排布为a=19层,1307与1303相差不大,在这可以取19层进行计算。
其中排列在六角形内管数为 =1027根,其余排列在弓形面积内,如果按标准间距即管间距离54mm排列,则有四根管排不下,四根管的总面积为:A3=3.1415926×0.042×2.9×3=1.53 m2鉴于前面已经取1.11的安全系数,如果现在取1303根管,则总面积为:=500-1.53=498.47 安全系数为 K= =1.108在安全系数范围内,所以可以不要三根管,取1303根。
3.1.2加热壳体的直径计算D=t(b-1)+2eD-----壳体直径,m;t------管间距,m;b-----沿直径方向排列的管子数目;,在此取 e-----外层管的中心到壳体内壁的距离,一般取e=(1.0~1.5)d1.5。
b =2a-1=2×19-1=37D=0.054×(37-1)+2×1.5×0.042=2.07m参考《糖厂技术准备第三册》[6]第198页表9-2,本次设计常用标准形式的外循环式蒸发器,型号为TWX-550,有关参数如下表所示取标准的壳体直径为2400mm,具体参数如下表3-2-1,3-2-2所示:表3-2-1外循环管蒸发器有关技术参数表3-2-2 管蒸发器有关技术参数3.3 分离室直径与高度的校核分离室的直径取决于分离室的体积,而分离室体积又与二次蒸汽的体积流量及蒸发体积强度有关。
管板式和吹胀式蒸发器的设计方法冰箱中常见的管板式和吹胀式蒸发器,可以看作是一种复杂的翅片式换热器,其肋化系数仍可定义为蒸发器外表面积与管内表面积之比。
一般电冰箱的管板式蒸发器,其肋化系数在3. 5~4,5之间,而吹胀式蒸发器的肋化系数在4.5~6.O 之同。
为了精确计算蒸发器外表面的自然对流换热和辐射换热,必须首先计算出外表面(翅片表面)的温度分布,而翅片表面的温度分布又与局部表面传热系数相耦台,因此,迄今为止尚无通用的计算方法,对特定几何结构和几何参数的蒸发器能用大规模数值计算的方法进行计算,这不仅计算工作量大,而且由于计算对象本身的复杂性,不得不引入许多简化假设,使计算精度受限。
因此这是一种正在发展的极有前途的设计方法。
对于工程设计,目前主要仍依赖经验数据,一般家用冰箱采用的管板式与吹胀式蒸发器其表面传热系数a o 在11~14W/(m 2.K)之间(未结霜状态)。
对于家用冰箱的管板式蒸发器和吹胀式蒸发器可以用下列方法估算所需传热面积。
传热面积A (单位为m 2)为:])100()100[(5.67)(4040T T t t k Q A a o a -+-=εR c Q Q Q +=0)(0t t kA Q a c -=])100()100[(5.67404T T A Q a R -=ε i i os o A a A a k +=η11 )(15210ηηA A A s += mhmh th )(f =η210A A A +=l d A 01π=hl A 22=式中:Q o —蒸发器所需的制冷量,单位为W ;Q c —通过对流换热的传热量,单位为W ;Q R —通过辐射换热的传热量,单位为W ;k —传热系数,单位为W/(m 2.K),管板式蒸发器一般在8~11.7W /(m 2.K); a o —空气侧表面传热系数,一般取11.6W /(m 2.K);a i —管内制冷剂侧表面传热系数,单位为W /(m 2.K);ηs —表面效率;ηf —翅片效率;A 1—管表面积(一次表面),单位为m 2;A 2—翅片表面积(二次表面),单位为m 2;h —单脊翅片的翅片高度,单位为n ;m —翅片参数,f f a m δλ02=λf -翅片热导率,单位为W /(m.K);δf —翅片厚度,单位为m ;l —翅片沿管轴线方向的长度,单位为m ;t a —冷冻室温度,单位为℃;t 0—蒸发温度,单位为℃;ε—霜层表面黑度,一般可取ε=0.96;T a 、T 0—以热力学温度表示的冷冻室温度和蒸发温度,单位为K 。