第三章塑性加工
- 格式:doc
- 大小:2.08 MB
- 文档页数:13
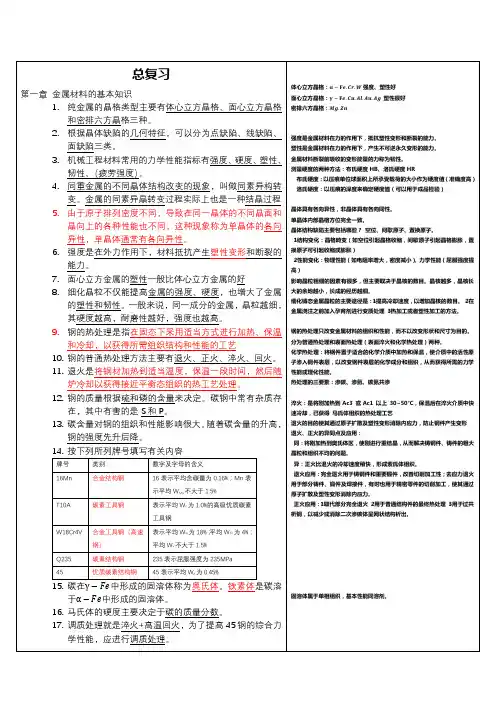
18.金属的塑性变形是在切应力作用下,主要通过滑移来进行的;金属中的位错密度越高,则其强度越高,塑性越差。
19.金属结晶的必要条件是一定的过冷度,金属结晶时晶粒的大小主要决定于其形核率。
20.用于制造渗碳零件的钢称为渗碳钢,零件渗碳后,一般需要经过淬火+低温回火才能达到表面硬度高而且耐磨的目的。
21.珠光体是铁素体和渗碳体组成的机械混合物22.冷变形金属在加热时随加热温度的升高,其组织和性能的变化分为3个阶段,即回复、再结晶、晶粒长大。
23.在实际生产中,常采用加热的方法使金属发生再结晶,从而再次获得良好塑性,这种工艺操作称为再结晶退火。
24.从金属学的观点来看,冷加工和热加工是以再结晶温度为界限区分的25.随着变形量的增加,金属的强度和硬度显著提高,塑性和韧性明显下降,这种现象叫做加工硬化。
26.实验室里开了六个电炉,温度分别为910℃、840℃、780℃、600℃、400℃、200℃,现有材料15钢、45钢、T12钢。
问:若要制作轴,一般选用45钢;进行调质处理(淬火+高温回火);获得回火索氏体;淬火为了获得马氏体,提高钢的强度、硬度和耐磨性,高温回火是为了去除淬火应力,得到稳定的组织,提高综合力学性能,保持较高强度的同时,具有良好的塑性和韧性。
27.Fe-Fe3C相图ECF、PSK的含义,亚共析钢从液态缓慢冷却到室温时发生的组织转变过程:L、L+A、A、A+F、P+F 塑性变形阻力增强,强度、硬度提升,固溶强化。
低碳钢的拉伸曲线:实际结晶温度低于理论结晶温度的现象称为过冷。
理论结晶温度与实际结晶温度之差为过冷度。
冷却速度越大,过冷度越大。
第二章铸造1.灰铸铁的组织是钢的基体加片状石墨。
它的强度比σb比钢低得多,因为石墨的强度极低,可以看作是一些微裂纹,裂纹不仅分割了基体,而且在尖端处产生应力集中,所以灰铸铁的抗拉强度不如钢。
2.灰铸铁为什么在生产中被大量使用?灰铸铁抗压强度较高,切削加工性良好,优良的减摩性,良好的消振性,低的缺口敏感性,优异的铸造性能。


第三章塑性成形一、思考题1. 常用的金属压力加工方法有哪些?各有何特点?2. 何为塑性变形?塑性变形的机理是什么?3. 碳钢在锻造范围内变形时,是否有加工硬化现象?4. 将直径150mm的圆钢,锻造成直径75mm的主轴。
试计算锻造比Y。
5. 铅的熔点327°C,鸨的熔点3380°Co铅在室温进行变形,鸨在900°C进行变形。
试判断它们属于何种塑性变形。
6. 用T12钢,锻造钳工用的刮刀,试用铁碳合金状态图,确定始锻温度及终锻温度,并简要说明理由。
7. 纤维组织是怎样形成的?它的存在有何利弊?8. 如何提高金属的塑性?最常有的措施是什么?9. “趁热打铁”的含意何在?10. 锻压工艺的成型特点是什么?锻件与铸件相比最显著的优点是什么?为什么?11. 为什么重要的巨型锻件必须采用自由锻造的方式制造?12. 重要的轴类锻件为什么在锻造过程中安排徹粗工序?13. 原始坯料长150mm若拔长450mm时,锻造比是?14. 试述自由锻、胎模锻和模锻的特点及适用范围。
15. 下列制品该选用那种锻造方法制作?活搬手(大批量)家用炉钩(单件)自行车大梁(大批量)铳床主轴(成批)大六角螺钉(成批)起重机吊钩(小批)万吨轮主传动轴(单件)16. 板料冲压生产有何特点?应用范围如何?17. 比较落料和拉深工序的凹凸模结构及间隙有什么不同?为什么?18. 冲模结构分为哪几类?各有何特点?19. 压力加工先进工艺有那些特点?20. 精密模锻需要那些措施才能保证产品的精度?21. 何谓超塑性?超塑性成形有何特点?22. 右图零件,用自由锻制坯,试修改零件结构设计不合理之处。
