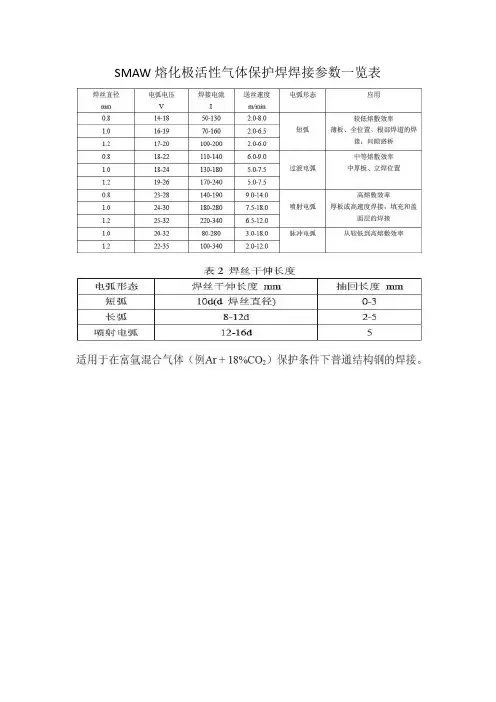
SMAW熔化极活性气体保护焊焊接参数一览表
- 格式:pdf
- 大小:157.76 KB
- 文档页数:1

管道焊接要求目录1 范围 (2)2 矛盾与偏差 (2)3 参考文件 (2)4 通用要求 (4)5 经认证的焊接工艺 (5)6 焊材 (6)7 焊接工艺 (9)8 焊工以及焊接操作人员资质 (15)9 焊缝 (16)10 技术及工艺 (16)11 预热 (22)12 焊后热处理 (22)13 生产焊缝的硬度检测 (25)14 检查权限 (25)15 焊缝标识 (26)16 检查 (26)17 返修 (31)18 其它要求 (32)19 安全 (32)附件1——手工电弧焊焊条的烘烤、存放和取用 (33)附件2——焊丝和焊剂的烘烤、存放和取用 (35)1 范围1.1 本标准明确了焊接ASME B31.4和B31.8中管线以及设备时对焊接、热处理、无损检测、夏比冲击试验以及硬度测试的要求,其覆盖了陆上以及海上管线,包括车间及现场制造、修复以及改造。
使用ASME B31.4作为管道设计规范的配送或其他设施也应执行本标准。
管道焊接中除了执行本标准中的要求,还应满足ASME B31.4、ASME B31.8、API STD 1104以及ASME SEC IX的要求。
ASME B31.4以及B31.8中未涉及的材料,应由咨询服务部确定是否应增加额外的要求。
1.2 工作范围、图纸或与具体项目相关的其他指示或说明书中可能另有其他要求。
1.3 每当提及咨询服务部时即应理解为指向的是咨询服务部的焊接专家或指定代表。
每当提及批准时,即应理解为书面批准。
1.4 本标准可作为订单的一部分附在其后。
2 矛盾与偏差2.1 本标准与其它适用的沙特阿美工程标准、材料系统规格、标准图纸或行业标准、规定和表格相矛盾时,应由公司或买方代表同达兰沙特阿美咨询服务部经理进行书面认定解决。
2.2 将所有试图脱离本标准要求的申请以书面的形式报送公司或买方代表,由其依据公司内部程序文件SAEP-302将申请书报送至达兰沙特阿美咨询服务部经理。
3 参考文件除非另有说明,则本标准中提及的所有规定、标准和图纸均为最新版本(包括修订、附录、补充),并组成本标准的一部分。

