压力容器装配通用工艺规程
- 格式:docx
- 大小:509.43 KB
- 文档页数:9
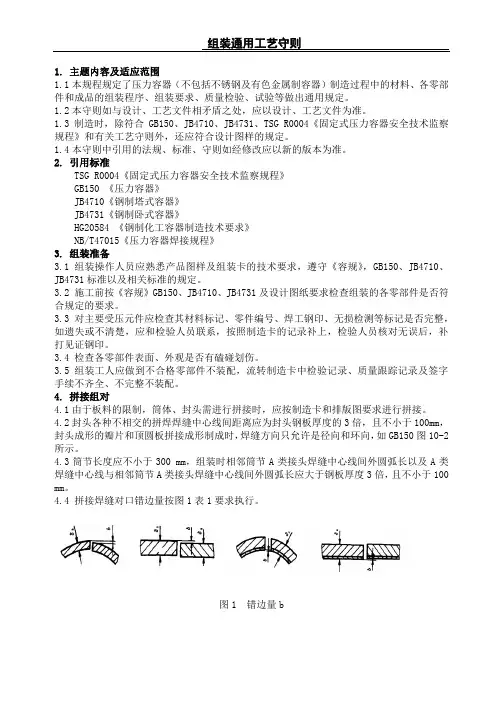
压力容器装配通用工艺规程1范围本规程规定了公司压力容器产品装配焊缝布置、装配错边量棱角度不等厚度对接、装配尺寸公差、热处理、无损检测和管箱装配的要求;本规程适用于本公司压力容器产品的装配;非压力容器产品可参照本标准执行;本规程不适用于按ASME规范制造生产的压力容器的装配;2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款;凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本;凡是不注日期的引用文件,其最新版本适用于本标准;G150 《压力容器》GB151 《管壳式换热器》HG20584 《钢制化工容器制造技术要求》JB4730 《压力容器无损检测》JB/T4750 《制冷装置用压力容器》3总则3.1当本标准与图纸或专用工艺的规定不一致或图纸另有规定时,应以图纸或专用工艺文件规定为准;3.2操作工在操作前应先看图纸和专用工艺文件,熟悉装配方法、顺序和装配要求;3.3装配时应核对装配零件的P/N号是否与BOM一致;受压元件是否有材料标记;上道工序的加工是否合格;是否已经过必要的检验;3.4操作工在本工序完工后应首先自检,合格后再转下道工序;3.5需经相关检验人员(以下简称检验员)检验的控制点在自检合格后交相关检验员检验;停止点必须经检验员和压力容器体系相关责任人检验确认;3.6不准强力装配;3.7装配时使用的临时拉筋、吊耳等应采用与容器焊接性能相似的材料、焊材及焊接工艺;装配后留下的焊疤应磨平,打磨后的厚度不应小于设计母材厚度;3.8制造中应避免钢板表面的机械损伤;对尖锐伤痕以及不锈钢容器防腐蚀表面的局部伤痕、刻槽等缺陷应予修磨,修磨范围的斜度至少为1:3;修磨的深度应不大于该部位钢材厚度的5%δn,且不大于2mm,否则应予补焊;对于复合钢板,其修磨深度不得大于复层厚度的3%,且不大于1mm,否则应予补焊;钢板的补焊按Q/YWT02041的规定3.9凡被支座、腹板、垫板、补强圈等覆盖的焊缝,均应打磨至母材平齐;3.10壳体内凡妨碍管束顺利装入或抽出的焊接接头均应打磨至与母材平齐;3.11容器封闭前(装配封头、管板等)均应对容器内进行清洁检查,并检查是否有工具或杂物遗留在容器内;3.12容器在生产过程中应对暂时不加工的管口进行封闭,防止杂物进入容器内;有螺纹的接管在焊接过程中应用闷盖保护,防止飞溅进入容器或损坏螺纹;3.13加工过程中如发现标记会被覆盖或加工掉,则应事先进行标记移植; 4焊缝布置4.1筒节长度一般应不小于300mm,相邻筒节间纵缝及筒节纵缝与封头拼缝应错开,焊缝中心错开间距(外圆弧长)应大于名义厚度δn的三倍、且不小于100mm(图1);4.2设备内外装配件与壳体相焊接的焊缝,其焊缝边缘应尽量避开筒体焊缝;4.3当装配件与壳体主焊缝交叉时,应在附件上开一槽口,以使连接焊缝跨越主焊缝(图1); 4.4筒体或封头上开孔,以开孔中心为圆心,1.5倍开孔直径为半径的范围内不要布置焊缝(图1)若不能避开,则在此范围内的A 、B 类焊缝应全部进行无损检测;4.5筒体焊缝布置时应尽量不被支座、垫板等覆盖;如被覆盖则按3.9条执行外,还应对被覆盖部分的焊缝全部进行无损检测;5装配错边量b 、棱角度E 、不等厚对接的要求5.1A 、B 类焊接接头对口错边量b 按表1和图2规定;5.1.1用焊接检验尺检验,当壳体为不等厚钢板时,按薄板计算,且测量时不计入钢板的厚度差;5.1.2对于封头压制后接头部分的增厚情况,装配应以外表对齐为准,测量时不计入增厚因素; 