焊接工艺参数
- 格式:doc
- 大小:83.35 KB
- 文档页数:12
焊接工艺参数的选择手工电弧焊的焊接工艺参数主要条直径、焊接电流、电弧电压、焊接层数、电源种类及极性等。
1.焊条直径焊条直径的选择主要取决于焊件厚度、接头形式、焊缝位置和焊接层次等因素。
在一般情况下,可根据表6-4按焊件厚度选择焊条直径,并倾向于选择较大直径的焊条。
另外,在平焊时,直径可大一些;立焊时,所用焊条直径不超过5mm;横焊和仰焊时,所用直径不超过4mm;开坡口多层焊接时,为了防止产生未焊透的缺陷,第一层焊缝宜采用直径为3.2mm的焊条。
表6-4 焊条直径与焊件厚度的关系mm焊件厚度≤23~45~12>12焊条直径23.24~5≥152.焊接电流焊接电流的过大或过小都会影响焊接质量,所以其选择应根据焊条的类型、直径、焊件的厚度、接头形式、焊缝空间位置等因素来考虑,其中焊条直径和焊缝空间位置最为关键。
在一般钢结构的焊接中,焊接电流大小与焊条直径关系可用以下经验公式进行试选:I=10d2 (6-1) 式中I ——焊接电流(A);d ——焊条直径(mm)。
另外,立焊时,电流应比平焊时小15%~20%;横焊和仰焊时,电流应比平焊电流小10%~15%。
3.电弧电压根据电源特性,由焊接电流决定相应的电弧电压。
此外,电弧电压还与电弧长有关。
电弧长则电弧电压高,电弧短则电弧电压低。
一般要求电弧长小于或等于焊条直径,即短弧焊。
在使用酸性焊条焊接时,为了预热部位或降低熔池温度,有时也将电弧稍微拉长进行焊接,即所谓的长弧焊。
4.焊接层数焊接层数应视焊件的厚度而定。
除薄板外,一般都采用多层焊。
焊接层数过少,每层焊缝的厚度过大,对焊缝金属的塑性有不利的影响。
施工中每层焊缝的厚度不应大于4~5mm。
5.电源种类及极性直流电源由于电弧稳定,飞溅小,焊接质量好,一般用在重要的焊接结构或厚板大刚度结构上。
其他情况下,应首先考虑交流电焊机。
根据焊条的形式和焊接特点的不同,利用电弧中的阳极温度比阴极高的特点,选用不同的极性来焊接各种不同的构件。
焊接工艺参数的选择/t14courses/1412-efmdljiaif/gangjiegou/9.HTM手工电弧焊的焊接工艺参数主要有焊条直径、焊接电流、电弧电压、焊接层数、电源种类及极性等。
1.焊条直径焊条直径的选择主要取决于焊件厚度、接头形式、焊缝位置和焊接层次等因素。
在一般情况下,可根据表6-4按焊件厚度选择焊条直径,并倾向于选择较大直径的焊条。
另外,在平焊时,直径可大一些;立焊时,所用焊条直径不超过5mm;横焊和仰焊时,所用直径不超过4mm;开坡口多层焊接时,为了防止产生未焊透的缺陷,第一层焊缝宜采用直径为3.2mm 的焊条。
表6-4 焊条直径与焊件厚度的关系mm焊件厚度≤23~45~12>12焊条直径23.24~5≥152.焊接电流焊接电流的过大或过小都会影响焊接质量,所以其选择应根据焊条的类型、直径、焊件的厚度、接头形式、焊缝空间位置等因素来考虑,其中焊条直径和焊缝空间位置最为关键。
在一般钢结构的焊接中,焊接电流大小与焊条直径关系可用以下经验公式进行试选:I=10d2 (6-1)式中I ——焊接电流(A);d ——焊条直径(mm)。
另外,立焊时,电流应比平焊时小15%~20%;横焊和仰焊时,电流应比平焊电流小10%~15%。
3.电弧电压根据电源特性,由焊接电流决定相应的电弧电压。
此外,电弧电压还与电弧长有关。
电弧长则电弧电压高,电弧短则电弧电压低。
一般要求电弧长小于或等于焊条直径,即短弧焊。
