AspenPlus对甲醇合成流程的模拟研究
- 格式:pdf
- 大小:290.00 KB
- 文档页数:4
《化工过程数学模型与计算机模拟》课程案例研究之一甲醇→二甲醚 + 水前言概念设计又称为“预设计”,在根据开发基础研究成果、文献的数据、现有类似的操作数据和工作经验,按照所开发的新技术工业化规模而作出的预设计,用以指导过程研究及提出对开发性的基础研究进一步的要求,所以它是实验研究和过程研究的指南,是开发研究过程中十分关键的一个步骤。
概念设计不同于工程设计,因而不能作为施工的依据,但是成功的概念设计不但可以节省大量的人力和物力,而且又可以加快新技术的开发速度,提高开发的水平和实用价值。
即使一个很普通的单一产品的生产过程,也可能有104~109个方案可供选择。
如何从技术、经济的角度把最有希望的方案设计出来,是作为强化研究开发工作的方向,这是一种系统化的分级决策过程,也正是概念设计的真谛。
概念设计是设计者综合开发初期收集的技术经济信息,通过分析研究之后。
对开发项目作出一种设想的方案,其主要内容包括:原料和成品的规格,生产规模的估计,工艺流程图机简要说明,物料衡算和热量衡算,主要设备的规模,型号和材质的要求,检测方法,主要技术和经济指标,投资和成本的估算,投资回收预测,三废治理的初步方案以及对中试研究的建议。
随着计算技术和计算机技术的发展,化工流程过程模拟软件也越来越成熟,计算机辅助设计也日趋广泛。
在进行概念设计时,采用流程系统模拟物料衡算和热量衡算,投资和成本估算等问题以及采用流程模拟软件进行整体优化业越来越普遍。
本文采用国际上最成功和最流行的过程模拟软件之一的ASPLEN PLUS作为辅助设计的主要工具。
与过程有关的物料和能量的衡算基本上有该软件给出,并从设计流程计算的收敛与否来检验该流程是否可行。
本文通过概念设计,其目标是寻找最佳工艺流程(即:选择过程单元以及这些单元之间的相互连接)和估算最佳设计条件。
采用分层次决策的方法和简捷设计能消去大量无效益的方案。
本文按照以下基本步骤进行设计计算:1. 间歇对连续;2. 流程图的输入−输出结构;3. 流程图的循环结构;4. 分离系统的总体结构;a. 蒸气回收系统;b. 液体回收系统。
ASPEN-PLUS模拟计算甲醇、水、乙腈三元体系的乙腈提纯实验以硫酸二甲酯和氰化钠在水溶液中直接反应制得乙腈反应产物。
混合产品用碱等化学方法处理。
主要成分为乙腈、水、甲醇、硫酸钠和甲酸钠。
这种单相混合系统,根据不同的沸点,常压蒸馏法可用于分离有机物从水相中,但由于甲醇、乙腈和水会形成共沸混合物,所以液为蒸馏水、乙腈和甲醇的混合三元,其中绝大部分是水(超过45%)和乙腈(51%或更少),甲醇含量低(4%或以下)。
对三元混合物系进行精馏提纯。
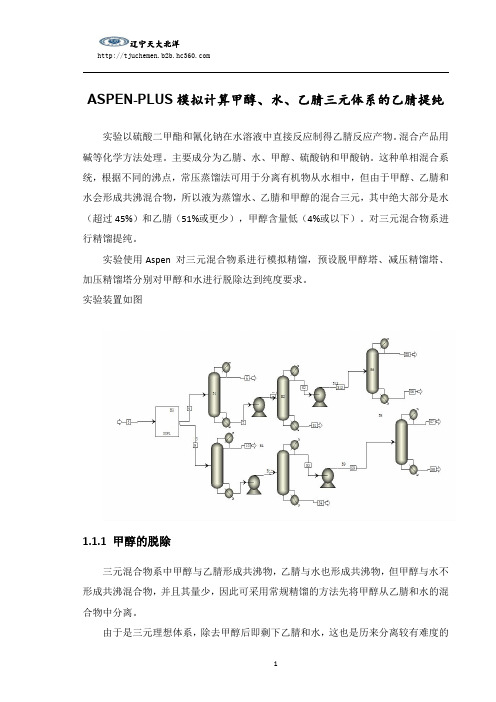
实验使用Aspen对三元混合物系进行模拟精馏,预设脱甲醇塔、减压精馏塔、加压精馏塔分别对甲醇和水进行脱除达到纯度要求。
实验装置如图1.1.1甲醇的脱除三元混合物系中甲醇与乙腈形成共沸物,乙腈与水也形成共沸物,但甲醇与水不形成共沸混合物,并且其量少,因此可采用常规精馏的方法先将甲醇从乙腈和水的混合物中分离。
