组装流程图
- 格式:doc
- 大小:25.00 KB
- 文档页数:2
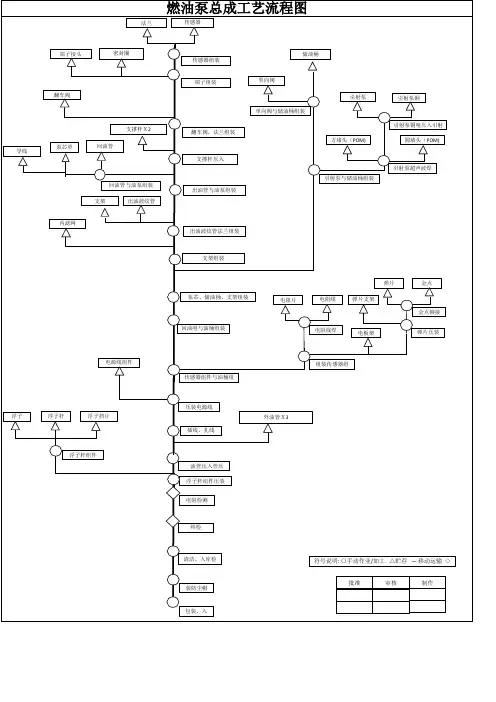
一、装配流程
1)零部件进厂
2)零部件检测
3)零部件入库
4)装配
二、内部电源安排
根据车间内部布置图建议:车间每根柱子安装一个高度约
1.5m 左右的开关控制箱,箱内安装三相五线制的总电源控制开关和1p10A
的分段控制开关。
为节省电费每个开关只控制一盏灯,最多两盏。
另带有漏电短路保护的插座控制开关,3p32-63A 的自动开关做为临时和备用三相电源,应急的功能插座等。
线路的架设从车间总配电柜到各控制箱用地下电缆沟和地上穿线管方式连接。
线质使用四芯电缆,箱内线建议使用多股铜质线。
灯使用带有触发器的卤化钠灯,每个工作台至少一盏,各通道应安装多盏同型号的灯,控制开关应接到就近的开关箱内。
三、总装车间内部工作位安排
第一跨(10t 行车)
存放10t 一下零部件,叉车行车配合使用,另设办公室、休息室等。
第二跨(75t行车)
车间地面中间安装导轨,两边为安装工位。
整机装配完成后通过导轨运至测试区(测试区在车间靠近机舱罩安装工位处)。
测试完成后运至机舱罩装配区,机舱罩装配完成后直接出厂。
(详细内容见附图)
第三跨(25t行车)
进行轮毂、偏航系统装配、轮毂测试、底座装配前的清理。
另外存放齿轮箱、电机、底座等大型零部件(工位安排见附图)。