在使用酸性焊条焊接时,为了预热部位或降低熔池温度,有时也将电弧稍微拉长进行焊接,即所谓的长弧焊。
4.焊接层数焊接层数应视焊件的厚度而定。
除薄板外,一般都采用多层焊。
焊接层数过少,每层焊缝的厚度过大,对焊缝金属的塑性有不利的影响。
施工中每层焊缝的厚度不应大于4~5mm。
5.电源种类及极性直流电源由于电弧稳定,飞溅小,焊接质量好,一般用在重要的焊接结构或厚板大刚度结构上。
其他情况下,应首先考虑交流电焊机。
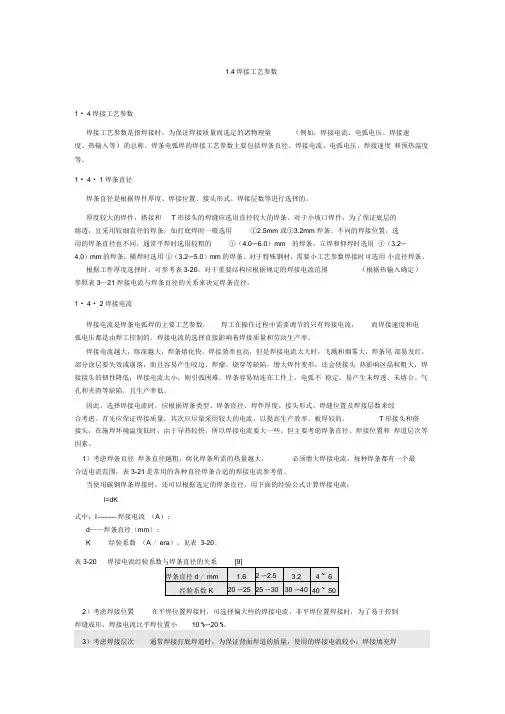
焊接工艺参数1.4 焊接工艺参数焊接工艺参数是指焊接时,为保证焊接质量而选定的诸物理量 ( 例如:焊接电流、电弧电压、焊接速度、热输入等 ) 的总称。
焊条电弧焊的焊接工艺参数主要包括焊条直径、焊接电流、电弧电压、焊接速度和预热温度等。
1.4.1 焊条直径焊条直径是根据焊件厚度、焊接位置、接头形式、焊接层数等进行选择的。
厚度较大的焊件,搭接和 T 形接头的焊缝应选用直径较大的焊条。
对于小坡口焊件,为了保证底层的熔透,宜采用较细直径的焊条,如打底焊时一般选用Φ2.5m m 或Φ3.2mm 焊条。
不同的焊接位置,选用的焊条直径也不同,通常平焊时选用较粗的Φ~mm 的焊条,立焊和仰焊时选用Φ~mm 的焊条;横焊时选用Φ~mm 的焊条。
对于特殊钢材,需要小工艺参数焊接时可选用小直径焊条。
根据工件厚度选择时,可参考表3-20。
对于重要结构应根据规定的焊接电流范围 ( 根据热输入确定 )参照表3—21焊接电流与焊条直径的关系来决定焊条直径。
1.4.2 焊接电流焊接电流是焊条电弧焊的主要工艺参数,焊工在操作过程中需要调节的只有焊接电流,而焊接速度和电弧电压都是由焊工控制的。
焊接电流的选择直接影响着焊接质量和劳动生产率。
焊接电流越大,熔深越大,焊条熔化快,焊接效率也高,但是焊接电流太大时,飞溅和烟雾大,焊条尾部易发红,部分涂层要失效或崩落,而且容易产生咬边、焊瘤、烧穿等缺陷,增大焊件变形,还会使接头热影响区晶粒粗大,焊接接头的韧性降低;焊接电流太小,则引弧困难,焊条容易粘连在工件上,电弧不稳定,易产生未焊透、未熔合、气孔和夹渣等缺陷,且生产率低。
因此,选择焊接电流时,应根据焊条类型、焊条直径、焊件厚度、接头形式、焊缝位置及焊接层数来综合考虑。
首先应保证焊接质量,其次应尽量采用较大的电流,以提高生产效率。
板厚较的,T 形接头和搭接头,在施焊环境温度低时,由于导热较快,所以焊接电流要大一些。
但主要考虑焊条直径、焊接位置和焊道层次等因素。


1.4 焊接工艺参数1.4 焊接工艺参数焊接工艺参数是指焊接时,为保证焊接质量而选定的诸物理量( 例如:焊接电流、电弧电压、焊接速度、热输入等) 的总称。
焊条电弧焊的焊接工艺参数主要包括焊条直径、焊接电流、电弧电压、焊接速度和预热温度等。
1.4.1 焊条直径焊条直径是根据焊件厚度、焊接位置、接头形式、焊接层数等进行选择的。
厚度较大的焊件,搭接和T 形接头的焊缝应选用直径较大的焊条。
对于小坡口焊件,为了保证底层的熔透,宜采用较细直径的焊条,如打底焊时一般选用Φ2.5mm 或Φ3.2mm 焊条。
不同的焊接位置,选用的焊条直径也不同,通常平焊时选用较粗的Φ(4.0~6.0)mm 的焊条,立焊和仰焊时选用Φ(3.2~4.0)mm 的焊条;横焊时选用Φ(3.2~5.0)mm 的焊条。
对于特殊钢材,需要小工艺参数焊接时可选用小直径焊条。
根据工件厚度选择时,可参考表3-20。
对于重要结构应根据规定的焊接电流范围( 根据热输入确定)参照表3—21焊接电流与焊条直径的关系来决定焊条直径。