由于是三元理想体系,除去甲醇后即剩下乙腈和水,这也是历来分离较有难度的精馏,在下文工业精馏模拟中也有提到。
1.2实验原料实验乙腈原料组成(质量分数)为:乙腈50.00%,丙烯腈0.35%,氢氰酸3.40%,水42.95%,其他2.3%。
原料设计进料量为300Kg/h。
1.3乙腈产品质量指标表2.1乙腈产品质量指标项目优级品一级品合格品外观无色透明无悬浮物无色透明无悬浮物透明无悬浮物允许带微黄色色度号(铂-钴)≤10≤10≤200.781~0.7840.781~0.7840.781~0.784密度(20℃/(g*cm-3)沸程(101.33kPa)/℃80.0~82.080.0~82.080.0~82.0酸度(以乙酸计)/%≤0.03≤0.06≤0.05 W(水分)/%≤0.3≤0.3≤0.5W(氢氰酸)/%≤0.001≤0.002W(氨)/%≤0.0006≤0.0006W(丙酮)/%≤0.005≤0.005≤0.005W(丙烯腈)/%≤0.01≤0.03≤0.05W(重组分(含丙腈))≤0.1≤0.5/%W(铁)/%≤0.00005≤0.00005W(铜)/%≤0.00005≤0.00005纯度/%≥99.5≥99.0≥98.01.4实验流程采用的分离工艺流程由脱氢氰酸塔、化学处理单元、脱丁二腈塔、减压精馏塔、加压精馏塔组成。

杂醇油中甲醇回收流程的Aspen模拟计算及工艺设计本文采用Aspen Plus模拟软件对甲醇生产过程中产生杂醇油废液进行了精馏模拟回收,甲醇回收率达到98.31%,甲醇产品纯度达到99.5%以上,精馏产生废水与甲醇脱氨废水混合后指标符合环保要求,甲醇回收后的经济效益可观,具有工业实施可行性。
标签:杂醇油;甲醇回收;Aspen Plus模拟甲醇是结构最为简单的饱和一元醇,分子量32.04,沸点64.7℃。
甲醇主要用于制造甲醛、乙酸、氯甲烷、甲胺和硫酸二甲酯等多种有机产品;生产汽油辛烷值添加剂甲基叔丁基醚、甲醇汽油、甲醇燃料,以及甲醇蛋白等产品。
甲醇装置在生产过程中会产生部分杂醇油废液,目前国内厂家对这种废液的处理一般有两种方式:一是将废液与天然气伴烧排放,这种方法实施难度较大,由于废液的强腐蚀性,焚烧炉选型困难,投用后故障率高,不利于环保,经济效益差;二是将此部分废液廉价外售。
由于该种废液中甲醇的含量达60%,而甲醇是一种重要的有机化工原料,如果能将杂醇油废液中的甲醇精馏回收,生产甲醇作为产品销售,经济效益将十分可观。
笔者采用Aspen-Plus软件设计模拟了杂醇油中甲醇回收的流程,验证了通过二塔精馏系统,能将甲醇提纯回收,取得了工业可行的产品收率和产品纯度,具体回收模拟流程图和模拟结果如下所述。
1 杂醇油中甲醇回收模拟流程图及流程叙述本回收流程采用二塔精馏系统,精馏一塔主要除去杂醇油中轻组分甲酸甲酯,精馏二塔主要除去杂醇油中重组分水、乙醇、正丙醇等。
杂醇油原液先在精馏一塔中脱除醋酸甲酯等轻组分杂质,将这部分物质进入低沸物储槽中,送去焚烧。
