装配工艺流程图1
- 格式:xls
- 大小:115.50 KB
- 文档页数:1


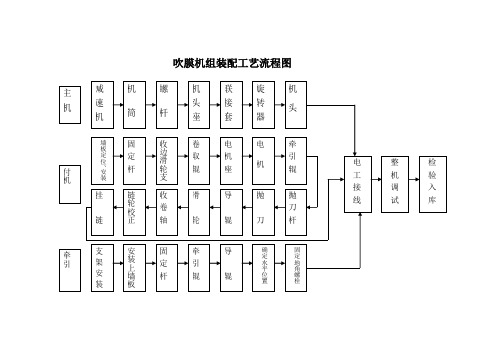
吹膜机组装配工艺流程图吹膜机组主要由四个主要部分组成:主机部分、付机部分、牵引部分、电气部分。
主机部分组装过程:减速机→机筒→螺杆→机头座→联接套→旋转器→机头付机部分组装过程:墙板定位、安装→固定杆→收边滑轮支板→卷取辊→电机座→电机→牵引辊→抛刀杆→抛刀→导辊→滑轮→收卷轴→链轮校正→挂链牵引部分组装过程:支架安装→安装上墙板→固定杆→牵引辊→导辊→确定水平位置→固定地角螺栓电气部分:其它三部分组装完成后,由电工接线。
主要部件工艺流程:机头:毛坯→粗车→调质→精车→钻眼→电镀→安装辊:毛坯→下料→镶法兰→焊接→粗车→调整动平衡→磨光(挂胶)→精车编制/日期:吴庆斌/2002/3/1 校对/日期:廉万春/2002/3/1 批准/日期:廉杏春/2002/3/10编制/日期:吴庆斌/2002/3/1 校对/日期:廉万春/2002/3/1 批准/日期:廉杏春/2002/3/10编制/日期:吴庆斌/2002/3/1校对/日期:廉万春/2002/3/1批准/日期:廉杏春/2002/3/1编制/日期:吴庆斌/2002/3/1校对/日期:廉万春/2002/3/1批准/日期:廉杏春/2002/3/1编制/日期:吴庆斌/2002/3/1校对/日期:廉万春/2002/3/1批准/日期:廉杏春/2002/3/1编制/日期:吴庆斌/2002/3/1 校对/日期:廉万春/2002/3/1 批准/日期:廉杏春/2002/3/10编制/日期:吴庆斌/2002/3/1 校对/日期:廉万春/2002/3/1 批准/日期:廉杏春/2002/3/10编制/日期:吴庆斌/2002/3/1校对/日期:廉万春/2002/3/1批准/日期:廉杏春/2002/3/1编制/日期:吴庆斌/2002/3/1校对/日期:廉万春/2002/3/1批准/日期:廉杏春/2002/3/1编制/日期:吴庆斌/2002/3/1校对/日期:廉万春/2002/3/1批准/日期:廉杏春/2002/3/1。

投标设备的产品制造生产工艺水平说明、安装、验收标准及质量保证措施1.机组制造工艺流程机组装配工艺流程图:压缩机装配工艺流程图:2.安装及验收标准2.1机组进场2.1.1机组进场严格按照机组上所贴吊装位置及吊装孔进行吊装。
2.1.2机组进场吊装时检查机组外观无损伤。
2.1.3我公司生产的机组在电控箱中已经附带减震胶垫,请在机组就位时安装减震胶垫并固定。
2.2机组水系统安装2.2.1机组牢固安装于基础上并且周围有排水道。
2.2.2机组周边通风良好、有足够的维修空间。
2.2.3机组冷冻水、冷却水进水管处必须安装Y型过滤器。
2.2.4机组冷冻水、冷却水进、出水口管必须安装软连接、压力表、温度计、阀门,且都均工作正常。
2.2.5机组进、出水管路阀门后必须安装旁通管。
2.2.6水泵前必须安装Y型过滤器,后装软连接、止回阀及阀门。
2.2.7管路清洗时,进出水管接通旁通,污水未进机组,且要清洗干净。
(用水瓶盛水清澈)2.2.8冷冻水系统保压(约工作压力的1.5倍,不得低于0.6MPa)2.2.9所有水泵和冷却塔试运转正常,且能保证机组运行所需要求。
(冷却塔处理水量选型不得低于冷却水流量1.3倍)2.2.10冷却塔风机必须与机组连锁。
2.2.11水系统最低点需安装泄水阀。
2.2.12机房与每层的水系统必须安装自动排气阀,且调试时系统已充分排气。
冷冻水管网必须保温完全。
2.3机组配电安装2.3.1电源使用名牌标识电压并为机组专用,三项不平衡小于2%。
2.3.2总电源到主机各项间电源线必须采用铜线,严禁使用铝线。
2.3.3主机空气开关容量及进主机电源线线径参照随机附带说明书中所要求。
2.3.4接线正确无反相,且压紧无虚接。
2.4.5机组必须接地线且是主电源线线径的一半。
3.质量保证措施格力商用空调机组质量可靠性保证分布在生产前、生产中和生产后等三个阶段。
生产前质量保证新产品生产前的质量控制由技术部门与质量控制部一起参与方案评审、样机评审、确认评审。