1.4.2 焊接电流焊接电流是焊条电弧焊的主要工艺参数,焊工在操作过程中需要调节的只有焊接电流,而焊接速度和电弧电压都是由焊工控制的。
焊接电流的选择直接影响着焊接质量和劳动生产率。
焊接电流越大,熔深越大,焊条熔化快,焊接效率也高,但是焊接电流太大时,飞溅和烟雾大,焊条尾部易发红,部分涂层要失效或崩落,而且容易产生咬边、焊瘤、烧穿等缺陷,增大焊件变形,还会使接头热影响区晶粒粗大,焊接接头的韧性降低;焊接电流太小,则引弧困难,焊条容易粘连在工件上,电弧不稳定,易产生未焊透、未熔合、气孔和夹渣等缺陷,且生产率低。
因此,选择焊接电流时,应根据焊条类型、焊条直径、焊件厚度、接头形式、焊缝位置及焊接层数来综合考虑。
首先应保证焊接质量,其次应尽量采用较大的电流,以提高生产效率。
板厚较的,T 形接头和搭接头,在施焊环境温度低时,由于导热较快,所以焊接电流要大一些。
1.4焊接工艺参数1 • 4焊接工艺参数焊接工艺参数是指焊接时,为保证焊接质量而选定的诸物理量(例如:焊接电流、电弧电压、焊接速度、热输入等)的总称。
焊条电弧焊的焊接工艺参数主要包括焊条直径、焊接电流、电弧电压、焊接速度和预热温度等。
1 • 4 • 1焊条直径焊条直径是根据焊件厚度、焊接位置、接头形式、焊接层数等进行选择的。
厚度较大的焊件,搭接和T形接头的焊缝应选用直径较大的焊条。
对于小坡口焊件,为了保证底层的熔透,宜采用较细直径的焊条,如打底焊时一般选用①2.5mm 或①3.2mm 焊条。
不同的焊接位置,选用的焊条直径也不同,通常平焊时选用较粗的①(4.0〜6.0)mm 的焊条,立焊和仰焊时选用①(3.2〜4.0)mm 的焊条;横焊时选用①(3.2〜5.0)mm 的焊条。
对于特殊钢材,需要小工艺参数焊接时可选用小直径焊条。
根据工件厚度选择时,可参考表3-20。
对于重要结构应根据规定的焊接电流范围(根据热输入确定)参照表3—21焊接电流与焊条直径的关系来决定焊条直径。
1 • 4 • 2焊接电流焊接电流是焊条电弧焊的主要工艺参数,焊工在操作过程中需要调节的只有焊接电流,而焊接速度和电弧电压都是由焊工控制的。
焊接电流的选择直接影响着焊接质量和劳动生产率。
焊接电流越大,熔深越大,焊条熔化快,焊接效率也高,但是焊接电流太大时,飞溅和烟雾大,焊条尾部易发红,部分涂层要失效或崩落,而且容易产生咬边、焊瘤、烧穿等缺陷,增大焊件变形,还会使接头热影响区晶粒粗大,焊接接头的韧性降低;焊接电流太小,则引弧困难,焊条容易粘连在工件上,电弧不稳定,易产生未焊透、未熔合、气孔和夹渣等缺陷,且生产率低。
因此,选择焊接电流时,应根据焊条类型、焊条直径、焊件厚度、接头形式、焊缝位置及焊接层数来综合考虑。
首先应保证焊接质量,其次应尽量采用较大的电流,以提高生产效率。
板厚较的,T形接头和搭接头,在施焊环境温度低时,由于导热较快,所以焊接电流要大一些。
焊接工艺参数的选择焊接工艺参数(焊接规范)是指焊接过程中影响焊接过程正常进行和焊接质量的诸要素。
焊接工艺参数直接影响焊缝的形状、尺寸、焊接质量和生产率。
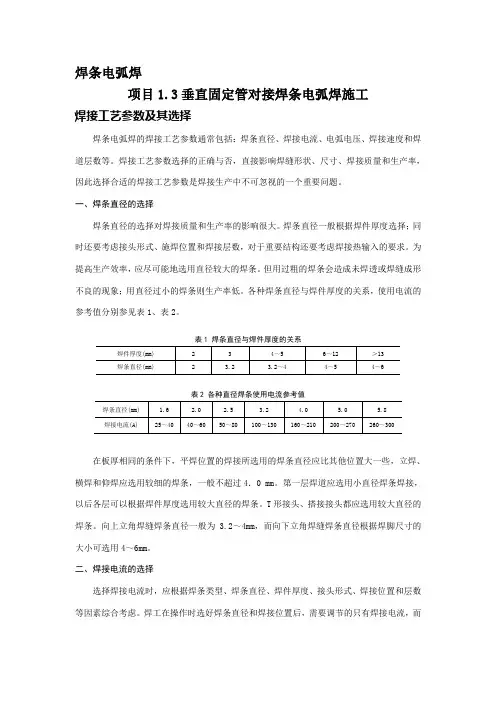
手工电弧焊的工艺参数主要有;焊条直径、焊接电流、焊接电压,焊接速度、焊接层数、电源种类及极性等。
1.焊条直径的选择。
为了提高生产率,应尽可能选用较大直径的焊条,但是用直径过大的焊条焊接,会造成来焊透或焊缝成形不良。
焊条直径的选择与下列因素有关。
(1)焊件厚度。
薄焊件选用较小直径的焊条,厚度较大的焊件应选用较大直径的焊条。
一般情况下,焊条直径与焊件厚度的选用关系可参见表4—1。