塔釜的物料进入精馏二塔,通过合理控制精馏二塔的回流比和操作温度和压力,利用各组分的沸点不同,在连续蒸发和冷凝的作用下,塔顶得到产品甲醇,通过冷凝后作为最终产品进入到储槽中。
塔中部设置侧采,侧采出来的物流主要是含水量为30.6%的物流,和一塔塔顶馏出一起去焚烧。
塔釜排出水和少量高沸点醇类,通过估算其中COD为34717,和脱氨后的废水(其中脱除氨气后其COD为240左右,量为110t/h)一起去处理,混合后的COD为600,废水送水生产废水池进行处理。
基于Aspen Plus的超大规模低温甲醇洗工艺全流程模拟何一夫
【期刊名称】《上海化工》
【年(卷),期】2015(40)7
【摘要】利用Aspen Plus软件对超大规模低温甲醇洗工艺进行了全流程模拟,并对物性模型中关键组分的二元交互作用参数进行了修改.模型模拟得到了净化气的成分、汽提氮气的消耗量以及需要的冷量,揭示了洗涤塔脱硫段吸收剂对H2S脱除效果的影响、洗涤塔脱碳段吸收剂对CO2脱除效果的影响、H2S浓缩塔汽提N2对H2S浓缩效果的影响以及热再生塔塔底蒸汽对甲醇再生效果的影响.
【总页数】5页(P1-5)
【作者】何一夫
【作者单位】中石化南京工程有限公司江苏南京211100
【正文语种】中文
【中图分类】TP319
【相关文献】
1.低温甲醇洗全贫液与半贫液流程模拟及对比 [J], 李蒙;马炯
2.低温甲醇洗PSRK热力学方程改进与全流程模拟 [J], 何杰;沈益;李美玲;刘华群;张雪梅
3.基于Aspen Plus软件的超大规模空分工艺全流程模拟 [J], 何一夫
4.低温甲醇洗工艺流程模拟——甲醇洗涤塔的模拟 [J], 孙津生;李燕
5.低温甲醇洗工艺及其装置设计工况全流程模拟 [J], 刘春梅
因版权原因,仅展示原文概要,查看原文内容请购买。
分类号: TQ028.3 单位代码: 108密级:一般学号:************* 本科毕业论文(设计)题目:碳酸二甲酯—甲醇体系间歇萃取精馏模拟专业:化学工程与工艺(煤化工方向)姓名:指导教师:职称:答辩日期:****学士学位论文原创性声明本人郑重声明:所呈交的学位论文,是本人在导师的指导下,独立进行研究工作所取得的成果。
除文中已经注明引用的内容外,本论文不含任何其他个人或集体已经发表或撰写过的作品成果。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律结果由本人承担。
作者签名:日期:关于论文使用授权的说明学位论文作者完全了解延安大学有关保留和使用学位论文的规定,即:本科生在校攻读学士学位期间论文工作的知识产权单位属延安大学,学生公开发表需经指导教师同意。
学校有权保留并向国家有关部门或机构送交论文的复印件,允许学位论文被查阅和借阅;学校可以公布学位论文的全部或部分内容,可以允许采用影印、缩印或其它复制手段保存、汇编学位论文。
保密论文注释:本学位论文属于保密范围,在 2 年解密后适用本授权书。
非保密论文注释:本学位论文不属于保密范围,适用本授权书。
