三峡700MW水轮机叶片空蚀现象及修复
- 格式:pdf
- 大小:142.73 KB
- 文档页数:2

水轮机转轮气蚀成因分析与修复摘要:近年来,我国对混流式水轮机进行了较大的改造,并取得了较好的效果。
但是,随着工况的不断变化,水轮机水动力系统中存在着气蚀问题,这不仅影响了水轮机运行效率,而且还会引起水轮机事故,降低了机组的使用寿命。
为此,必须弄清气蚀形成机理,才能采取有效的防治措施。
关键词:水轮机;转轮气蚀;气蚀产生原因;气蚀处理随着中国社会和经济不断提高,风力发电、太阳能发电及水力发电等新兴能源不断发展进步,新能源在中国电网中发挥着越来越重要的角色。
2020年,中国提前2年实现了“碳减排”,并在“十三五”规划中明确指出,中国在2030年要达到“碳峰值”,争取2060年达到“碳中和”的目标.为此,中国大力发展绿色产业,加大力度研发可再生能源,其中重点要加快西南地区水力开发建设,尤其是建设抽水蓄能电站.可逆式水泵水轮机作为抽水蓄能电站的核心部件,当其处于非设计工况下运行时,机组内部的水力损失、旋转失速和流动分离等造成的不良流动现象会导致机组能量损失加剧,降低水能转化效率。
1.转轮技术参数这是一种HLS270-LJ-680转轮。
在正常操作过程中,水位不得高于76m。
其标称水位为64m,最小水位为57.6m。
流速为460.46m3/s,转速为93.75r/min。
在非控制条件下,发动机的旋转速度为185r/min,在常规条件下,发动机的效率为94.9%,有效吸气高度为-7.2m。
所述转轮具有6810mm的标称直径、7019.5mm 的最大外径和4306.6mm的总高度。
结果表明,上迷宫环与下迷宫环的距离为2.5mm,两个方向的距离为2.7mm。
安装高度为▽358mm,共13片风叶。
该转轮由ASTMA743C6NM的高品质低碳不锈钢制造而成,其总重为150t;水轮机主轴为双法兰中空大轴,带有轴环。
心轴的外径为1900mm,轴颈为2360mm。
空心的直径是1530mm,主轴6875mm,由20Mn5N制成。

运行多年的水轮机活动导叶修复技术方案探索摘要:目前国内很多水电站设备即将进入改造阶段,文章以经过多年运行的活动导叶的修复方案,修复过程中出现的问题及方案的完善等为例,说明修复经多年运行后的设备时可能出现的问题及预防措施,供相关人员借鉴,希望能对后续水电站设备改造项目提供有益的参考。
关键词:运行多年活动导叶修复某水电站已运行40多年,电厂计划对水轮发电机组进行改造,其中水轮机活动导叶采用返回制造厂进行修复的改造方案。
由于在修复过程中出现了一些没有提前预料到的事件,因此,过程中对修复方案进行了两次修改完善,最终确保向电厂交付修复合格的活动导叶。
1返修导叶的初始情况原机组活动导叶经多年运行,瓣体表面、端面、出水边均存在不同程度磨蚀,瓣体头部等部位环氧金刚砂涂层大部脱落。
2原定修复方案根据目视检查情况、经验及合同要求,最初制定的活动导叶修复工作主要包括瓣体型面环氧金刚砂涂层清理,瓣体端面及出水边修复,瓣体头部密封槽加工,上、中、下轴颈热套不锈钢套等,活动导叶修复工作完成后参加导水机构厂内整体预装。
活动导叶修复工艺流程大致如下:(1)清理防护。
活动导叶返厂后清理轴颈配合表面,并进行序间防锈。
(2)尺寸复测。
按照活动导叶修复方案图纸要求,测量活动导叶上、中、下轴颈外圆尺寸及活动导叶瓣体长度尺寸等,并反馈设计和工艺。