(2)焊缝位置。
相同板厚的焊件乎焊时焊条直径比其它位置大。
仰焊、横焊时最大直径不超过4mm,立焊最大直径不超过5 mm。
(3)焊接层数。
多层焊接第一层焊缝焊条直径较小,打底焊道常选3.2mm直径焊条,选用直径较大,会造成根部2.焊接电流的选择焊条电弧焊时,焊接电流的选择原则焊接电流是焊条电弧焊时的主要焊接参数。
焊接电流太大时,焊条尾部要发红,部分药皮的涂层要失效或崩落,机械保护效果变差,容易产生气孔、咬边、烧穿等焊接缺陷,并使焊接飞溅加大。
使用过大的焊接电流还会使焊接热影响区晶粒粗大,使接头的塑性下降;焊接电流太小时,会造成未焊透、未熔合等焊接缺陷,并使生产率降低。
因此,选择焊接电流首先应在保证焊接质量的前提下,尽量选用较大的电流,以提高劳动生产率。
焊接电流的过大或过小都会影响焊接质量,所以其选择应根据焊条的类型、直径、焊件的厚度、接头形式、焊缝空间位置等因素来考虑,其中焊条直径和焊缝空间位置最为关键。
在一般钢结构的焊接中,焊接电流大小与焊条直径关系可用以下经验公式进行试选:I=10d²式中:I ——焊接电流(A); d ——焊条直径(mm)。
另外,立焊时,电流应比平焊时小15%~20%;横焊和仰焊时,电流应比平焊电流小10%~15%。
另外焊工可在钢板试焊来判断电流是否合适,1).飞溅电流过大时,电弧吹力大,可看到有大颗粒的铁水向熔池外飞溅,焊接过程中爆裂声大,焊件表面不干净;电流太小时,焊条熔化慢,飞溅小,電弧吹力小、熔渣与铁水很难分离。

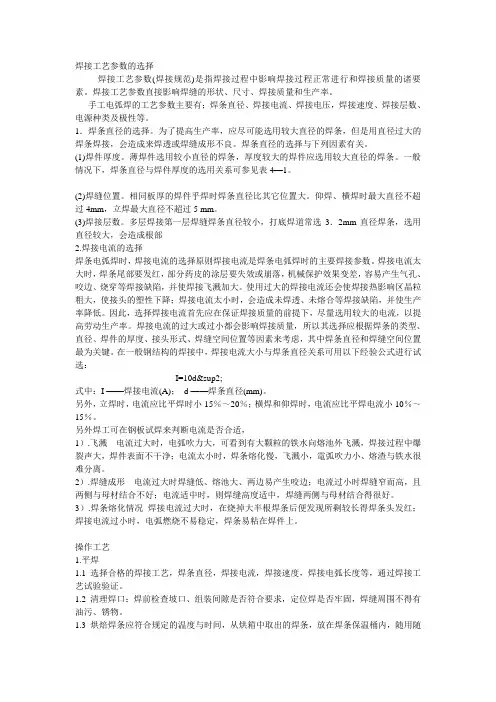
焊条电弧焊项目1.3垂直固定管对接焊条电弧焊施工焊接工艺参数及其选择焊条电弧焊的焊接工艺参数通常包括:焊条直径、焊接电流、电弧电压、焊接速度和焊道层数等。
焊接工艺参数选择的正确与否,直接影响焊缝形状、尺寸、焊接质量和生产率,因此选择合适的焊接工艺参数是焊接生产中不可忽视的一个重要问题。
一、焊条直径的选择焊条直径的选择对焊接质量和生产率的影响很大。
焊条直径一般根据焊件厚度选择;同时还要考虑接头形式、施焊位置和焊接层数,对于重要结构还要考虑焊接热输入的要求。
为提高生产效率,应尽可能地选用直径较大的焊条。
但用过粗的焊条会造成未焊透或焊缝成形不良的现象;用直径过小的焊条则生产率低。
各种焊条直径与焊件厚度的关系,使用电流的参考值分别参见表1、表2。
表1 焊条直径与焊件厚度的关系表2 各种直径焊条使用电流参考值在板厚相同的条件下,平焊位置的焊接所选用的焊条直径应比其他位置大一些,立焊、横焊和仰焊应选用较细的焊条,一般不超过4.0 mm。
第一层焊道应选用小直径焊条焊接,以后各层可以根据焊件厚度选用较大直径的焊条。
T形接头、搭接接头都应选用较大直径的焊条。
向上立角焊缝焊条直径一般为 3.2~4mm,而向下立角焊缝焊条直径根据焊脚尺寸的大小可选用4~6mm。
二、焊接电流的选择选择焊接电流时,应根据焊条类型、焊条直径、焊件厚度、接头形式、焊接位置和层数等因素综合考虑。
焊工在操作时选好焊条直径和焊接位置后,需要调节的只有焊接电流,而电弧电压和焊接速度是由焊工控制的。
焊接电流的选择是焊条电弧焊的主要工艺参数。
焊接电流越大,熔深越大,焊条熔化快,焊接效率也高。
如果焊接电流过小会使引弧困难,电弧不稳,造成未焊透、夹渣以及焊缝成形不良等缺陷,而且生产率低。
反之,焊接电流过大易产生咬边、焊穿,增加焊件变形和金属飞溅量,也会使焊接接头的组织由于过热而发生变化,降低焊接接头的韧性。
所以,焊接时要合理选择焊接电流。