作者签名:日期:导师签名:日期:目录1 前言 (2)1.1碳酸二甲酯—甲醇恒沸体系介绍 (2)1.2间歇萃取精馏原理介绍 (2)1.3萃取剂选择原理[4] (3)1.4萃取精馏的操作特点 (3)1.5 Aspen流程模拟软件简介及应用 (3)1.6 BatchFrac模型简介 (4)1.7主要研究内容 (5)2碳酸二甲酯-甲醇体系分离过程模拟及优化 (6)2.1设计工艺参数 (6)2.2模拟流程的建立[8] (6)2.3重要参数的确定 (6)2.3.1定义物性方法 (6)2.3.2定义进料物流参数 (6)2.3.3定义模块参数 (6)2.4分离工艺过程的运行 (6)2.4.1萃取精馏阶段 (6)2.4.2过渡液回收阶段 (6)2.4.3萃取剂回收阶段 (6)2.5灵敏度分析及过程优化 (6)2.5.1灵敏度分析简介 (6)2.5.2萃取剂进料量 (6)2.5.3萃取剂进料位置 (6)2.5.4萃取剂进料温度 (6)2.5.5回流比 (6)2.5.6精馏塔塔板数 (6)3结果与讨论 (6)参考文献 (6)附录 (6)碳酸二甲酯—甲醇体系间歇萃取精馏模拟摘要:本论文利用Aspen Plus流程模拟软件,基于UNIFAC活度系数模型,采用半连续加入萃取剂、回流比恒定馏出液组成逐渐减小的间歇萃取精馏方法,以碳酸乙烯酯为萃取剂,运用灵敏度分析法分析影响分离碳酸二甲酯-甲醇效果的各工艺参数,并且根据此得出最优分离条件,得到当萃取剂进料量为75kmol/sec,第4块塔板进料,进料温度为25℃,间歇精馏塔理论塔板数为20块,回流比为5时分离取得最优效果,精制碳酸二甲酯纯度达到0.995,甲醇馏出物、萃取剂回收纯度均大于等于0.99。
Aspen Plus模拟计算甲醇合成的平衡组成
周密;唐黎华;刘敬荣
【期刊名称】《煤化工》
【年(卷),期】2008(036)006
【摘要】采用Aspen Plus模拟软件,对甲醇合成系统中纯组分H2、CO、N2、CO2等的密度值、纯组分甲醇容积值以及不同温度、不同压力下三组分混合物
CH3OH-CO-H2容积值进行了计算,在此基础上分别模拟计算了5MPa和15MPa、不同温度下甲醇合成系统的平衡组成.将上述计算值与应用SHBWR状态方程计算
值进行比较,结果表明,模拟计算结果与文献值较为接近,误差在工程允许的范围之内,可以用 Aspen Plus 软件模拟计算甲醇合成系统的平衡组成.
【总页数】5页(P30-33,42)
【作者】周密;唐黎华;刘敬荣
【作者单位】华东理工大学大型工业反应器工程教育部工程研究中心,上海,200237;华东理工大学大型工业反应器工程教育部工程研究中心,上海,200237;华东理工大
学大型工业反应器工程教育部工程研究中心,上海,200237
【正文语种】中文
【中图分类】TQ223
【相关文献】
1.甲醇合成系统平衡组成计算 [J], 应卫勇;薜梅
2.基于PROII研究甲醇合成的平衡组成 [J], 李海彬;孙永斌;李现勇;冯静;王旭
3.基于ASPEN模拟的天然气催化部分氧化生产甲醇合成气工艺探讨 [J], 周明灿;刘会祯
4.年产20万吨甲醇精馏Aspen模拟计算 [J], 赖耀森;杨雪莹;李全良
5.基于Aspen Plus的甲醇合成过程模拟 [J], 马宁
因版权原因,仅展示原文概要,查看原文内容请购买。