三角高程测量计算表(80)
- 格式:doc
- 大小:92.00 KB
- 文档页数:2
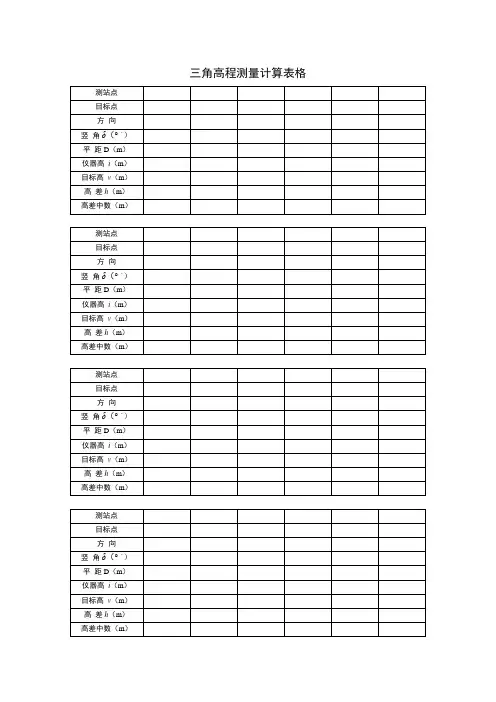
(竖直角观测原始数据记录表,在观测后记录员应核实数据记录准确,观测顺序不能混乱,数据不能描写、不能涂改,如发现错误及时调整或重新观测.)1.4.3竖直角相关数据计算半测回垂直角:竖盘数据记录完毕后,应计算、复核后才能进行下一站测量,半测回垂直角取其平均值(根据四舍六入五考虑来保留整数)。
指标差:当竖盘指标管水准器与竖盘读数指标关系不正确时,则望远镜视准轴水平时的竖盘读数相对于正确值90度(盘左)或270度(盘右)就有一个小的角度差x,称为竖盘指标差指标差x为 x=(aR-aL)/2例:(半测回垂直角右-半测回垂直角左)/2(-3 05 23 -(-3 05 09 ))/2=-0°0′7″=-7″一测回垂直角:半测回垂直角相加求出其平均值。
例:((-3 05 09)+(-3 05 23))/2= -3 05 16三测回垂直角:一测回垂直角相加求出其平均值。
例:【(-3 05 16)+(-3 05 16)+(-3 05 17)】/3= -3 05 16 (上述内容是三角高程竖直角在外观测作业中操作方法及填写原始数据计算方法,数据只针对论文只为参考)。
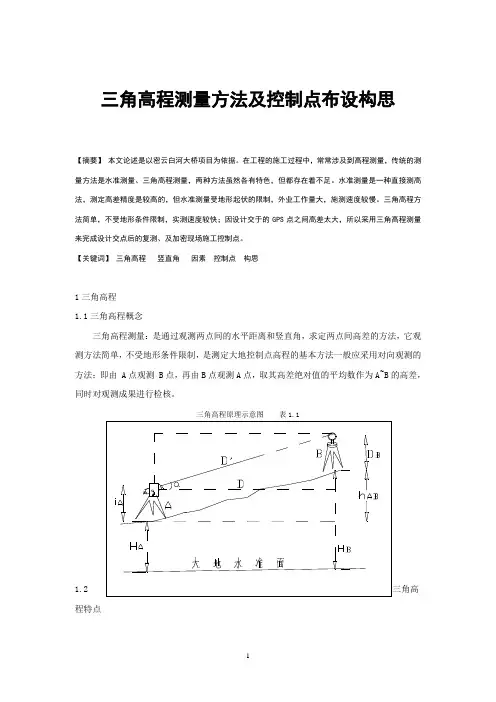
1.4.4三角高程测量高差计算三角高程高差计算与竖直角观测记录表相对应。
距离太长,地球曲率和大气折光对高差有很大的影响,采用对向观测所得高差绝对值取平均值,这样可以消除地球曲率和大气折光的影响,还有就是仪器本身自带误差影响,再加上气候、温度影响会给测量精度带来困难。
注意事项:误差主要来源于竖直角观测及距离测量,仪器高,棱镜高量测的误差及外界特别是大气折光对竖直角观测的影响,视线倾斜角不超过15°,量测仪器高、棱镜高精度在2mm内,观测时照准棱镜中心多次测量,无误后记录,竖直角测回互差不超过5″,视线高度和离障碍物的距离不小于1.5m。
控制点及架设仪器地方必须坚硬,不会被雨水浸湿,导致土质和控制点整体下沉,仪器固定牢固,不会被风轻易吹倒,仪器电子气泡及红外线对中整平后必须多次旋转仪器,保证在任何角度气泡居中,观测时除测量人员在仪器旁边,其他人不得在仪器旁边走动,机械不得从旁走过,直至测量作业完成后才可通过。

Excel电子表格在测量内业计算中的应用陕西蒲白西固煤业有限责任公司张龙刚武卫欣摘要采用Excel电子表格插入函数,对测量原始数据加工处理,可计算出坐标、三角高程、腰线高程以及坐标反算方位和平距等,可大大简化测量内业计算工作,只要电脑安装有Excel办公软件均可实现该项工作,简单、实用、方便。
关键词Excel电子表格导线计算三角高程坐标反算1前言随着科学技术水平的高速发展,测绘技术水平在快速进步,各类测绘手段也在不断的发展和更新,从经纬仪、全站仪、GPS、航空测量再到现在的无人机测绘,测绘技术已愈发普遍和成熟。
测量工作外业数据采集的方法和精度越来越简单和准确,作为测量数据处理的内业来说,提高工作效率和正确率,就显得更为重要。
很多测量工作者也在编程和使用一些小的程序和软件或者表格等计算工具完成简单的数据处理。
笔者在陕西蒲白西固煤业公司从事矿山测量工作。
井下测量多为复测支导线,现将平时自己编制使用的一些Excel电子表格在测量内业计算中的实例和经验做一简单总结,以供分享。
2导线测量计算表导线测量首先需要已知起始点,坐标和起始方位,在验证完起始数据和点位准确无误后,进行导线测设,获得导线夹角、斜距或平距、前视高、仪器高、垂直角或垂距等数据,然后进行内业计算。
以前在内业处理时,测量人员将所测的所有数据经计算器计算、对算后,手工填写纸质导线台账,计算工序繁琐且容易出错。
如果采用Excel电子表格相关功能进行导线计算,可大大提高工作效率,降低出错率。
现就导线计算的Excel电子表格具体形式、表格编辑举例说明如下:2.1前期数据采集准备工作为配合该表格和减少中间计算环节,全站仪导线测量时,测距采用平距模式,高差采集为垂距,直接在全站仪上采集生成水平距离和垂距。
2.2表格编辑和相关函数表-1导线测量计算表将起始方位(F4G4H4)(见表-1,后同)和起始坐标(N4、O4)录入表中作为整张表计算的最基础数据,然后分别将导1点测站测得的导线夹角(C5D5E5)录入表中,用计算器算出导线方位角(F5G5H5);之后录入水平距离(I5)、仪器高(J5)、前视高(K5)、垂距(L5),然后表格自动算出高差(M5)、X坐标(N5)和Y坐标(O5):高差计算:Δh=垂距+前视高-仪器高,故M5=L5+K5-J5;平面坐标X计算:X=cosα+X前,故N5=I5*cos (RADIANS(F5+G5/60+H5/3600))+N4;平面坐标Y计算:X=sinα+Y前,故O5=I5*sin (RADIANS(F5+G5/60+H5/3600))+O4;高程H计算:H=△h+H前,故P5=M5+P4。
