装配图
- 格式:docx
- 大小:75.53 KB
- 文档页数:13


装配图规范设计标准要求装配图是指将产品的零部件、工装夹具、设备等按照一定的排列顺序和关系进行图示表示的工程图,是工业设计、机械制造、设备安装等领域必不可少的重要工具。
为了保证装配图的准确性和一致性,提高工作效率和产品质量,通常会制定装配图规范设计标准来统一装配图的制作和使用。
一、格式规范装配图的格式规范包括图面尺寸、边框和标题栏设计等要求,以确保装配图的整体美观和易读性。
例如,装配图纸的图面尺寸应符合国家标准,边框和标题栏应清晰明确,包含重要的信息如图号、名称、编制人、日期等。
二、符号和图例装配图中使用的符号和图例应符合相关的国家标准,包括零部件图形符号、尺寸标注符号、链接关系符号等,以便工程师和技术人员能够准确理解图纸所表示的信息。
符号和图例的选择应简洁明了,具有通用性,方便在不同场合使用。
三、图件标识装配图中的每个零部件和工装夹具等都需要进行标识,以便进行识别和辨认。
常用的标识方式包括图件编号、名称、数量、材料等,标识应清晰可辨,与图纸中的零部件一一对应。
四、尺寸和公差装配图中的尺寸标注应符合设计要求,并采用适当的公差标注,确保装配图的准确性和一致性。
尺寸和公差的标注应简洁明了,规范中应指明公差的计算方法和表达方式,如线性公差、角度公差、平面公差等。
五、装配关系和顺序装配图需要清晰表示各个零部件之间的关系和顺序,以确保装配过程中的正确性和流畅性。
装配关系可以使用直线连接、箭头表示等方式表示,装配顺序可以使用数字或字母进行标注,同时配合相关的文字说明。
六、工艺要求装配图还需要包含一些工艺要求,如装配工艺、拆卸工艺、定位工艺等,以指导操作人员进行装配和维修。
工艺要求可以通过文字说明、标注和图示等方式进行表示,要求清晰明确,易于理解和操作。
七、图纸审查和修订装配图的设计标准还应包含图纸的审查和修订要求,以保证装配图的准确性和一致性。
图纸审查应根据标准流程进行,审核人员需要具备相关的技术知识和经验。





第8章 零件图与装配图零件图表达了机器零件的详细结构形状、尺寸大小和技术要求,它是用于加工、检验和生产机器零件的重要依据,画零件图和看懂零件图,是人们从事技术工作的基础。
装配图是用来表达机器或部件的工作原理、表达各组成零件的连接关系和零件间相互位置关系的一种图样。
对于一个机器或部件的设计,一般应先按设计要求画出装配图,然后再根据装配图拆画出各个零件图。
机器或部件的装配图和组成机器或部件的所有零件图,构成一套完整的图纸,在生产过程中,先根据零件图加工生产出全部零件,再根据装配图来完成机器或部件的组装,生产出合格的产品。
零件图和装配图的画图和看图是完成这一整个生产过程的基础。
§8-1 零件图的作用和内容一台机器是由若干个零件按一定的装配关系和技术要求装配而成,我们把构成机器的最小单元称为零件。
表达零件的结构、形状、大小和技术要求的图样称为零件图,如图8.1所示。
零件图是用于指导零件加工、检验的依据,是设计部门提交给生产部门的重要技术文件。
图8-1 端盖零件图一张完整的零件图包括下列内容:1. 一组视图用恰当的表达方法,完整、清晰地表达零件各部分的结构形状。
2. 完整的尺寸零件制造和检验所需的全部尺寸。
3. 技术要求用规定的符号、数字及文字注明零件制造和检验应达到的技术指标。
4. 标题栏图纸右下角的标题栏中填写零件的名称、材料、数量、比例、图号以及设计人员的签名等。
§8-2零件图的视图选择及尺寸注法一、零件图的视图选择图8-2 柱塞泵壳体主视图选择选择主视图: 主视图是一组图形的核心,主视图应尽可能多的表达零件结构形状,主视图的选择有下面两个问题。
1) 零件的放置位置:尽可能符合零件的加工位置或工作位置。
2) 主视图的投射方向:主视图应尽可能多的表达零件形状特征,并使视图中细虚线最少。
如图8-2所示的柱塞泵,按其工作位置放置后,其主视图的投射方向有A、B、C、D四个方向可供选择,若选B或C作为主视图的投射方向,均不能表达零件的形状特征。