化工工艺图(工艺安装和指导生产的重要技术文件)工艺流程图(方案流程图和施工流程图)、设备布置图和管路布置图一、方案流程图1方案流程图(流程示意图或流程简图)初步设计阶段示意性的展开图,并加有必要的标注与说明①设备的画法:用细实线画出设备的大致轮廓或示意图,一般不按比例,但应保持它们的相对大小。
②各设备之间的高低位置及设备上重要接管口的位置,应大致符合情况。
③在方案流程图中,同样的设备可只画一套;备用设备可以省略不画。
2工艺流程图的画法①用粗实线画出主要物料的工艺流程线,用箭头标明物料流向,并在流程线的起始和终了位置注明物料的名称、来源或去向。
②如遇流程线之间、或流程线与设备之间发生交错或重叠,而实际并不相连时,应将其中一条断开或曲折绕过,以使各设备间流程线的表达清晰明了、排列整齐。
③在方案流程图中,一般只画出主要工艺流程线,其它辅助流程线不必一一画出。
3位号与名称注写在流程图的上方或下方和靠近设备图形的显著位置列出设备的位号及名称。
或可将设备依次编号,并在图纸空白处按编号顺序集中列出设备名称。
但对于流程简单、设备较少的方案流程图也可以不编号,而将名称直接注写在设备的图形上。
(为了给工艺方案的讨论和施工流程图的设计提供更为详细具体的资料,还常将工艺工艺流程图中关于流量、温度、压力、液面以及成分分析等测量控制点画在方案流程图上,这种图与施工流程图比较接近。
方案流程图的图幅一般不做规定。
图框和标题栏亦可省略。
)二、施工流程图1、(工艺管道及仪表流程图或带控制点管道安装流程图)。
这种流程图应画出所有的生产设备和全部管道。
它是设备布置图和管道布置图的设计依据,并为施工安装、生产操作提供参考。
施工流程图的表达一般应包括以下几项内容:①带设备位号、名称和接管口的各种设备示意图。
②带管道号、规格和阀门等管件以及仪表控制点(测温、测压、测流量、分析点等)的各种管道流程线。
③对阀门等管件和仪表控制点图例符号的说明。
工艺流程图产品名称产品图号LED显示屏电缆AAA-1信号线制作流程电源线加工流程旧底图总号更改标记数量更改单号签名日期签名日期第3页项宏红2013.10 拟制共7页底图总号项宏红2013.10 审核第1册魏纤2013.10 标准化共1册工艺流程图产品名称产品图号LED显示屏电装AAA-2LED显示屏电装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第 4 页项宏红2013.10 拟制共7 页底图总号项宏红2013.10 审核第 1 册魏纤2013.10 标准化共1 册装配工艺过程卡片产品名称LED显示屏名称电装-元件加工产品图号AAA-3 图号装入件及辅助材料工作地工序号工种工序(步)内容及要求设备及工装工时定额序号代号、名称、规格数量1 电容、发光二极管电装车间装配工发光二极管加工:H=T(印制板厚度)+L(1.5mm)=3.1±0.2mm,电容成型按《元器件预加工典型工艺》GLL.780.0001要求加工,成型后电容引脚应垂直,剪切口无毛刺。
LED自动剪脚机手工发光二极管发光二极管加工:H=T(印制板厚度)+L(1.5mm)=3.1±0.2mm电容:成型后电容引脚应垂直,剪切口无毛刺。
H=3.1±0.2mm 旧底图总号底图总号更改标记数量更改单号签名日期拟制项宏红魏纤2013.10 审核魏纤2013.10标准化第5页共7 页批准描图: 描校:H工艺流程图产品名称产品图号LED显示屏封装AAA-4LED显示屏封装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第6 页项宏红2013.10 拟制共7 页底图总号项宏红2013.10 审核第1 册魏纤标准化共1 册工艺流程图产品名称产品图号LED显示屏组装AAA-5LED显示屏组装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第7 页项宏红2013.10 拟制刘凯2013.10共7 页底图总号项宏红2013.10 审核郭东超2013.10第 1 册魏纤2013.10 标准化共 1 册。