二、自测题判断题(正确的打",错误的打X)1. 金属塑性变形时只产生形状的变化,而不发生体积的变化。
()2. 可锻性是金属固有的一种属性,它不随压力加工方式的变化而变化。
()3. 冷拔可以提高产品的强度和表面质量。
()4. 金属经热锻并冷却后,锻件内部的晶粒沿变形方向拉长,并产生碎晶。
第3章塑性加工3.1 塑性加工概述
【导入新课】
欲使金属成形加工又不产生切屑有许多种方法:铸造是以热量将金属熔解后产生流动性而随同型腔作液态流动成形加工的方法;粉末冶金则是先将金属作成粉末状态,再以压力迫使在型腔中作粉态流动而成形加工;塑性加工(Plastic Working)是以压力作用在固态金属上,令其作固态流动而成形加工的方式,所需压力甚大。
金属塑性加工是具有悠久的历史的加工方法,早在两千多年前的青铜时期,我国劳动人民就已经发现铜具有塑性变形的能力,并掌握了锤击金属以制造兵器和工具的技术。
随着近代科学技术的发展,已经赋予塑性加工技术以崭新的内容和涵义。
但是,作为这一技术的理论基础——金属塑性加工理论则发展得较晚,直到20世纪40年代才逐渐发展成一门独立的应用学科。
【讲授新课】
3.1 塑性加工概述
(观看有关塑性加工的录像,让学生有一定的感性认识。
)
一、金属塑性加工及其分类
金属塑性加工是指金属在外力(通常是压力)作用下,产生塑性变形,获得所需形状、尺寸、组织性能的制品的一种基本的金属成形加工技术,也称压力加工。
塑性加工的成形加工效率很高,制造精度比铸造高,是目前制造业很倚重的制造方法。
诸如汽车的车壳、曲柄轴、弹簧、垫圈、车牌,家电产品的外壳、加热线圈、扣件、电线,轮船的甲板,建筑用的钢筋,化学工业的输送管,大型发电机的机轴等,都是塑性加工常见的制件例。
塑性加工如图3-1所示。
金属塑性加工方法的种类很多,根据加工时工件的受力和变形方式,塑性加工的基本方法有:
锻造
轧制依靠压力
挤压
拉拔
依靠拉力
拉深
弯曲——依靠弯矩
剪切——依靠剪切力
二、塑性加工的特点
1.材料的利用率较高。
2.产品的性能、尺寸精度和表面质量较高。
3.便于实现生产过程的连续化、自动化。
4.设备较庞大,消耗能量较高。
【课堂小结】
本次课主要是对塑性加工有一个感性认识,熟悉了塑性加工的概念,知道塑性加工的分类及其应用,塑性加工的特点,并了解塑性加工的一般流程。
锻造
轧制
挤压
一、塑性加工拉拔
拉深
弯曲
剪切
二、塑性加工的特点(学生上台总结,老师点评)
【课后作业】
课后演练:1、2
3.2 金属热变形加工
【导入新课】
金属的塑性加工分为热变形加工和冷变形加工,根据加工时工件的受力和变形方式,基本的塑性加工方法有锻造、轧制、挤压、拉拔、拉深、弯曲、剪切等几类。
其中锻造、轧制和挤压是依靠压力作用使金属发生塑性变形,多半在热态下进行加工。
本课题通过介绍锻造和轧制的形式以及方法和特点的介绍,希望同学们对金属的热变形加工有一定的初步了解。
【讲授新课】
3.2 金属热变形加工
一、锻造
锻造是指在加压设备和工(模)具作用下,使金属坯料产生局部或全部的塑性变形,以获得一定几何形状、尺寸和质量的锻件的加工方法。
1. 自由锻
自由锻是指用简单的通用工具,或在锻造设备的上、下砧块之间直接对坯料施加外力,使坯料发生变形,从而获得所需的几何形状及内部质量的锻件的加工方法。
自由锻分为手工锻和机器自由锻两种。
(1) 自由锻造设备
自由锻造设备主要有空气锤和水压机两类。
①空气锤:以压缩空气为工作介质,驱动锤头运动击打锻件,使其获得塑性变形的锻锤
(2) 自由锻造的基本工序
①镦粗:使毛坯高度降低,横截面面积增大的锻造工序称为镦粗。
②拔长:使毛坯横截面面积减小,长度增加的锻造工序称为拔长,又称为延伸。
③冲孔:在坯料上冲出通孔和不通孔(盲孔)的锻造工序称为冲孔。
④弯曲:采用一定角度或弧度的工(模)具将毛坯弯成所规定外形的锻造工序称为弯曲。
⑤切割:把板料或型材等切成所需形状和尺寸的坯料或工件的锻造工序称为切割。