焊接电流的大小主要根据焊条直径、焊条类型、焊件厚度、接头形式、焊缝空间位置以及焊接层次等因素来决定的。
电弧焊焊接工艺参数1.4焊接工艺参数1. 4焊接工艺参数焊接工艺参数是指焊接时,为保证焊接质量而选定的诸物理量(例如:焊接电流、电弧电压、焊接速度、热输入等)的总称。
焊条电弧焊的焊接工艺参数主要包括焊条直径、焊接电流、电弧电压、焊接速度和预热温度等.1. 4. 1焊条宜径焊条直径是根据焊件厚度、焊接位置、接头形式、焊接层数等进行选择的.庁度较大的焊件,搭接和T形接头的焊缝应选用宜径较大的焊条。
对于小坡口焊件,为了保证底层的熔透,宜釆用较细宜径的焊条,如打底焊时一般选用O2.5mm或<P3.2mm焊条。
不同的焊接位置,选用的焊条直径也不同,通常平焊时选用较粗的0(4.0〜6・0)mm的焊条,立焊和仰焊时选用<P(3.2〜 4.0)mm的焊条;横焊时选用0(3.2〜5・0)mm的焊条.对于特殊钢材,襦要小工艺参数焊接时可选用小宜径焊条。
根据工件厚度选择时,可参考表3-20.对于承要结构应根据规定的焊接电流范围(根据热输入确定)参照表3-21焊接电流与焊条直径的关系来决定焊条宜径.1. 4. 2焊接电流焊接电流是焊条电弧焊的主要工艺参数,焊工在操作过程中需要调节的只有焊接电流,而焊接速度和电弧电压都是由焊工控制的.焊接电流的选择直接影响着焊接质量和劳动生产率.焊接电流越大,熔深越大,焊条熔化快,焊接效率也离,但是焊接电流太大时,飞溅和烟雾大,焊条尾部易发红,部分涂层要失效或助落,而且容易产生咬边、焊瘤、烧穿等缺陷,增大焊件变形,还会便接头热影响区晶粒粗大,焊接接头的韧性降低;焊接电流太小,贝9引弧困难,焊条容易粘连在工件上,电弧不稳定,易产生未焊透、未熔合、气孔和夹渣等缺陷,且生产率低。
因此,选择焊接电流时,应根据焊条类型、焊条直径、焊件厚度、接头形式、焊缝位置及焊接层数来综合考老。
tr先应保证焊接质址,其次应尽量采用较大的电流,以提高生产效率。
板用较的,T形接头和搭接头,在施焊环境温度低时,由于导热较快,所以焊接电流要大一些。
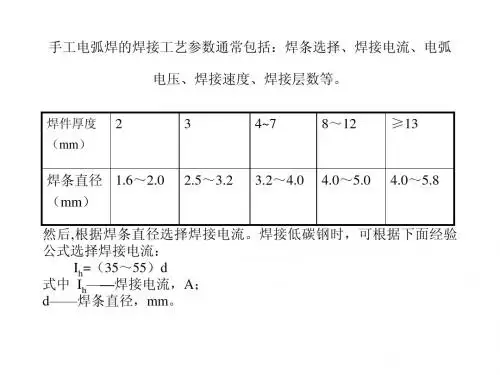
常见的焊接工艺参数
1.焊条直径与工件厚度
一般根据焊件的厚度选择焊条直径,焊条直径的选择还与焊接层数、接头形式、焊接位置有关。
立焊、横焊、开坡口多层焊的第一层施焊时应选用直径小一点的焊条。
工件厚度(mm) 2 3 4-7 8-12 ≥13
焊条直径(mm) 1.6-2.0 2.5-3.2 3.2-4.0 4.0-5.0
4.0-6.0
2.焊接电流与焊条直径
①焊接电流的选择可参考经验公式
I=(30-60)d
I——焊接电流(A)
d——焊条直径(mm)焊条直径小时,系数选下限,焊条直径大时,系数选上限。
②对于低、中碳钢,可用下式精确计算焊接电流:
I=43r3
I——焊接电流(A)
d——焊条半径(mm)
③焊接电流选择
焊条直径(mm) 2.0 2.5 3.2 4.0 5.0 6.0
焊接电流(A)50-60 70-90 100-130 160-200 200-2
50 250-300
④焊接速度
焊接速度指焊条沿焊缝方向向前移动的速度。
焊接速度太快,会导致焊道窄小,焊接波纹粗糙。
焊接速度太慢,会导致焊道过宽,且工件易被烧穿。
⑤电弧长度
电弧长度指焊条末端与起弧处工作表面间的距离。
由于电弧的高温使焊条不断熔化,所以必须均匀的将焊条向下送进,保持电弧长度约等于焊条直径,并尽量不发生变化。
⑥焊接层数
当工件厚度较大时,需要采用多层焊接,以保证焊缝质量。
