金属塑性加工工艺
- 格式:docx
- 大小:11.15 KB
- 文档页数:2

单日志页面显示设置网易首页网易博客金属塑性加工默认分类 2008-07-07 18:27 阅读620 评论0字号:大中小绪论一、金属塑性加工及其分类金属塑性加工是使金属在外力(通常是压力)作用下,产生塑性变形,获得所需形状、尺寸和组织、性能的制品的一种基本的金属加工技术,以往常称压力加工。
金属塑性加工的种类很多,根据加工时工件的受力和变形方式,基本的塑性加工方法有锻造、轧制、挤压、拉拔、拉深、弯曲、剪切等几类(见表0-1)。
其中锻造、轧制和挤压是依靠压力作用使金属发生塑性变形;拉拔和拉深是依靠拉力作用发生塑性变形;弯曲是依靠弯矩作用使金属发生弯曲变形;剪切是依靠剪切力作用产生剪切变形或剪断。
锻造、挤压和一部分轧制多半在热态下进行加工;拉拔、拉深和一部分轧制,以及弯曲和剪切是在室温下进行的。
1.锻造靠锻压机的锻锤锤击工件产生压缩变形的一种加工方法,有自由锻和模锻两种方式。
自由锻不需专用模具,靠平锤和平砧间工件的压缩变形,使工件镦粗或拔长,其加工精度低,生产率也不高,主要用于轴类、曲柄和连杆等单件的小批生产。
模锻通过上、下锻模模腔拉制工作的变形,可加工形状复杂和尺寸精度较高的零件,适于大批量的生产,生产率也较高,是机械零件制造上实现少切削或无切削加工的重要途径。
2.轧制使通过两个或两个以上旋转轧辊间的轧件产生压缩变形,使其横断面面积减小与形状改变,而纵向长度增加的一种加工方法。
根据轧辊与轧件的运动关系,轧制有纵轧、横轧和斜轧三种方式。
(1)纵孔两轧辊旋转方向相反,轧件的纵轴线与轧辊轴线垂直,金属不论在热态或冷态都可以进行纵轧,是生产矩形断面的板、带、箔材,以及断面复杂的型材常用的金属材料加工方法,具有很高的生产率,能加工长度很大和质量较高的产品,是钢铁和有色金属板、带、箔材以及型钢的主要加工方法。
(2)横轧两轧辊旋转方向相同,轧件的纵轴线与轧辊轴线平衡,轧件获得绕纵轴的旋转运动。
可加工加转体工件,如变断面轴、丝杆、周期断面型材以及钢球等。

金属成型工艺的类别
1. 塑性成型工艺,塑性成型工艺是指通过对金属材料施加压力,使其发生塑性变形,从而获得所需形状的工艺过程。
常见的塑性成
型工艺包括锻造、压铸、拉伸、挤压等。
2. 切削成型工艺,切削成型工艺是指通过切削金属材料的方法,将其加工成所需形状的工艺过程。
常见的切削成型工艺包括车削、
铣削、钻削、镗削等。
3. 焊接工艺,焊接工艺是指通过加热或施加压力,使金属材料
相互结合的工艺过程。
常见的焊接工艺包括电弧焊、气体保护焊、
激光焊等。
4. 粉末冶金工艺,粉末冶金工艺是指利用金属粉末或金属粉末
与非金属粉末混合后,通过压制和烧结等工艺形成零件的工艺过程。
5. 热处理工艺,热处理工艺是指通过加热、保温和冷却等方式,改变金属材料的组织结构和性能的工艺过程。
常见的热处理工艺包
括退火、正火、淬火、回火等。
以上是金属成型工艺的主要类别,不同的工艺类别在实际应用中往往会结合使用,以满足不同金属制品的加工需求。
希望以上回答能够全面地解答你的问题。
