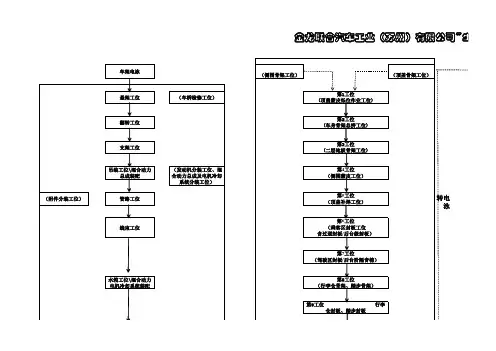
装配部生产流程图
- 格式:docx
- 大小:75.10 KB
- 文档页数:2

生产工艺流程图模板生产工艺流程图是一种图形化展示生产过程中各个环节和流程的文档,它可以帮助我们直观地了解生产过程的顺序和关联,以及每个环节和流程的具体要求和执行步骤。
下面是一个生产工艺流程图的模板,用于展示一个产品从原材料到成品的完整生产工艺流程。
1. 准备阶段:- 获取原材料:列出所需原材料的名称和数量,以及获取原材料的渠道。
- 运输原材料:说明原材料的运输方式和所需时间,以及将原材料运输到生产车间的具体流程。
- 储存原材料:描述将原材料存放在何处,以及原材料的储存条件和期限。
2. 加工阶段:- 加工步骤1:详细说明第一道工序的加工步骤,涉及的材料和工具,以及所需时间和操作要求。
- 加工步骤2:重复上述步骤,对所有工序进行描述,直到最后一个工序。
- 质量检验:说明每个工序完成后如何进行质量检验,以确保产品符合质量要求。
- 故障处理:指出如果在加工过程中发生故障或出现问题时,应采取哪些措施进行处理。
3. 装配阶段:- 零部件准备:说明在装配阶段中需要使用的零部件和数量,以及如何获取和储存这些零部件。
- 装配步骤1:详细描述第一道装配步骤,包括所需零部件和工具,以及操作要求和所需时间。
- 装配步骤2:重复上述步骤,对所有装配步骤进行描述,直到最后一个步骤。
- 完成装配:说明在装配完成后如何进行质量检验,以保证最终产品的质量。
4. 测试阶段:- 功能测试:列出对产品进行的功能测试项目和要求,以及测试所需的测试设备和时间。
- 安全性测试:说明产品安全性测试的内容和要求,以及测试所需的设备和时间。
- 可靠性测试:描述对产品进行的可靠性测试项目和要求,以及测试所需的设备和时间。
5. 包装和出厂:- 包装方式:指明产品的包装方式和包装材料,以及包装的具体步骤和要求。
- 标签和标记:说明在包装过程中如何对产品进行标签和标记,以及标签和标记的内容和要求。
- 出厂检验:详细描述产品出厂前的最后一道质量检验项目和要求,以确保出厂产品的质量。

某工业建筑工程有限公司装配式建筑PC构件产线生产流程编制:___________________单位:___________________时间: 2018 年元月5日目录前言 (1)一、PC构件生产线简介 (1)二、PC构件分类 (1)三、建筑部品 (2)第一节、PC生产线制作所需设备 (2)第二节、PC构件生产工艺流程 (2)四、描述与要求 (3)4.1模具模台清理◎ (3)4.2涂刷辅料、模具组装◎ (3)4.3检验(模具组装)◎ (4)4.4安装钢筋骨架及网片◎ (4)4.5布置预埋预留及水电管线安装◎ (5)4.6检验(隐蔽工程验收)◎ (6)4.7检验工装◎ (6)4.8布置保温板、连接件◎ (7)4.10预养护◎ (8)4.11提浆压面◎ (9)4.12养护◎ (9)4.13脱模翻板吊装◎ (10)4.15露骨料冲洗◎ (11)4.16检验、标识◎ (11)4.17自然养护 (12)4.16入库 (12)五、管理规定 (12)六、生产流程 (13)七、相关文件 (14)八、相关记录 (14)前言一、PC构件生产线简介PC是钢筋混凝土预制件的简称,目前,国内的装配式房屋建筑已经成为大势所趋,此种建筑方式更加的标准化、机械化、自动化,pc生产线能够实现住宅预制构件的批量生产,使传统的工地现浇式分散工作,转移到工厂预制加工,然后运输到工地,很大程度的节省了人力物力,也使得建筑流程更加的简洁规范,提高工作效率。