一般每层厚度为焊条直径的0.8-1.2倍。
n=δ/d
式中n——焊接层数
δ——工件厚度(mm)(δ德尔塔,希腊字母)
d——焊条直径(mm)。
手工电弧焊的焊接工艺参数选择选择合适的焊接工艺参数,对提高焊接质量和提高生产效率是十分重要.焊接工艺参数(焊接规范)是指焊接时,为保证焊接质量而选定的诸多物理量.1、焊接电源种类和极性的选择焊接电源种类:交流、直流极性选择:正接、反接正接:焊件接电源正极,焊条接电源负极的接线方法。
反接:焊件接电源负极,焊条接电源正极的接线方法。
极性选择原则:碱性焊条常采用直流反接,否则,电弧燃烧不稳定,飞溅严重,噪声大,酸性焊条使用直流电源时通常采用直流正接。
2、焊条直径可根据焊件厚度进行选择。
一般厚度越大,选用的焊条直径越粗,焊条直径与焊件的关系见下表:焊件厚度(mm)234-56-12>13焊条直径(mm)23.23.2-44-54-63、焊接电流的选择选择焊接电流时,要考虑的因素很多,如:焊条直径、药皮类型、工件厚度、接头类型、焊接位置、焊道层次等。
但主要由焊条直径、焊接位置、焊道层次来决定。
(1)焊条直径焊条直径越粗,焊接电流越大。
下表供参考焊条直径(mm)1.62.02.53.24.05.06.0焊接电流(A)25-4540-6550-80100-130160-210260-270260-300(2)焊接位置平焊位置时,可选择偏大一些焊接电流。
横、立、仰焊位置时,焊接电流应比平焊位置小10~20%。
角焊电流比平焊电流稍大一些。
(3)焊道层次打底及单面焊双面成型,使用的电流要小一些。
碱性焊条选用的焊接电流比酸性焊条小10%左右。
不锈钢焊条比碳钢焊条选用的焊接电流小左右等。
总之,电流过大过小都易产生焊接缺陷。
电流过大时,焊条易发红,使药皮变质,而且易造成咬边、弧坑等到缺陷,同时还会使焊缝过热,促使晶粒粗大。
(4)电弧电压电弧电压主要决定于弧长。
电弧长,则电弧电压高;反之,则低。
在焊接过程中,一般希望弧长始终保持一致,而且尽可能用短弧焊接。
所谓短弧是指弧长焊条直径的0.5~1.0倍,超过这个限度即为长弧。
(5)焊接速度在保证焊缝所要求尺寸和质量的前提下,由操作者灵活掌握。
速度过慢,热影响区加宽,晶粒粗大,变形也大;速度过快,易造成未焊透,未熔合,焊缝成型不良好等缺陷。
(6)速度以及电压与焊工的运条习惯有关不用强制要求,但是根据经验公式,可知当电流小于600A时,电压取20+0.04I。
当电流大于600A时电压取44V。
参考资料:/jl16回答者: trilsen 焊接工艺参数的选择手工电弧焊的焊接工艺参数主要有焊条直径、焊接电流、电弧电压、焊接层数、电源种类及极性等。
1.焊条直径焊条直径的选择主要取决于焊件厚度、接头形式、焊缝位置和焊接层次等因素。
在一般情况下,可根据表6-4按焊件厚度选择焊条直径,并倾向于选择较大直径的焊条。
另外,在平焊时,直径可大一些;立焊时,所用焊条直径不超过5mm;横焊和仰焊时,所用直径不超过4mm;开坡口多层焊接时,为了防止产生未焊透的缺陷,第一层焊缝宜采用直径为3.2mm 的焊条。
表6-4焊条直径与焊件厚度的关系 mm2.焊接电流焊接电流的过大或过小都会影响焊接质量,所以其选择应根据焊条的类型、直径、焊件的厚度、接头形式、焊缝空间位置等因素来考虑,其中焊条直径和焊缝空间位置最为关键。
在一般钢结构的焊接中,焊接电流大小与焊条直径关系可用以下经验公式进行试选:I=10d²(6-1)式中I——焊接电流(A);d——焊条直径(mm)。