第二篇金属的塑性成形工艺金属塑性成形——在外力作用下,金属产生了塑性变形,以此获得具有一定形状、尺寸和机械性能的原材料、毛坯或零件。
此生产方法称金属塑性成形(也称压力加工)外力冲击力——锤类设备压力——轧机、压力机有一定塑性的金属——压力加工(热态、冷态)基本生产方法:1.轧制——钢板、型材、无缝管材(图6-1)(图6-2)2.挤压——低碳钢、非铁金属及其合金(图6-3)(图6-4)3.拉拔——各种细线材,薄壁管、特殊几何形状的型材(图6-5)(图6-6)4.自由锻——坯料在上、下砥铁间受冲击力或压力而变形(图6-7a)5.模锻——坯料在锻模模腔内受冲击力或压力而变形(图6-7b)6.板料冲压——金属板料在冲模之间受压产生分离或变形的加工方法(图6-7c)金属的原材料,大部通过轧制、挤压、拉拔等制成。
第六章金属塑性成形的工艺理论基础压力加工——对金属施加外力→塑性变形金属在外力作用下,使其内部产生应力——发生弹性变形外力>屈服应力塑性变形塑性变形过程中一定有弹性变形存在,外力去除后,弹性变形将恢复→“弹复”现象,它对有些压力加工件的变形和工件质量有很大影响,须采取工艺措施的保证产品质量。
§6-1 塑性变形理论及假设一、最小阻力定律金属塑性成形问题实质,金属塑性流动,影响金属流动的因素十分复杂(定量很困难)。
应用最小阻力定律——定性分析(质点流动方向)最小阻力定律——受外力作用,金属发生塑性变形时,如果金属颗粒在几个方向上都可移动,那么金属颗粒就沿着阻力最小的方向移动。
利用此定律,调整某个方向流动阻力,改变金属在某些方向的流动量→成形合理。
最小阻力定律示意图在镦粗中,此定律也称——最小周边法则二、塑性变形前后体积不变的假设弹性变形——考虑体积变化塑性变形——假设体积不变(由于金属材料连续,且致密,体积变化很微小,可忽略)此假设+最小阻力定律——成形时金属流动模型三、变形程度的计算变形程度——用“锻造比”表示拔长时锻造比为: T 拔=Fo/F镦粗时锻造比: Y 镦=Ho/H式中:H 0、F 0——坯料变形前的高度和横截面积H 、F ——坯料变形后的高度和横截面积T 锻=2~2.5 (要求横向力学性能)纵向Y 锻↑由Y 锻可得坯料的尺寸。
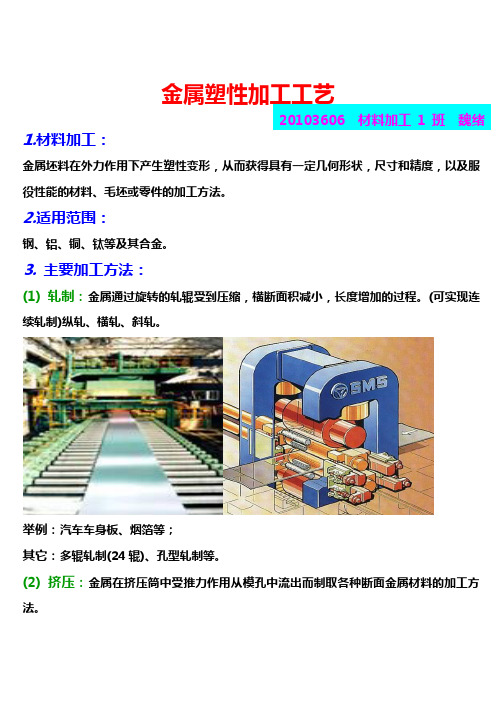
金属塑性加工工艺20103606 材料加工1班魏绪1.材料加工:金属坯料在外力作用下产生塑性变形,从而获得具有一定几何形状,尺寸和精度,以及服役性能的材料、毛坯或零件的加工方法。
2.适用范围:钢、铝、铜、钛等及其合金。
3.主要加工方法:(1) 轧制:金属通过旋转的轧辊受到压缩,横断面积减小,长度增加的过程。
(可实现连续轧制)纵轧、横轧、斜轧。
举例:汽车车身板、烟箔等;其它:多辊轧制(24辊)、孔型轧制等。
(2) 挤压:金属在挤压筒中受推力作用从模孔中流出而制取各种断面金属材料的加工方法。
定义:金属材料在挤压模内受压被挤出模孔而变形的加工方法。
挤压法非常适合于生产品种、规格、批数繁多的有色金属管、棒、型材及线坯。
正挤压—— 坯料流动方向与凸模运动方向一致。
反挤压—— 坯料流动方向与凸模运动方向相反。
举例:管、棒、型;其它:异型截面。