1.锥面与件-07的锥面,保证接触面积大于80%2.零件13与零件14的装配面对主床身后模垫板的平行度不大于0.05mm3.所有相对运动的零件,要求运动自如,不得有卡死现象存在4.该装置接上润滑油后,检查所有相对运动的地方,必须有润滑油送到5.零件6与零件16、17、18、19组装后,间隙为0.07-0.10mm6.零件7与零件8组装后,接触线不得少于有效长度的80%7.紧固件装配8.链轮必须牢固的装在轴上,并且轴肩与链轮端面的间隙不得大于0.10mm;9.主动链轮和被动链轮齿的中心线应当重合,其偏移误差不得大于两链轮中心距的2/1000;10.装配前,所有的零件用煤油清洗,箱体内壁涂上两层不被机油浸蚀的涂料;11.齿轮啮合侧隙用铅丝检验,高速级侧隙应不小于0.211mm,低速级侧隙也不应小于0.211 mm;12.用涂色法检验齿面接触斑点:按齿高不小于40%,按齿长不小于50%;13.滚动轴承36207,36211的轴向调整间隙为0.04~0.07mm;14.剖分面涂密封胶或水玻璃,不允许使用任何填料;15.减速器内盛120号工业齿轮油;16.减速器外表面涂灰色油漆;基本要求1 必须按照设计、工艺要求及本规定和有关标准进行装配。
2 装配环境必须清洁。
高精度产品的装配环境温度、湿度、防尘量、照明防震等必须符合有关规定。
3 所有零部件(包括外购、外协件)必须具有检验合格证方能进行装配。
4 零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、砂粒、灰尘和油污等,并应符合相应清洁度要求。
5 装配过程中零件不得磕碰、划伤和锈蚀。
6 油漆未干的零件不得进行装配。
7 相对运动的零件,装配时接触面间应加润滑油(脂)。
8 各零、部件装配后相对位置应准确。
9 装配时原则上不允许踩机操作,特殊部位必须上机操作时应采取特殊措施,应用防护罩盖住被踩部位,操作者须穿平底步鞋以防止破坏漆膜,电瓶及非金属等强度较低部位严禁踩踏。



第10章装配图10.1 装配图概述任何机器都是由若干个零件按一定的装配关系和技术要求装配起来的。
图10-1是球阀的轴测装配图,由13个零件组成。
图10-2是表示球阀的装配图,这种用来表达机器或部件的图样,称为装配图。
10.1.1装配图的作用装配图主要表达机器或部件的结构形状、装配关系、工作原理和技术要求等内容。
设计时,一般先画出装配图,再根据装配图绘制零件图;装配时,则根据装配图把各零件装配成部件或机器;同时,装配图又是安装、调试、操作和检验机器或部件的重要参考资料。
由此可见,装配图是生产中主要的技术文件之一。
图10-1 球阀的轴测装配图1—阀体 2—阀盖 3—密封圈 4—阀芯 5—调整垫 6—螺杆 7—螺母8—填料垫 9—中填料 10—上填料 11—填料压紧套 12—阀杆 13—扳手10.1.2装配图的内容1.一组视图用一组视图表达机器或部件的工作原理、零件间的装配关系、连接方式,以及主要零件的结构形状。
如图10-2球阀装配图中的主视图采用全剖视,表达球阀的工作原理和各主要零件间的装配关系;俯视图表达主要零件的外形,并采用局部剖视表达扳手与阀体的连接关系;左视图采用半剖视,表达阀盖的外形以及阀体、阀杆、阀芯间的装配关系。
2.必要的尺寸用来标注机器或部件的规格尺寸、零件之间的配合或相对位置尺寸、机器或部件的外形尺寸、安装尺寸以及设计时确定的其它重要尺寸等。
3.技术要求说明机器或部件的装配、安装、调试、检验、使用与维护等方面的技术要求,一般用文字写出。
4.序号、明细栏和标题栏在装配图中,为了便于迅速、准确地查找每一零件,对每一零件编写序号,并在明细栏中依次列出零件序号、名称、数量、材料等。
在标题栏中写明装配体的名称、图号、比例以及设计、制图、审核人员的签名和日期等。
图10-2 球阀装配图10.2 装配图的表达方法第九章中介绍的机件的各种表达方法,在装配图的表达中同样适用。
但由于机器或部件是由若干个零件组成,装配图重点表达零件之间的装配关系、零件的主要形状结构、装配体的内外结构形状和工作原理等。