5.1.3装配时先测量两零件的外周长,计算差值,确定错边量值,以便装配时保证错边量在圆周方向均匀分布;≥1.5d id i图1第4.1条第4.1条4.3条4.5条b 图2:错边量示意图 δs表1 A 、B 类焊接接头的错边量单位:mm对口处钢材厚度δs A 类焊接接头对口错边量b B 类焊接接头对口错边量 b≤12 b ≤1/4δs b ≤1/4δs >12~20 b ≤3 b ≤1/4δs >20~40 b ≤3 b ≤5.0 >40~50 b ≤3b ≤1/8δs >50b ≤1/16,且≤10b ≤1/8δs,且≤205.2B 类焊接接头在轴向形成的棱角度E ≤(0.1δn+2.0)mm 、且不大于5mm ;用长度不小于300mm 的直尺或样板测量(图3);5.3当对接壳体两侧钢板厚度不等时,当薄板厚度大于10mm 、两板厚度差超过3mm 时,或当薄板厚度大于10mm;两板厚度差大于薄板厚度的30%或超过5mm 时,均应按下图4所示的要求单面或双面削薄厚板边缘,或按同样要求采用堆焊方法将薄板边缘焊成斜面;图4 不等厚对接5.4最大最小直径差,壳体上同一截面上最大最小直径差应该不大于该截面内径的1%;如果为换热容器,则壳体上同一截面上最大最小直径差应该不大于该截面内径的0.5%;当被检断面位于开孔中心一倍开孔内径范围内时,则该断面最大内径与最小内径应不大于该断面内径的1%EE图3:棱角度示意图样板样板(L1,L2)≥3(δ1—δ2)L1 L2δ2δ1δ2δ1L2L1 L2δ1δ2 δ2L2δ1 L1L2δ2δ1L2 δ1δ2与开孔内径的2%之和;5.5当筒体由几节拼接而成时,拼接后的筒体直线度ΔL ≤L ‰(L 为壳体总长度),且换热容器的ΔL 不大于4.5mm.;5.6A 、B 类接头焊缝余高(e1、e2)按表2;表2 焊缝余高单位: mm标准抗拉强度下限σb >540Mpa 的钢材以及Cr-Mo 低合金钢钢材其他钢材单面坡口双面坡口单面坡口双面坡口e 1e 2e 1e 2e 1e 2e 1e 20~10%δs 且≤3≤1.50~10%δ1且≤30~10%δ2且≤30~15%δs且≤4≤1.50~10%δ1且≤40~10%δ2且≤46装配尺寸公差6.1容器内件装配尺寸公差(如支撑板、挡板、防冲板、安装板等)(图5); 6.1.1与图纸所标基准线的轴向尺寸公差为±3mm;6.1.2当支撑板处需要贴胀换热管时,应检查支撑板不平度≤1mm,轴向尺寸公差为±1.5mm,可用定距工装来保证尺寸与图纸所标基准线的周向尺寸公差为±6mm ;支撑板为±3mm;角度水平尺测量时为±0.5°;6.1.3当支撑板与拉杆为点焊结构,且支撑板数量较多时,用工装(样板)来保证轴向尺寸;图5尺寸公差6.2开孔划线与接管安装公差6.2.1孔(接管、接头)中心与基准线的轴向尺寸公差为±3mm ;人孔、手孔为±13mm(图6); 6.2.2孔(接管、接头)中心与基准线的周向尺寸公差为±6mm(沿外壁测量)(图7);L ±L ±L ±6.1.1条6.2 .2条6.2 .1条 6.2. 1条图6 图76.2.3划线时封头中心位置偏差允许3 mm(图8);封头上的开孔位置周向±6mm,径向±3mm; 6.2.4换热器的接管(接头)伸出长度允差为L ±3mm;人孔、手孔为L ±10mm;其它L ±5mm(图9)6.2.5接管法兰要求:a)、法兰面应垂直于接管或圆筒的主轴中心线,接管法兰应保证法兰面的水平或垂直(图纸有特殊要求的应按图纸要求),其偏差均不得超过法兰外径的1%(法兰外径小于100mm 时,按100mm 