(3) 自由锻常见的缺陷
①产生裂纹
②末端凹陷和轴心裂纹
③折叠
2. 模锻
模锻是指利用模具使毛坯变形而获得锻件的锻造方法。
模锻设备有蒸气—空气锤、螺旋压力机等。
3. 胎模锻
胎模锻是在自由锻设备上使用可移动模具(胎模)生产锻件的一种锻造方法。
适用于小批量生产中使用自由锻困难、模锻不经济的形状复杂的锻件生产。
(1) 整形模
①摔模
②扣模
(2) 成形模
①套模
②合模
(3) 切边冲孔模
主要用于切除飞边。
二、轧制
轧制是指使通过两个或两个以上旋转轧辊间的轧件产生压缩变形,使其横截面面积减小与形状改变,而长度增加的一种加工方法。
1. 纵轧
两轧辊旋转方向相反,轧件的纵轴线与轧辊轴线垂直。
2. 横轧
两轧辊旋转方向相同,轧件的纵轴线与轧辊轴线平行,轧件获得绕纵轴的旋转运动。
3. 斜轧
两轧辊旋转方向相同,轧件轴线与轧辊轴线成一定倾斜角度。
三、其他热变形加工法
挤压成形加工是将可塑性材料放置在挤压室中,施加压力,使其通过挤压成为断面均一的长条状制件。
【课堂小结】
本次课主要学习了金属热变形加工中的锻造与轧制加工,了解加工的特点,熟悉了设备和基本工序。
最后简要介绍了挤压加工。
自由锻:镦粗、拉拔、冲孔、弯曲、切割
一、锻造模锻
胎模锻:整形模、成形模
纵轧
二、轧制横轧
斜轧
三、其它热变形加工
挤压
【课后作业】课后演练:1—4
3.3 冲压
【导入新课】
板料冲压是利用冲模使板料变形或分离,从而获得具有一定形状尺寸的零件的压力加工方法。
加工材料均为板料,一般板料冲压是在再结晶温度以下进行,所以又叫冷冲压。
冷冲板料通常厚度不大于4mm。
当板料厚度超过8~10mm时,则需采用热冲压。
本课主要通过冲压原理、冲压设备、冲压方式的介绍,促使学生对金属的塑性加工——板料冲压有更进一步的了解。
【讲授新课】
3.2 冲压
一、冲压
冲压是用压力机通过模具对金属毛坯加压使其产生塑性变形成分离,从而获得具有一定形状、尺寸的零件的压力加工方法。
冲压加工的三要素:板料、模具和设备
冲压优点:(1)生产效率高
(2) 产品精度高
(3) 冲压可加工出尺寸范围较大、形状较复杂的零件
(4) 冲压一般没有切屑生成,材料的消耗较少
二、板料冲压
板料冲压是一种利用冲模使板料变形或分离的加工方法。
厚度不大于4 mm:冷冲压
厚度超过8 mm~10 mm 时:热冲压
板料冲压设备主要有冲床和剪床(简介其工作原理)
三、板料冲压的基本工序
1. 分离工序(重点讲清楚落料与冲孔的区别)
使板料的一部分与另一部分分开的工序称为分离工序,包括冲裁、剪切及修整。
(1) 冲裁
冲裁是利用冲模将板料按封闭的轮廓与坯料分离的一种冲压方法,分为落料和冲孔。
如果被分离的部分为成品,而周边是废料,则为落料;
如果被分离的部分为废料,而周边是成品,则为冲孔。
(a) 落料 (b) 冲孔
(2) 剪切
剪切是指将板料沿着不封闭的曲线分离的一种冲压方法,可分切断和切口。
两部分板料沿着不封闭曲线完全分离的称为切断。
部分的分离且分离部分的材料发生弯曲的称为切口。
(a )切断
(b)切口
(3) 修整
利用修整模沿冲裁件的外缘或内孔刮除在一层薄薄的切屑,以提高冲裁件加工精度和降低表面粗糙度。
3. 变形工序
使板料发生塑性变形,以获得规定形状的工序称为变形工序。
(1) 弯曲
弯曲时,板料内侧受压,外侧受拉。
(2) 拉深
拉深又称拉延,是变形区在一拉一压的应力状态作用下使板料成形为空心件而厚度基本不变的加工方法,
想一想:1. 切口与切断有什么区别?
2. 弯曲和拉深有什么区别?
3. 金属在进行弯曲加工时,怎样避免金属被拉裂?原因是什么?
【课堂小结】
本次课主要学习了冲压的工艺过程和冲压的原理,通过学习掌握了板料冲压的加工过程及注意特点。
了解了冲压加工的特点。
分离工序:冲裁、剪切、修整
一、板料冲压
变形工序:拉伸、弯曲
【课后作业】
课后演练:1—3。