特点: ① 具有比轧制更为强烈的三向压应力状态图,金属可以发挥其最大的塑性,获得大变形量。
可加工用轧制或锻造加工有困难甚至无法加工的金属材料。
② 可生产断面极其复杂的,变断面的管材和型材。
卧式挤压机 正挤反挤③灵活性很大,只需更换模具,即可生产出很多产品。
④产品尺寸精确,表面质量好。
(3) 锻造:锻锤锤击工件产生压缩变形•定义:借助锻锤、压力机等设备对坯料施加压力,使其产生塑性变形,获得所需形状、尺寸和一定组织性能的锻件。
垂直方向(Z向)受力,水平方向(X、Y向)自由变形。
A.自由锻:金属在上下铁锤及铁砧间受到冲击力或压力而产生塑性变形的加工我国自行研制的万吨级水压机B.模锻:金属在具有一定形状的锻模膛内受冲击力或压力而产生塑性变形的加工。
举例:飞机大梁,火箭捆挷环等。
万吨级水压机模锻的飞机大梁、火箭捆挷环特点:在塑性变形中,能使坯料的粗晶粒破碎、疏松、孔隙被压实、焊合,锻件的内部组织和性能得到较大改善。
应用:锻造应用十分的广泛,可以生产几克重到200t以上各种形状的锻件,如各种轴类、曲柄和连杆。

金属塑性加工方法——旋压(一)
金属塑性加工是一种通过施加力和应变来改变金属形状和结构
的方法。
旋压是金属塑性加工的一种常见方法,它使用旋压机将金
属材料塑性变形成所需的形状。
旋压原理
旋压的原理是通过旋转金属材料来施加力和应变。
旋压机由一
个圆筒形的工件和一个将工件固定在轴上并施加旋转力的夹具组成。
在旋转的同时,夹具还会向工件施加一定的径向力。
这样,金属材
料就会在旋转和径向力的作用下发生塑性变形。
旋压过程
旋压过程可以分为以下几个步骤:
1. 原料准备:选择适合旋压的金属材料,并根据所需形状和尺
寸切割成合适的工件。
2. 夹具调整:将工件固定在旋压机的夹具上,并根据需要调整夹具的径向力。
3. 旋压加工:启动旋压机,使工件开始旋转。
同时,夹具会施加一定的径向力,使金属材料开始塑性变形。
4. 修整和检验:完成旋压加工后,对成品进行修整和检验,确保其达到质量要求。
旋压应用
旋压方法适用于许多金属材料,如铝、铜、不锈钢等。
它常用于制造圆形或柱状的工件,如轴承套、奖杯底座等。
旋压有许多优点,包括:
- 简单而高效的加工过程。
- 较低的材料浪费。
- 产生的工件表面质量高。
结论
旋压是一种常见的金属塑性加工方法,适用于制造圆形或柱状的工件。
它通过旋转金属材料和施加径向力来改变其形状和结构。
旋压具有简单高效、材料浪费少和工件表面质量高的优点。
在实际应用中,我们可以根据需要选择合适的金属材料和夹具参数来进行旋压加工。

金属塑性加工方法——滚压(一)简介滚压是一种常用的金属塑性加工方法,通过在金属工件上施加压力,将其通过滚动运动的方式使其形状发生变化。
本文将介绍滚压的基本原理、工艺流程和应用领域。
滚压原理滚压是一种通过挤压金属工件来改变其形状的加工方法。
它利用滚轮施加在金属工件上的压力,将其挤压成所需的形状。
滚压通常使用辊和工件之间的滚动运动来实现,这样可以减少工件与滚轮之间的摩擦,并且更容易控制加工过程中的变形。
滚压可以适用于各种金属材料,包括钢铁、铝合金等,广泛应用于制造业中。