计算),且不大于3mm(图10、图11);人孔法兰面的水平或垂直度允差6mm;(测量轴向和周向,二点高度分别相减的差值(L1-L2)b)、当用角度水平尺测量时,允差为1°(图10、图11);c)、法兰螺栓孔应与壳体主轴线跨中布置(图12),有特殊要求的应按图纸要求; d)、接管与法兰装配要求(图13):6.2.6径向接头的装配要求(图14)轴向用直角尺测量,上端偏差为接头伸出长度的1%,(当伸出长度小于100mm 时,按100mm 计算) 周向用水平尺测量上端面或侧面(当必要时)允差为1°,一般可用肉眼观察,视觉无明显偏差;图9L水平尺图水平尺图L1L2L2L1L1-L2L1-L2图8封头中心线±3±6±3允许偏转图12水平尺图14角度尺图13tt+12接管之间有特殊装配要求的(如液面计),应达到下列要求(图15): 两接管距离允差为±1.5mm ;通过两接管中心垂线的间距不大于1.5mm ;两接管法兰面在同一平面内,其平面度允差不大于1.5mm(用直尺或水平尺测量); 两接管应一起装配,同时进行装配调整;6.2.7非径向接管、接头(如视液镜)的装配要求(图16): 1)调整壳体的周向位置(用水平尺测量);2)装配接管或接头,用水平尺测量接管法兰面或接头的侧面或端面,角度允差1°;6.2.8封头接管的装配1)封头上的径向接管的装配按第d 、e 条;2)封头上的非径向接管(水平接管)的装配,伸出长度按第d 条,法兰面的要求如下:用直尺或水平尺搁在接管法兰面上,测量封头(或法兰)二侧与直尺间的距离L1、L2,保证L1—L2不大于封头外径的1%,且不大于3mm,(当测量部位不通过封头中心时,为测量部位的长度)(图17),测量时应测二个方向,即一个方向为接管与封头中心方向,另一个方向为其垂直方向;封头上的液面计接管的装配按第g 条;6.3支座装配要求(基面、螺栓孔、尺寸、周向尺寸) 6.3.1立式容器支座(支耳)(图18):a) 支座下端到基准面的距离上偏差允差为+12mm,下偏差为0; b) 支座底面的水平度公差为:3mm;c) 沿容器外壁测量支座周向位置允差为:±6mm图15≤1.5±1.5≤1.5图16L1 L2图17用水平尺测量允差1°图186.3.2卧式容器鞍座(图19):a) 鞍座螺栓孔中心线到基准面和两个鞍座之间的距离允许偏差按表3规定(注:换热器允差都为±3mm);b) 鞍座底板上的地脚螺栓孔中心位置允差为±3mm; c) 鞍座底面与容器中心的高度允差为0、-5mm; d) 鞍座底板沿长度方向的水平度公差为3mm; e) 鞍座底板沿宽度方向的水平度公差为1.5mm;f) 两个鞍座底面之间的高度差最大为6mm,倾斜设置的除外;表3鞍座中心线到基准面的距离, 两个鞍座之间的距离 (m) ≤4 >4~≤7 >7~≤10>10 允 差 (mm) ±3±6±9±136.4管板、换热管装配要求6.4.1装配前管板的管孔应保持清洁,如有灰、锈或油腻,则应该用钢丝刷、清洗剂清理干净; 6.4.2如拉杆为螺纹结构,拧入管板前,则在拧入端和螺母固定端都应涂密封胶; 6.4.3除管板外,其它零件均不应与换热管相焊接 ;6.4.4穿管时不应敲打,换热管表面不应有凹痕或划伤;钢管换热管管端外表面应除锈;用于焊接连接时,管端除锈长度不小于管径,且不小于25mm,用于胀接连接时,管端应除锈至呈金属光泽,其长度不宜小于二倍的管板厚度;6.4.5管板装配时应同时在水平方向左右两边测量容器总长;考虑焊接收缩,容器总长公差为图纸名义尺寸的-2mm ~+4mm;6.3.1.a6.3.2.a 6.3.2.b6.3.1.b 图196.3.3.a 条6.3.3.b6.3.3.a 条6.3.3.c 条6.3.3.d6.3.3.b 条 6.3.3.e6.4.6二端管板的管孔与支撑板管孔应同心,用肉眼观察,同一排管孔呈规则的同心梅花形状;点焊后可通过试穿换热管来检验管孔的同心; 