河南PC生产线制作专家—郑州玛纳为您深入讲解PC生产线。
二、PC构件分类预制梁、预制柱、预制外承重墙板、内承重墙板、外挂墙板、预制楼板、预制叠合楼板、预制楼梯、预制内隔墙板、预制阳台板。
三、建筑部品建筑部品是指通过先进的技术将外墙装饰、保温、防水、门窗、管线、集成卫生间、整体橱柜、储物间等室内建筑部品融合在一起,并采用标准化接口、工厂化生产、装配化施工,使墙体在满足承重功能的基础上又取得了更多有效的附加值。

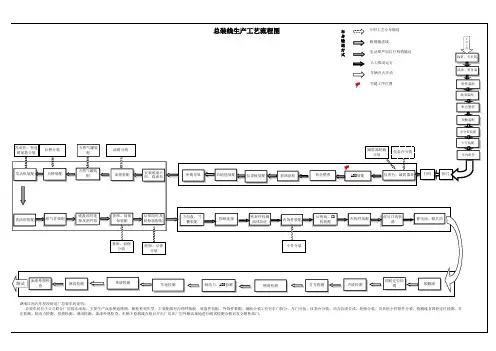
车间生产工艺流程图车间生产工艺流程图是指通过图形化的方式展示车间生产过程中的各个环节和工艺流程。
它可以清晰地展示产品在生产过程中所经过的各个工序和生产线,帮助管理人员和工人更好地理解和掌握生产流程,从而提高生产效率和产品质量。
一、车间生产工艺流程图的作用车间生产工艺流程图是车间生产管理中非常重要的工具,它的作用主要体现在以下几个方面:1. 了解生产流程:通过工艺流程图,可以清晰地了解产品在车间生产过程中所经过的各个工序和生产线,包括原材料的进货、加工、装配、检验等环节,有助于管理人员全面了解生产流程。
2. 优化生产流程:通过分析工艺流程图,可以找出生产过程中存在的瓶颈和问题,进而进行调整和优化,提高生产效率和产品质量。
3. 提高员工培训效果:工艺流程图可以作为培训教材,帮助新员工快速了解和掌握生产流程,减少培训成本和时间。
4. 质量控制和问题解决:通过工艺流程图,可以及时发现生产过程中的问题和质量异常,从而采取相应的措施进行调整和改进,确保产品质量。
二、车间生产工艺流程图的编制方法车间生产工艺流程图的编制需要遵循一定的方法和规范,以下是一般的编制流程:1. 收集相关信息:首先,需要收集与生产流程相关的各种信息,包括产品的设计图纸、工艺规程、设备清单、工序说明等。
2. 绘制流程图:根据收集到的信息,可以开始绘制工艺流程图。
一般来说,可以采用流程图、箭线图、框图等形式进行绘制。
在绘制过程中,需要标注每个工序的名称、工时、设备和材料等信息。
3. 审核和修订:绘制完成后,需要进行审核和修订。
可以邀请相关部门的专业人员进行审核,确保流程图的准确性和完整性。
4. 发布和使用:经过审核和修订后,工艺流程图可以发布并投入使用。
同时,需要将流程图在车间内进行张贴,方便工人参考和操作。
三、车间生产工艺流程图的示例下面是一个简化的车间生产工艺流程图示例,以汽车装配车间为例:1. 原材料进货:从供应商处购买汽车零部件和原材料。
完整版)生产机加工件工艺流程图制造工艺流程图如下:1.原材料入库:将原材料送入仓库。
2.原材料检查:检查原材料是否符合要求。
3.原材料储存:将原材料分别放置在不同的仓库中。
4.原材料分类:根据加工工艺将原材料进行分类。
5.原材料粗加工:将原材料进行初步加工。
C加工:使用CNC机床进行加工。
7.精加工:对产品进行精密加工。
8.线切割加工:使用线切割机进行加工。
9.零部件尺寸检验:对零部件的尺寸进行检验。
10.氧化、着色、抛光:进行表面处理。
11.零件组装:将零部件组装成产品。
12.产品装配:将产品进行组装。
13.激光打标:使用激光进行打标。
14.成品检验:对成品进行检验。