滚压工艺流程滚压的工艺流程通常包括以下几个步骤:1. 准备工作:选择适当的滚轮、加工设备和工件材料,并确保它们的表面光洁度和几何尺寸的精度。
2. 装夹工件:将工件固定在滚压机床上,确保工件与滚轮之间的接触面积足够,并调整滚轮的位置和角度。
3. 加工过程:通过滚压机床施加压力,使滚轮与工件产生相对滚动运动,逐渐将工件挤压成所需形状。
4. 检测和调整:在加工过程中,及时检测工件的形状和尺寸,根据需要进行调整和修正。
5. 完成加工:当工件达到要求的形状和尺寸后,完成滚压加工,并进行后续的处理,如退火等。
滚压的应用领域滚压作为一种重要的金属塑性加工方法,在各个制造领域都得到了广泛应用。
以下是一些常见的滚压应用领域:1. 轧钢厂:在钢铁工业中,滚压被用于生产各种形状和尺寸的钢材,如槽钢、工字钢等。
2. 汽车制造:滚压被广泛应用于汽车制造过程中,用于生产车身零部件、发动机零件等。
3. 金属管道加工:滚压在金属管道加工中是一种常用的方法,用于改变管道的形状和尺寸。
4. 航空航天工业:滚压在航空航天工业中的应用也很广泛,用于制造飞机零部件、零件等。
结论滚压是一种常用且重要的金属塑性加工方法,通过施加压力和滚动运动,可以有效地改变金属工件的形状。
滚压的工艺流程相对简单,广泛应用于各个制造领域。
在实际应用中,需要根据具体需求选择适当的滚压设备和工艺参数,保证加工效果和产品质量。
金属塑性加工工艺
金属塑性加工工艺是一种将金属材料通过塑性变形而制成的工艺。
塑性加工是工程领
域中较为常见的一种加工方式,可以生产出各种不同形状和尺寸的金属制品,比如机床、
船舶、汽车、飞机、电子、家具等等。
本文将从几个方面介绍金属塑性加工工艺的一些基本知识。
1. 塑性加工的分类
塑性加工可以大致分为两类:热加工和冷加工。
热加工又分为锻造和轧制两种,冷加
工又分为拉伸、压缩、弯曲、挤压等几种。
不同的加工方式适用于不同的金属材料和加工
要求,其中最常用的是轧制和拉伸。
2. 加工流程
每一种塑性加工方式都有其独特的加工流程,但是每一种流程都包含了几个基本步骤,如下:
1) 选材:选择适合加工的材料。
2) 制备:对材料进行清理、切割和热处理(如有必要)。
3) 加工:进行塑性加工,通常包括粗加工和精加工两个阶段。
4) 检测:对加工后的制品进行外观检测、尺寸检查、化学成分检测等。
5) 打磨:对制品进行表面加工,包括研磨、抛光等。
6) 包装:对制品进行包装,以防止损坏。
与锻造等传统加工方式相比,塑性加工有以下优点:
1) 可以在较低的温度下进行加工,不会破坏材料的金属结构。
2) 通过加工可以获得更精确、更复杂的形状,可实现高度自动化生产。
3) 相比于锻造等加工方式,塑性加工可以轻松进行大批量生产,并且成本更低。
4. 材料的选择
在进行塑性加工之前,需要选择适合加工的材料。
不同金属材料的物理和化学性质都
有所区别,对于不同加工工艺的要求也不同。
使用不同材料的加工流程也不同。
如下是常
用的几种材料:
1) 铝:适合进行拉伸、挤压等冷加工流程。
总之,对于不同的加工工艺都需要选择不同的材料,以便在加工过程中获得最佳效果。
5. 结论。