6.4.7管板应与壳体轴线垂直,垂直度公差1mm;6.4.8对矩形管板,二端管板底面应平齐,拼装一侧的侧面垂直,用水平尺测量,不超过3mm(图20);6.4.9二端管板应保证平行,从管板四顶角(圆形管板为相互垂直的四个点)测量的长度差值不大于3mm(图20);管板与衬环的装配间隙不得大于2mm,如大于2mm,应采用氩弧焊打底的焊接方法;6.4.10管板焊接时按规定需装防焊接变形工装的,应装工装后才能焊接,焊接时两块管板交替进行,减少焊接变;6.4.11管板平面度要求:6.4.11.1对于用KLINGER 垫片密封的干式蒸发器,换热管与管板连接后管板的平面度不大于0.5mm;6.4.11.2对于用厚度为3mm 的橡胶垫片密封的干式蒸发器,换热管与管板连接后管板的平面度不大于1.0mm;6.4.11.3对于用约克专用的槽型或嵌入式垫片密封的管程介质为水的换热器,换热管与管板连接后管板的平面度不大于3.0mm;6.4.12管箱或水箱的密封面在焊接完成后机加工; 6.5补强板、腹板、垫板的装配6.5.1位置:垫板装配的周向位置尺寸公差为±5mm ;轴向装配位置尺寸公差为±3mm ; 6.5.2补强板装配时应保证补强板与接管四周间隙均匀; 6.5.3间隙:补强板与壳体装配后的间隙不大于2mm ;6.5.4凡补强板、腹板、垫板上无放气孔的,则在焊接时应在最低部位留25mm 不焊;7热处理凡符合下列条件的容器和受压元件,应进行热处理,需进行热处理的受压元件和容器,应在图纸上注明7.1属于《容规》管辖范围内的压力容器中的碳钢、低合金钢制的焊有分程隔板的管箱和浮头盖以及管箱的侧向开孔超过1/3圆筒内径的管箱,应在施焊后作消除应力热处理,设备法兰应在热处理后加工;7.2用板材或型材制造的法兰环的对接接头,应在焊后热处理;7.3法兰断面厚度大于76mm 的碳素钢或低合金钢制法兰,应经正火或完全退火热处理; 7.4焊制整体法兰,应经正火或完全退火热处理; 7.5锻制法兰,应经正火或完全退火热处理; 7.6图纸注明有应力腐蚀的容器;7.7图纸注明盛装毒性为极度或高度危害介质的容器; 7.8其它图纸注明要求热处理的应按要求进行热处理;图20≤3测量总长和二管板的平水平尺7.9有热处理要求的容器,在没有采取以批代台时,应每台制作产品焊接试板,试板应随同容器一起进行热处理,热处理后再切取试样,进行试验;8无损检测8.1凡图纸规定的需无损检测的焊接接头,应按图纸规定进行无损检测; 8.2凡需无损检测的焊接接头,首先应经外观检查合格; 8.3容器上的接管对接接头,按表4要求进行无损检测;8.4以开孔中心为圆心,1.5倍开孔直径为半径的圆所包容的A 、B 类焊缝,应进行100%无损检测; 8.5凡被补强圈、支座、垫板、内件等所覆盖的焊缝,应进行100%无损检测; 8.6检测标准按JB47013;8.7合格级别:射线:100%射线检测的,II 级为合格;20%射线检测的,III 级为合格; 超声:100%超声检测的,I 级为合格;20%超声检测的,II 级为合格;表面:I 级为合格;表4接管公称直径φmm 检测比例 检测方法 φ≥250 20%,且不小于250mm 射线 φ<250 / 表面9管箱装配要求9.1管箱高度L 允差:平盖型管箱±3mm ;封头型管箱+9,0mm;(图21)9.2分程隔板装配宽度B 允差±0.8mm(图22); 9.3管箱螺栓拧紧顺序参照(图23)执行;9.4紧固螺栓应至少分三遍逐步均匀进行,不可一次拧得过紧,每遍的起点应相互错开120°;图239113 2L +90L ±3图21B ±0.8图228 1611 1 31 6414 512 104 7 15 1 9 17 25 24 19 11 34 12 20 23 26 18 10 28 16 21 13 56 14 2215 7。