制造工艺流程表如下:NO 工程名称作业内容管理项目记录操作人员1 原材料入库将原材料送入仓库先入先出原材料出库表仓库检验2 原材料检查检查原材料是否符合要求 N/A 外部采购合同书,输入检验报告保管员3 原材料储存将原材料分别放置在不同的仓库中分规格保管作业日志精工车间4 原材料分类根据加工工艺将原材料进行分类按加工工艺分原材料出库表技术人员5 原材料粗加工将原材料进行初步加工按顺序进行作业日志精工车间6 CNC加工使用CNC机床进行加工尺寸生产作业指导书技术人员7 精加工对产品进行精密加工尺寸生产作业指导书技术人员8 线切割加工使用线切割机进行加工尺寸生产作业指导书技术人员9 零部件尺寸检验对零部件的尺寸进行检验尺寸检验报告技术人员10 氧化、着色、抛光进行表面处理表面管理作业日志精工车间11 零件组装将零部件组装成产品产品的结合性生产作业指导书技术人员12 产品装配将产品进行组装产品的结合性生产作业指导书技术人员13 激光打标使用激光进行打标作业日志技术人员14 成品检验对成品进行检验产品检验达标检验报告技术人员以上是机加工制造工艺流程图和制造工艺流程表。
我们将原材料进行分类、加工、精加工、线切割加工、零部件尺寸检验、氧化、着色、抛光、零件组装、产品装配、激光打标和成品检验。
内容描述责任部门标准表格制定《月销售计划表》销售部根据市场需求分析编制《月销售计划表》下达生产部、质检部、采购部、仓储部《月销售计划表》制定《生产指令单》销售部根据《销售合同》编制《生产指令单》下达生产部、质检部、采购部、仓储部《销售合同》《生产指令单》制定《新产品开发计划表》技术部根据《新产品开发流程》提出《新产品开发计划表》,经总经办审批后下达至生产部、质检部、采购部、仓储部。
总经办/技术部《新产品开发计划表》《新产品开发流程》提供《产品技术资料》研发部需提供《产品生产图纸》、《BOM表》、《关键零部件清单》《产品使用说明书》《产品随机配件清单》《产品易损件清单》给生产部和质检部技术中心研发部《产品生产图纸》、《产品BOM表》、《关键零部件清单》《产品使用说明书》《产品随机配件清单》《产品易损件清单》制定《月生产计划表》生产部调度长接到《月销售计划表》《生产指令单》或《新产品开发计划表》后,根据指令单要求进行产能评估,制定出《月生产计划表》或《新产品试制计划进度表》交厂长审批。
再将生产任务分配给调度员进行产品生产排程。
生产部《生产指令单》《新产品开发计划表》《月生产计划表》《新产品试制计划进度表》产品生产排程调度员根据《月生产计划表》《新产品试制计划进度表》及产品技术资料进行生产排程调度室《新产品试制计划进度表》《BOM表》整理1、按生产标准BOM表格式进行整理核对研发部提供的《产品BOM表》是否有误。
《BOM表》内需包括《产品总BOM清单》、《外购件清单》《标准件清单》《自制件清单》调度室《BOM表》编制《BOM》自制件清单尺寸规格2、根据图纸及工艺要求编制《BOM》中自制件下料尺寸规格。
注:A、板料类零件长宽方向加工余量留5mm,板厚加工余量2mm;B、圆钢类零件外圆留5mm加工余量,长度留2mm加工余量;C、异型零件注明“按图”及表示出零件最大外形尺寸即可。
调度室《BOM》编制《车间生产计划表》4、根据《BOM表》及《产品生产/试制计划进度表》核对库存后编制《车间生产计划表》。
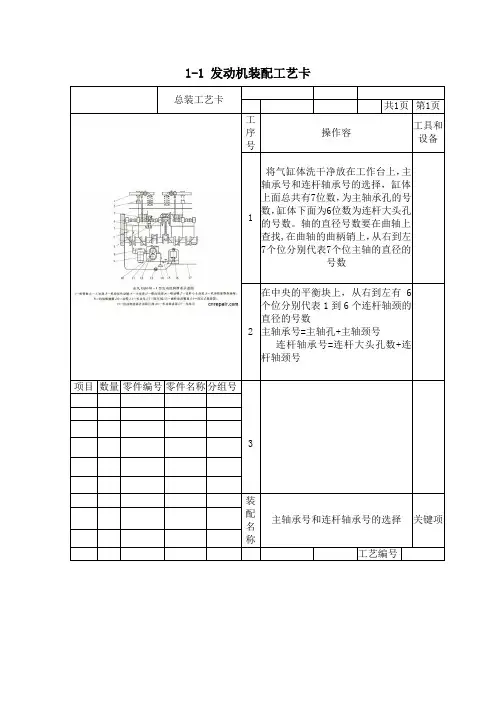
总装工艺卡共1页第1页工序号操作容工具和设备1将气缸体洗干净放在工作台上,主轴承号和连杆轴承号的选择,缸体上面总共有7位数,为主轴承孔的号数,缸体下面为6位数为连杆大头孔的号数。