(3)打磨清理。
采用风铲等工具清理瓣体表面环氧金刚砂涂层。
(4)探伤。
按ASME标准对导叶瓣体作100%MT检测,标记显示的线性缺陷以及当量直径≥Φ5mm、深度≥3mm的凹坑或同等程度其他缺陷,对上述缺陷或凹坑进行清理。
(5)补焊。
对瓣体表面暴露出的明显凹坑进行手工补焊,焊接过程中对缺陷进行分部位,分区域施焊,尽量控制焊接变形。
(6)打磨。
打磨瓣体正、背面补焊部位,随形过渡,线性缺陷打磨后按ASME标准进行MT复探。
(7)重复上述(4)(5)(6)处理步骤,直至合格。
(8)划线。
按照活动导叶修复图纸要求,划出活动导叶瓣体端面加工线和出水边加工线。

《装备维修技术》2020年第4期— 181 —水轮机转轮及导水叶的空蚀补焊及维护陈志纯(泉州市山美水库管理处 福建 泉州 362000)摘 要:本文是通过现场对水轮机的检修维护,结合现场的实际情况,分析水轮机转轮和导水叶出现严重空蚀的原因,简要谈谈对水轮机转轮及导水叶空蚀补焊的处理方法及其维护。
关键词:转轮;导水叶;空蚀;补焊处理;维护1 概述水轮机是将水能转换为机械能的一种水力机械,它包括引水部件、导水部件、工作部件和泄水部件四部分,其工作部件即转轮是机组的核心部件,对整个系统的性能起决定性的作用。
山美水库#3机水轮机原采用A296型转轮材质为碳钢,叶片及底环材料为铸钢,泄水锥为钢板,2006年机组在检修时发现转轮空蚀严重,叶片出水边尾部穿孔并整块脱落,叶片与上冠连接处焊缝产生裂纹,已严重危及机组的安全经济运行。
2 空蚀与裂纹产生的原因分析2.1 空蚀产生的原因分析:水轮机产生空蚀的原因主要与水流的流速、方向、金属的性能、检修的工艺和运行小时数等有关;造成严重空蚀的原因主要有以下几点:一是设计制造方面, A296转轮翼型的合理设计有限,叶片表面光洁度不能满足要求,使得转轮的翼型流线与水流运动的水流流态不相吻合,叶片表面的压力分布不够均匀,在大流量运行区域显得尤为突出,这是造成转轮空蚀严重的主要因素;二是运行方面,因为电网需要,需频繁负荷调整导致水轮机不能在最优或者额定运行工况区域运行,造成转轮的水流紊乱出现空化现象,同时使得转轮的叶片表面产生空蚀;三是转轮本身的性能,由于转轮材料、叶片叶型的加工精度和表面粗糙度的原因,使得耐磨和抗空蚀性能不好,也是造成空蚀破坏的因素。
2.2 转轮裂纹产生的原因分析:一是运行方面,裂纹部位均发生在运行应力较高的上冠与叶片出口和下环与叶片出口连接焊缝处,由于机组长期处于低负荷及震动区运行,加上转轮是铸钢材质,硬度不够,使转轮叶片长期处于超强负荷的疲惫状态,在交变应力作用下产生裂纹并加剧;二是应力集中的原因,采用有限元计算分析得出,转轮在水压力及离心力的作用下,大应力区主要分布在转轮叶片周边上;按第三强度理论计算,相当应力沿叶片周边分布;三是铸造及焊接的缺陷的原因,铸造气孔、砂眼等在外部应力的作用下可能会造成裂纹的产生。

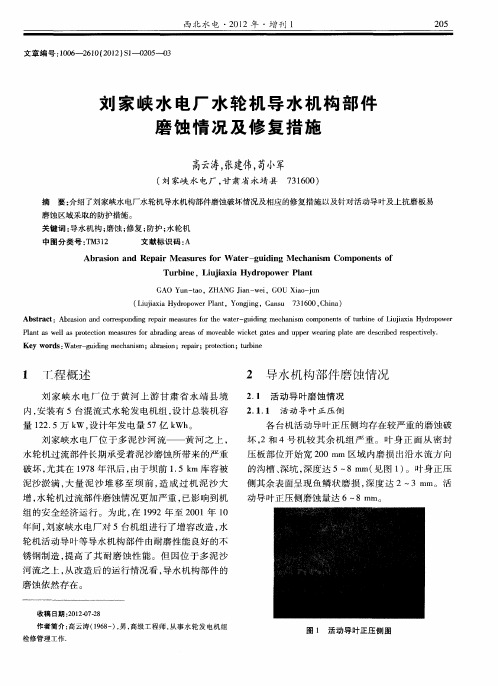
三峡700 MW水轮机叶片空蚀现象及修复
方超群
【期刊名称】《水电与新能源》
【年(卷),期】2010(000)006
【摘要】针对三峡电站水轮机投运后现场观测到的空蚀现象,分析了空蚀原因,提出了具体的修复意见,给出了不同修复方法的效果,并总结了700 MW水轮机叶片空蚀存在的一些特点.