第49卷第1期2021年02月造船技术Zaochuan JishuVol.49No.1Feb.,2021文章编号:10003878(2021)01005705DOI:10.12225%.issn1000-387&2021.0120210113 2205双相不锈钢焊接工艺及耐腐蚀性能分析周弋琳12,陈阿静12,赵德龙12,包孔12,贾晨程12".上海振华重工(集团)股份有限公司,上海200125;2.上海海工装备智能焊接制造工程技术研究中心,上海200125)摘要:采用不同焊接工艺对2205双相不锈钢进行焊接,分析不同焊接工艺对焊接接头力学性能、微观组织及耐腐蚀性能的影响。
结果显示:在晶粒无明显长大时,焊缝及热影响区冲击韧性随奥氏体质量分数的增加而升高;采用熔化极气体保护焊(Gas Metal Arc Weldmg,GMAW)时,保护气体中加入N2可有效提高焊接接头各区域奥氏体质量分数,从而提高焊接接头力学性能及耐腐蚀性能;2205双相不锈钢母材及焊缝腐蚀速率均明显随腐蚀液质量分数的升高而增加。
优化双相不锈钢焊接工艺参数,保证其焊接接头具有良好的综合性能,对于该类材料构件及产品的制造、推广及使用意义重大。
关键词:2205双相不锈钢;GMAW;焊接工艺;耐腐蚀性能中图分类号:U671.83文献标志码:AAnalysis of Welding Technology and Corrosion Resistanceof2205Duplex Stainless SteelZHOU Yiln1-2,CHENAjing2,ZHAO Delong2,BAOKong2,JIA Chencheng12(1.Shanghai Zhenhua Heavy Industries Co.,Ltd.,Shanghai200125,China; 2.Shanghai EngineeringResearch Center of Marine Equipment Intelligent Welding,Shanghai200125,China)Abstract:2205duplex stainless steel is welded with the different welding technologies,and the influences ofdi f erent weldingtechnologiesonthe mechanicalproperties,microstructure,andcorrosionresistanceofwelding joint are analyzed.The results show that:when the grain does not grow significantly,the impacttoughnessofweldandheat-a f ectedzoneincreaseswiththeincreaseofaustenitemassfraction;whentheGasMetal Arc Welding(GMAW)is used,adding N2into the protective gas can e f ectively increase the austenitemassfractionina l areasofweldingjoint,soastoimprovethemechanicalpropertiesandcorrosionresistanceofweldingjoint;thecorrosionrateofbasematerialandweldof2205duplexstainlesssteelincreasesobviouslywiththeincreaseofcorrosionliquidmassfraction.Itisofgreatsignificanceforthemanufacture,promotionanduseofcomponentsandproductsof2205duplexstainlesssteeltooptimizeitsweldingtechnologyparametersandtoensureitsweldingjointagoodcomprehensiveperformance.Key words:2205duplex stainless steel;GMAW;welding technology;corrosion resistance0引言2205双相不锈钢因具有较高强度、韧性、耐腐蚀性能等而被广泛应用于造船、造纸、石油化工、海工装备制造、海水与废水处理等行业,是目前应用最广泛的双相不锈钢口双相不锈钢中铁素体相"相)与奥氏体相"相)约各占一半,以充分利用奥氏体不锈钢的优良韧性和焊接性,以及铁素体不锈钢的高强度和优良的耐腐蚀性3。
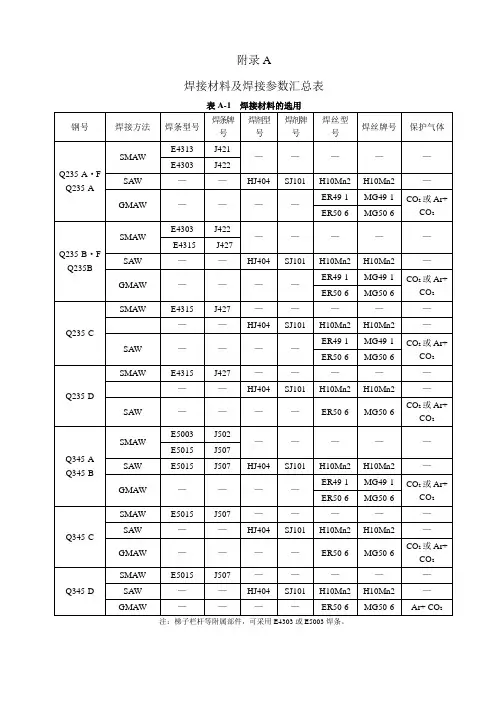
附录A
焊接材料及焊接参数汇总表
注:梯子栏杆等附属部件,可采用E4303或E5003焊条。
表A-2 气体保护焊焊接电流和焊接速度
表A-3 焊条电弧焊焊接规范
表A-4 埋弧焊电压和电流
表A-5 焊接环境不低于0℃预热温度之规定
表A-6 焊接环境低于0℃时的预热温度之规定
表A-7 船型焊的焊接工艺参数之规定(交流电源)
表A-8 埋弧横角焊的焊接工艺参数之规定(交流电源)
表A—9 常用埋弧焊接的用途及配用的焊丝
注:①焊接时焊接材料是要根据表A—1和A—9的规定合理选用焊接材料。
②重要焊接件在焊接选用焊接材料时应选用合金成分略高于母材的焊丝和中性焊剂。
③在不影响焊接质量的前提下要根据工厂实际情况选用合适的焊接材料。

角接焊缝埋弧焊工艺参数一、焊接作业环境(1)焊接作业区风速:当手工电弧焊超过8m/s,应设立防风棚或采取其他防风措施。
(2)焊接作业区的相对湿度不得大于90%。
(3)当焊件表面潮湿或有冰雪覆盖时,应采取加热去湿除潮措施(4)焊接作业区环境温度低于0℃时,应将构件焊接区各方向大于或等于二倍钢板厚度且不小于100mm范围内的母材,加热到20℃以上后方可施焊,且在焊接过程中均不应低于这一温度。
T型接头应比对接接头的预热温度高25~50℃。
二、焊接工艺参数(1)电源极性:采用交流电源时,焊条与工件的极性随电源频率而变换,电源稳定性较差。
采用直流电源时,工件接正极称为正接,工件接负极称为反接。
一般酸性焊条本身稳弧性较好,可用交流电源施焊。
碱性药皮焊条稳弧性较差,必须用直流反接才可以获得稳定的焊接电弧,焊接时飞溅较少。
(2)弧长与焊接电压:焊接时焊条与工件距离变化立即引起焊接电压的改变。
弧长增大时,电压升高,使焊缝的宽度增大,熔深减小。
弧长减小时则得到相反的效果,一般低氢型碱性焊条要求短弧、低电压操作才能得到预期的焊缝性能。
(3)焊接电流:焊接电流对电弧的稳定性和焊缝熔深有极为密切的影响。
焊接电流的选择还应与焊条直径相配合。
一般按焊条直径的约40倍值选择焊接电流。
如直径3.2mm 的焊条可使用的电流范围为100~140A,直径4.0mm的焊条为120~190A,但立、仰焊位置时宜减少15%~20%。
(4)焊接速度:焊接速度过小,母材易过热变脆,同时还会造成焊缝余高过大,成形不好。
焊接速度过大会造成夹渣、气孔、裂纹等缺陷。
(5)运条方式:手工电弧焊的运条方式有直线形式和横向摆动式。
在焊接低合金高强度结构钢材,要求焊工采用多层多道的焊接方法,在立焊位置摆动幅度不允许超过焊条直径的3倍;在平、横、仰焊位置禁止摆动,焊道厚度不超过5mm,以获得良好的焊缝性能。
(6)焊接层次:无论是角接法还是对接,均要根据板厚和焊道的厚度、宽度安排焊接层次、道次以完成整个焊缝。