轴的直径号数要在曲轴上查找,在曲轴的曲柄销上,从右到左7个位分别代表7个位主轴的直径的号数2 在中央的平衡块上,从右到左有6个位分别代表1到6个连杆轴颈的直径的号数主轴承号=主轴孔+主轴颈号连杆轴承号=连杆大头孔数+连杆轴颈号项目数量零件编号零件名称分组号3装配名称主轴承号和连杆轴承号的选择关键项工艺编号总装工艺卡共1页第1页工序号操作容工具和设备1安装之前要清洗油孔和螺丝孔(用压缩空气)。
把缸体正直平放。
安装主轴承,有油槽并且带油孔的安装轴承必须安装在轴承座孔中,主轴承必须正确安装,如果安装错误,可能堵住油孔,造成曲轴烧坏。
轴承安装好后,在每个轴承上涂一层机油。
2装曲轴,主轴承安装好,把曲轴放在缸体上,安放时应小心谨慎,接下来安装止推轴承,油槽面的方向,在前面的朝前方,在后面的止推轴承油槽面朝后方。
项目数量零件编号零件名称分组号安装时应根据主轴承盖上原来所到的记号,按照1到7 的顺序装好,并保证主轴承盖上向前的记号,朝向发动机前方,然后按照双中间到两边的原则,分两次到三次,将主轴承盖螺栓上紧到规定的扭矩。
3装配名称曲轴的安装过程关键项工艺编号总装工艺卡共1页第1页工序号操作容工具和设备1先把衬套用压力机压在连杆小头然后将活塞和连杆置于油中加热60~80摄氏度,取出后迅速擦净座孔,在衬套涂上一层润滑油,把连杆小头放入到活塞,把活塞销插入活塞,并用橡胶锤轻轻的敲击,直至配合到位,再装入挡圈。
2 安装时注意活塞的向前记号和连杆的向前记号都指向发动机前方。
在安装活塞之前要确认活塞和气缸套筒之间的间歇,选择适当厚度的厚薄规,放入气缸筒里面,然后插入活塞,这时活塞感到略微有阻力,说明间歇比较恰当,接下来判断活塞环在安装状态时的开口间歇应在规定的围,将活塞环顶入气缸套筒,用厚薄规测量其开口端的间歇,确定符合规定。
工艺流程图产品名称产品图号LED显示屏电缆AAA-1信号线制作流程电源线加工流程旧底图总号更改标记数量更改单号签名日期签名日期第3页项宏红2013.10 拟制共7页底图总号项宏红2013.10 审核第1册魏纤2013.10 标准化共1册工艺流程图产品名称产品图号LED显示屏电装AAA-2LED显示屏电装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第 4 页项宏红2013.10 拟制共7 页底图总号项宏红2013.10 审核第 1 册魏纤2013.10 标准化共1 册装配工艺过程卡片产品名称LED显示屏名称电装-元件加工产品图号AAA-3 图号装入件及辅助材料工作地工序号工种工序(步)内容及要求设备及工装工时定额序号代号、名称、规格数量1 电容、发光二极管电装车间装配工发光二极管加工:H=T(印制板厚度)+L(1.5mm)=3.1±0.2mm,电容成型按《元器件预加工典型工艺》GLL.780.0001要求加工,成型后电容引脚应垂直,剪切口无毛刺。
LED自动剪脚机手工发光二极管发光二极管加工:H=T(印制板厚度)+L(1.5mm)=3.1±0.2mm电容:成型后电容引脚应垂直,剪切口无毛刺。