【总页数】2页(P1-2)
【作者】方超群
【作者单位】水利部水工金属结构质量检验测试中心,河南,郑州,450044
【正文语种】中文
【中图分类】TK730.8
【相关文献】
1.三峡地下电站700MW水轮发电机蒸发冷却系统环流、温升与稳定性提高 [J], 张涛;吕卫国
2.三峡右岸地下电站700MW水轮机蜗壳焊接现场工艺应用 [J], 张浩浩
3.三峡电站700 MW机组推力轴承状态监测系统的研究 [J], 李俊;董来生
4.三峡电站700MW发电机组润滑可靠性分析及工艺应用 [J], 陈钢; 胡军; 朱兵; 谭桂斌; 冯伟; 贺石中
5.三峡水电站过机泥沙粒径对水轮机叶片空化空蚀的影响 [J], 廖庭庭;陈和春;高甜;王伟;陈彪;严涛;王飞
因版权原因,仅展示原文概要,查看原文内容请购买。
峡山水库水电站小型卧式混流式水轮机顶盖与叶片气蚀的原因与防范峡山水库水电站小电站共有三台160Kw发电机组,设计水头10米,设计流量1.5。
机组于2006年并网运行。
机组运行以来,每年除丰水季节的三、四个月外,其余时间水轮机均处于设计工况运行,机组出力平稳,调速器也正常工作。
运行八年来,运行状况一直良好。
但是,今年在运行过程中,小电站3#机组却发生了顶盖和叶片的气蚀破坏,而且水轮机顶盖和叶片汽蚀破坏强度大,造成了水轮机效率下降,发电效率达不到50%,最后不得不停机检修,打开水轮机顶盖一检查,发现水轮机顶盖及叶片严重气蚀,给电站造成不小的经济损失。
那么水轮机气蚀是怎样产生的呢?又如何防范?水轮机气蚀是流体动力学的一种现象,水体在汽化时产生水泡,这些气泡的形成、发展、溃裂及对过流表面所产生的物理化学作用称之为气蚀,气蚀是水电站运行管理中普遍存在而又突出的技术难题,很多专家在不断的探讨。
一般认为,水轮机气蚀主要是由于其内部水流压力降低引起的。
当水轮机中某一局部区域流速增高而压力降低到水的汽化压力时,就会因水的汽化而产生大量气泡。
这些气泡进入高水压区时,会被迅速压缩而溃裂,在气泡溃裂时即伴随着发生强大的冲击压力。
同时气泡被压缩溃裂时要释放能量,这些热量和冲击压力对金属表面的反复冲击会产生局部高温(可达数百度),加之水流掺气而使气泡中还有一定的气体,就会使金属表面起氧化作用。
由于气泡的不断产生和溃裂,使机体受到瞬间的反复的冲击力,当超过材料的抗疲劳强度时,就使机件产生剥蚀,表面产生麻点,甚至在某些部位被穿透而形成空洞。
气蚀初生的压力高低随着水温和水中的含气量多少而不同,水温越高水中含气量越多,汽化压力越大,即水越容易汽化,气蚀也越容易发生。
气蚀按照发生的部位情况,水轮机气蚀可分为四种类型,即叶型气蚀、空腔气蚀、间隙气蚀、其他部位脱落引起的气蚀。
根据峡山水库水电站小水电3#机组缺陷的情况来看,是典型的叶型气蚀和间隙气蚀造成的。
水轮机空蚀与磨损作业指导书一、概述水轮机是一种将水能转化为机械能的装置,常用于发电厂和水利工程。
然而,由于长期运行和使用不当等原因,水轮机可能会出现空蚀和磨损问题。
本作业指导书旨在帮助操作人员了解水轮机空蚀和磨损的原因以及如何进行预防和修复。
二、空蚀问题1. 空蚀现象空蚀指在水轮机叶片表面形成气泡或水蒸汽,并带有高速冲击力的问题。
空蚀的存在会导致叶片表面损坏,降低水轮机的效率。
2. 空蚀原因(1)水质问题:水中含有气体或溶解的气体浓度过高时,易产生空蚀。
(2)进口水速度过高:当进口水速度过高时,会产生负压,导致空蚀。
(3)叶片表面粗糙度:叶片表面粗糙度过大,容易形成气泡,造成空蚀。