另外,立焊时,电流应比平焊时小15%~20%;横焊和仰焊时,电流应比平焊电流小10%~15%。
3.电弧电压根据电源特性,由焊接电流决定相应的电弧电压。
此外,电弧电压还与电弧长有关。
电弧长则电弧电压高,电弧短则电弧电压低。
一般要求电弧长小于或等于焊条直径,即短弧焊。
在使用酸性焊条焊接时,为了预热部位或降低熔池温度,有时也将电弧稍微拉长进行焊接,即所谓的长弧焊。
4.焊接层数焊接层数应视焊件的厚度而定。
除薄板外,一般都采用多层焊。
焊接层数过少,每层焊缝的厚度过大,对焊缝金属的塑性有不利的影响。
施工中每层焊缝的厚度不应大于4~5mm。
5.电源种类及极性直流电源由于电弧稳定,飞溅小,焊接质量好,一般用在重要的焊接结构或厚板大刚度结构上。
其他情况下,应首先考虑交流电焊机。
根据焊条的形式和焊接特点的不同,利用电弧中的阳极温度比阴极高的特点,选用不同的极性来焊接各种不同的构件。
用碱性焊条或焊接薄板时,采用直流反接(工件接负极);而用酸性焊条时,通常采用正接(工件接正极)。
焊接参数起主要作用。
电流过大飞溅很严重,适合的电流电压可以减少飞溅。
我焊的时候不带帽子。
基本没有什么飞溅。
还有个人的熟练程度,手不稳的话也会照成飞溅。
要看你用什么焊,手工电弧焊,气保焊手工电弧焊可能出现有以下几方面:1.电流过小 2.运条方法不正确 3.金属表面有杂物 4.焊机电压不稳定.5.焊接时有风 6.焊条质量气保焊可能出现有以下几方面:1.电流过小 2.运条方法不正确 3.金属表面有杂物 4.焊机电压不稳定 5.焊接时有风 6.焊丝质量气保焊操作常识影响焊接的因素多种多样,上一章节内容是我们对A120—400/500内在因素的分析和总结,对于其外在因素(主要指使用过程),我们结合实际情况并作了很多工艺试验,归纳如下,以供参考。
1. 焊接过程稳定性与规范匹配的关系1.1 在保证外围系统(送丝、导电)良好的前提下,建议:I<200A时,U=(14+0.05I)±2VI>200A(尤其是有加长线)时,电压略配高些U=(16+0.05I)±2V★最佳焊接规范的主要特征:a. 焊缝成形好。
b. 焊接过程稳定,飞溅小。
c. 焊接时听到沙、、、沙的声音。
d. 焊接时看到焊机的电流表、电压表的指针稳定,摆动小。
★最佳焊接规范的调整步骤:a. 根据工件厚度,焊缝位置,选择焊丝直径,气体流量,焊接电流。
b. 在试板上试焊,根据选择的焊接电流,细心调整焊接电压和电弧推力,最佳的焊接电压一般在1~2V之间。
c. 根据试板上焊缝成形情况,适当调整焊接电流,焊接电压,气体流量,达到最佳焊接规范。
d. 在工件上正式焊接过程中,应注意焊接回路,接触电阻引起的电压降,及时调整(微调)焊接电压,确保焊接过程稳定(针对工件比较大的情况)。
1.2 规范匹配不良的焊接现象及排除①当焊丝端头始终有滴状金属小球存在,且过渡频率偏低,此情况说明焊接电压偏高,加大送丝速度(焊接电流)或降低焊接电压以解决。
②当干伸长偏短时能正常焊接,稍长就出现顶丝问题。
说明焊接电压偏低,通过降低送丝速度(焊接电流)或升高焊接电压解决。
③要注意面板上旋钮状态:一般情况下,我们将推力旋钮按标准刻度向右偏2~3格。
电流偏大时, 建议把推力旋钮根据焊接过程的稳定性继续加大些,对于细焊丝Φ0.8、Φ1.0小电流(Φ0.8 I<80A、Φ1.0 I<100A),电弧推力可适当调小,这样做对电弧的柔韧性有好处。
④焊丝直径开关焊丝直径开关一定要选对,要与所使用焊丝直径相符。
2. 焊缝成型与焊接规范的关系2.1 焊接规范、板厚对成型的影响①一般 I=(20~30)δ,若δ>6mm一般应采用多层或多道、多层焊才能保证良好的成型。