H=3.1±0.2mm 旧底图总号底图总号更改标记数量更改单号签名日期拟制项宏红魏纤2013.10 审核魏纤2013.10标准化第5页共7 页批准描图: 描校:H工艺流程图产品名称产品图号LED显示屏封装AAA-4LED显示屏封装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第6 页项宏红2013.10 拟制共7 页底图总号项宏红2013.10 审核第1 册魏纤标准化共1 册工艺流程图产品名称产品图号LED显示屏组装AAA-5LED显示屏组装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第7 页项宏红2013.10 拟制刘凯2013.10共7 页底图总号项宏红2013.10 审核郭东超2013.10第 1 册魏纤2013.10 标准化共 1 册。
装配车间流程图一、引言装配车间是创造企业中非常重要的生产环节之一,它负责将零部件按照一定的顺序和方法组装成成品。
为了提高装配车间的生产效率和质量,需要制定一套清晰的流程图,以便员工能够明确各项工作任务和工作流程,从而提高工作效率和减少错误。
二、1. 接收零部件- 员工从仓库领取所需的零部件- 核对零部件数量和规格是否与工单要求一致- 将零部件放置在待装配区域2. 准备工作- 检查装配工具和设备的完好性和可用性- 清理工作台和工作区域,确保无杂物和障碍物- 准备装配所需的辅助材料和润滑剂3. 组装零部件- 根据工单要求和装配图纸,将零部件按照一定的顺序组装- 使用合适的工具和设备进行组装操作- 注意装配过程中的配件位置和装配顺序,确保正确性和安全性- 检查组装好的部件是否符合质量标准,如有问题及时调整和修复4. 质量检验- 对组装好的产品进行外观检查和功能测试- 检查产品是否存在缺陷、损坏或者装配错误- 记录检验结果并及时处理不合格品5. 包装和标识- 将合格的产品进行包装,确保安全运输和储存- 根据产品规格和要求,标识产品信息,如型号、批次号等- 准备发货清单和运输文件,确保产品准确送达目的地6. 清理和维护- 清理工作区域,归还工具和设备- 检查和维护装配设备,确保其正常运转- 记录和报告设备故障和维修需求7. 过程改进- 定期评估装配车间的工作流程和效率- 采集员工的意见和建议,寻觅改进的空间- 根据评估结果和反馈,制定改进计划并实施三、总结装配车间的流程图是指导员工工作的重要工具,它能够匡助员工明确各项工作任务和工作流程,提高工作效率和产品质量。
本文详细描述了装配车间的流程图,包括接收零部件、准备工作、组装零部件、质量检验、包装和标识、清理和维护以及过程改进等步骤。
通过遵循流程图,装配车间能够更好地完成工作任务,提高生产效率和产品质量。
生产任务执行流程
为了理顺生产加工的流程环节,保障生产任务的顺利交付,现制定生产任务执行全流程,具体要求如下:
一、生产任务执行流程图
二、过程活动说明:
三、附件(表格)
1、生产订单登记表
详见“生产订单登记表”
订单编号规则如下:
2011年09月07日签订的第一份订单
第1份
备注:订单编号应该与生产任务加工单保持一致。
2、生产任务加工单
订单编号:20110821-gzlj-01
3、标准件需求清单(包括油缸)
4、装配零件领取清单
组件名称:组件代号:
领用者:主管审批:公司领导:
5、生产异常处理申请
详见“生产异常处理申请表”
6、商务合同
详见“商务合同”
7、成套图样清单
产品名称:产品代号:图样张数:
8、产品原材料需求表
产品名称:产品代号:
编制:校对:批准:
四、各阶段需要的表单
1、设计阶段:生产加工定单、图样清单、标准件清单(包括油缸)、设计评审审批意见表
2、工艺设计阶段:工艺文件清单、原材料消耗清单
3、生产实施阶段:生产作业计划、个人工时单、生产异常处理表、装配零件领用表。