3. 空蚀预防措施(1)改善水质:定期对进水管道进行清洗和维护,确保水质符合要求。
(2)控制进口水速度:根据水轮机的设计要求,合理控制进口水速度,避免产生负压。
(3)提高叶片表面光洁度:定期对叶片进行清洗和磨光,降低表面粗糙度。
三、磨损问题1. 磨损现象磨损是指水轮机叶片表面与水流或颗粒物接触时,由于摩擦而导致叶片表面的磨损。
长期磨损会导致叶片减薄、变形和失效。
2. 磨损原因(1)颗粒物侵蚀:水中悬浮的颗粒物会对叶片表面产生冲击和磨损。
(2)水流速度过高:水流速度过高会增加叶片表面与水流之间的摩擦力,导致磨损。
(3)叶片材料不合适:选择合适的叶片材料可以降低磨损程度。
3. 磨损预防措施(1)过滤水质:安装合适的过滤器,过滤掉水中的颗粒物,减少对叶片的冲击。
(2)控制水流速度:根据水轮机的设计要求,合理控制水流速度,避免过高速度引起的磨损。
(3)选择合适的叶片材料:根据水轮机的使用环境和水质情况,选择适合的叶片材料,提高其耐磨性能。
四、维护和修复1. 定期检查:定期对水轮机进行检查,发现空蚀和磨损问题及时处理。
2. 清洗叶片:定期清洗叶片表面,去除附着的沉积物和颗粒,减少磨损和空蚀的发生。
3. 磨光叶片:定期对叶片进行磨光处理,提高叶片表面的光洁度,减少磨损和空蚀的发生。
水轮机的空化与空蚀空化与空蚀现象在水轮机中非常常见,会造成水轮机的叶片磨蚀损坏,导致水轮机的性能与经济效益下降,改善空化与空蚀现象需要制造工艺水平的提升与设计的改善,超空化水轮机的空化、空蚀大大降低,但是它的实用化仍旧有很长的路要走。
标签:空化;空蚀;原理;种类;危害;降低空蚀的措施;超空化水轮机中存在的空化、空蚀现象会对水轮机的性能产生不利的影响,因此在设计运行时要尽可能地避免,并将空化、空蚀对水轮机的性能的不利影响降到最低。
空化现象指的是水轮机流道中局部压力降至临界压力时,水中气核慢慢成长为气泡,气泡将液体中的蒸气和溶液中析出的气体包裹起来。
当进入压力较低的区域时,气泡则会逐渐长大,当气泡随水流运动到压力较高的区域时,在高压的作用下会迅速凝缩溃灭。
因此,空化是指气泡从集聚、流动、分裂到溃灭的这一过程。
空化现象不仅发生在液体内部,也会出现在固体边界上。
空蚀指的是由于空泡的溃灭所引发的过流表面金属材料的损坏。
空泡在溃灭的过程中伴随着机械、电化、热力、化学等过程的作用。
空化、空蚀会导致水轮机的性能下降,水轮机的过流部件表面会遭到损坏,甚至会使金属材料的局部发生脱落。
发生空蚀的主要原因是空泡溃灭所产生的机械作用,包括冲击波模式和射流模式两种。
通过对空蚀现象的观察,我们会发现空蚀在边界上分布并不均匀,而是集中在某些位置。
当第一个蚀坑形成后,在一定的条件下,它的发展速度要比其它的地方快,蚀坑越来越大、越来越深,最后将导致材料破碎而被水冲走。
除此之外,也可以用热力学和电化作用来解释空蚀现象。
空蚀产生的原因十分复杂,它在多重作用下发生,并且与化学腐蚀、泥沙磨损等相互促进,使得材料被进一步破坏。
水轮机按空化与空蚀发生的部位不同可以分为翼型空蚀、间隙空蚀、局部空蚀和空腔空蚀。
翼型空蚀是反击式水轮机的主要空蚀类型,在叶片的不同部位都有可能会出现空蚀区,转轮型号及运行工况都会影响到空蚀区的发展。
间隙空蚀指的是当水流通过狭小通道或间隙时局部流速会升高,导致压力下降而产生空蚀,间隙空蚀在转浆式水轮机中最为突出,发生区域多在转轮叶片外缘与转轮室之间以及叶片根部与转轮体之间的间隙附近。