②电流偏小,易出现焊缝铺展不开,成堆积状,尤其不开坡口的角焊缝。
③电流太大,易出现焊漏工件的现象。
五、二氧化碳气体保护焊和药芯焊丝电弧焊的安全操作技术二氧化碳气体保护焊和药芯焊丝电弧焊除遵守焊条电弧焊、气体保护焊的有关规定外,还应注意以下几点:(1)二氧化碳气体保护焊时,电弧温度约为6000~10000℃,电弧光辐射比手工电弧焊强,因此应加强防护。
(2)二氧化碳气体保护焊接时,飞溅较多,尤其是粗丝焊接(直径大于1.6mm),更产生大颗粒飞溅,焊工应有完善的防护用具,防止人体灼伤。
(3)二氧化碳气体在焊接电弧高温下会分解生成对人体有害的一氧化碳气体,焊接时还排出其他有害气体和烟尘,特别是在容器内施焊,更应加强通风,而且要使用能供给新鲜空气的特殊面罩,容器外应有人监护。
(4)二氧化碳气体预热器所使用的电压不得高于36V,外壳接地可靠。
工作结束时,立即切断电源和气源。
(5)装有液态二氧化碳的气瓶,满瓶压力约为0.5~0.7MPa,但当受到外加的热源时,液体便能迅速地蒸发为气体,使瓶内压力升高,受到的热量越大时,压力的增高越大。
这样就有造成爆炸的危险。
因此,装有二氧化碳的钢瓶,不能接近热源。
同时采取防高温等安全措施,避免气瓶爆炸事故发生。
因此,二氧化碳气瓶必须遵守《气瓶安全监察规程》的规定。
(6)大电流粗丝二氧化碳气体保护焊接时,应防止焊枪水冷系统漏水破坏绝缘并在焊把前加防护挡板,以免发生触电事故。
气保焊操作常识影响焊接的因素多种多样,上一章节内容是我们对A120—400/500内在因素的分析和总结,对于其外在因素(主要指使用过程),我们结合实际情况并作了很多工艺试验,归纳如下,以供参考。
1. 焊接过程稳定性与规范匹配的关系1.1 在保证外围系统(送丝、导电)良好的前提下,建议:I<200A时,U=(14+0.05I)±2VI>200A(尤其是有加长线)时,电压略配高些U=(16+0.05I)±2V★最佳焊接规范的主要特征:a. 焊缝成形好。
b. 焊接过程稳定,飞溅小。
c. 焊接时听到沙、、、沙的声音。
d. 焊接时看到焊机的电流表、电压表的指针稳定,摆动小。
★最佳焊接规范的调整步骤:a. 根据工件厚度,焊缝位置,选择焊丝直径,气体流量,焊接电流。
b. 在试板上试焊,根据选择的焊接电流,细心调整焊接电压和电弧推力,最佳的焊接电压一般在1~2V之间。
c. 根据试板上焊缝成形情况,适当调整焊接电流,焊接电压,气体流量,达到最佳焊接规范。
d. 在工件上正式焊接过程中,应注意焊接回路,接触电阻引起的电压降,及时调整(微调)焊接电压,确保焊接过程稳定(针对工件比较大的情况)。
1.2 规范匹配不良的焊接现象及排除①当焊丝端头始终有滴状金属小球存在,且过渡频率偏低,此情况说明焊接电压偏高,加大送丝速度(焊接电流)或降低焊接电压以解决。
②当干伸长偏短时能正常焊接,稍长就出现顶丝问题。
说明焊接电压偏低,通过降低送丝速度(焊接电流)或升高焊接电压解决。
③要注意面板上旋钮状态:一般情况下,我们将推力旋钮按标准刻度向右偏2~3格。
电流偏大时, 建议把推力旋钮根据焊接过程的稳定性继续加大些,对于细焊丝Φ0.8、Φ1.0小电流(Φ0.8 I<80A、Φ1.0 I<100A),电弧推力可适当调小,这样做对电弧的柔韧性有好处。
④焊丝直径开关焊丝直径开关一定要选对,要与所使用焊丝直径相符。
2. 焊缝成型与焊接规范的关系2.1 焊接规范、板厚对成型的影响①一般 I=(20~30)δ,若δ>6mm一般应采用多层或多道、多层焊才能保证良好的成型。