装配图定义:表示产品及其组成部分的连接、装配关系的图样。
装配图是表达设计思想及技术交流的工具,是指导生产的基本技术文件。
无论是在设计机器还是测绘机器时必须画出装配图。
简介装配图是表达机器或部件的图样,主要表达其工作原理和装配关系。
在机器设计过程中,装配图的绘制位于装配图零件图之前,并且装配图与零件图的表达内容不同,它主要用于机器或部件的装配、调试、安装、维修等场合,也是生产中的一种重要的技术文件。
作用在产品或部件的设计过程中,一般是先设计画出装配图,然后再根据装配图进行零件设计,画出零件图;在产品或部件的制造过程中,先根据零件图进行零件加工和检验,再按照依据装配图所制定的装配工艺规程将零件装配成机器或部件;在产品或部件的使用、维护及维修过程中,也经常要通过装配图来了解产品或部件的工作原理及构造。
内容1.一组视图装配图一组视图正确、完整、清晰地表达产品或部件的工作原理、各组成零件间的相互位置和装配关系及主要零件的结构形状。
2.必要的尺寸标注出反映产品或部件的规格、外形、装配、安装所需的必要尺寸和一些重要尺寸。
3.技术要求在装配图中用文字或国家标准规定的符号注写出该装配体在装配、检验、使用等方面的要求。
4.零、部件序号、标题栏和明细栏按国家标准规定的格式绘制标题栏和明细栏,并按一定格式将零、部件进行编号,填写标题栏和明细栏。
规定画法1. 零件间接触面、配合面的画法相邻接触面和配合面,只画一条轮廓线。
无论间隙大小,均要画成两条轮廓线。
装配图2.装配图中剖面符号的画法装配图中相邻两个金属零件的剖面线,必须以不同方向或不同的间隔画出。
同一零件的剖面线方向、间隔必须完全一致。
3.在装配图中,对于紧固件及轴、球、手柄、键、连杆等实心零件,若沿纵向剖切且剖切平面通过其对称平面或轴线时,这些零件均按不剖绘制。
如需表明零件的凹槽、键槽、销孔等结构,可用局部剖视表示。
特殊画法1、拆卸画法在装配图的某一视图中,为表达一些重要零件的内、外部形状,可假想拆去一个或几个零件后绘制该视图。
2、假想画法在装配图中,为了表达与本部件有在装配关系但又不属于本部件的相邻零、部件时,可用双点画线画出相邻零、部件的部分轮廓在装配图中,当需要表达运动零件的运动范围或极限位置时,也可用双点装配图画线画出该零件在极限位置处的轮廓。
3、单独表达某个零件的画法在装配图中,当某个零件的主要结构在其他视图中未能表示清楚,而该零件的形状对部件的工作原理和装配关系的理解起着十分重要的作用时,可单独画出该零件的某一视图。
4、简化画法(1).在装配图中,若干相同的零、部件组,可详细地画出一组,其余只需用点画线表示其位置即可。
(2).在装配图中,零件的工艺结构,如倒角、圆角、退刀槽、拔模斜度、滚花等均可不画。
其他规定1、一般规定(1)装配图中所有的零、部件都必须编写序号。
装配图(2)装配图中一个部件可以只编写一个序号;同一装配图中相同的零、部件只编写一次。
(3)装配图中零、部件序号,要与明细栏中的序号一致。
2、序号的编排方法1(1)装配图中编写零、部件序号的常用方法有三种(2)同一装配图中编写零、部件序号的形式应一致。
(3)指引线应自所指部分的可见轮廓引出,并在末端画一圆点。
如所指部分轮廓内不便画圆点时,可在指引线末端画一箭头,并指向该部分的轮廓.装配图(4)指引线可画成折线,但只可曲折一次。
(5)一组紧固件以及装配关系清楚的零件组,可以采用公共指引线。
(6)零件的序号应沿水平或垂直方向按顺时针或逆时针方向排列,序号间隔应可能相等。
3、标题栏及明细栏标题栏与明细栏(1)标题栏(GB/T10609.1—1989)装配图中标题栏格式与零件图中相同。
(2)明细栏(GB/T10609.2—1989)技术要求1、装配要求装配后必须保证的精度以及装配时的要求。
2、检验要求装配过程中及装配后必须保证其精度的各种检验方法。
装配图3、使用要求对装配体的基本性能、维护、保养、使用时的要求.绘制方法1、拟定表达方案(1)选择主视图画装配图时,部件大多按工作位置放置。
主视图方向应选择反映部件主要装配关系及工作原理的方位,主视图的表达方法多采用剖视的方法。
(2)选择其他视图其他视图的选择以进一步准确、完整、简便地表达各零件间的结构形状及装配关系为原则,因此多采用局部剖、拆去某些零件后的视图、断面图等表达方法。
2、装配图画图步骤(1 )选比例、定图幅、布图。
装配图(2)按装配关系依次绘制主要零件的投影。
(3)绘制部件中的连接、密封等装置的投影。
(4)标注必要的尺寸、编序号、填写明细表和标题栏,写技术要求。
读图方法1、读装配图的基本要求(1)了解部件的名称、用途、性能和工作原理。
(2)弄清各零件间的相对位置、装配关系和装拆顺序。
(3)弄懂各零件的结构形状及作用。
2、读装配图的方法和步骤(1 )概括了解由标题栏、明细栏了解部件的名称、用途以及各组成零件的名称、数量、材料。
(2)分析各视图及其所表达的内容(3)弄懂工作原理和零件间的装配关系(4)分析零件的结构形状3、由装配图拆画零件图装配图(1)拆画零件图时要注意的问题A在拆画零件图时,对那些未能表达完全的结构形状,应根据零件的作用、装配关系和工艺要求予以确定并表达清楚B拆画零件图时,除装配图上已有的与该零件有关的尺寸要直接照搬外,其余尺寸按比例从装配图上量取。
C标注表面粗糙度、尺寸公差、形位公差等技术要求时,应根据零件在装配体中的作用,参考同类产品及有关资料确定。
(2)拆图实例B尺寸标注C技术要求标注D填写标题栏,核对检查。
第三节装配图的识读通过识读装配图能够使我们了解到机器或部件的名称、规格、性能、功用和工作原理,了解零件的相互位置关系、装配关系及传动路线,了解使用方法、装拆顺序以及每个零件的作用和主要零件的结构形状等。
因此,掌握识读装配图的方法并提高识读配图的能力是非常重要的。
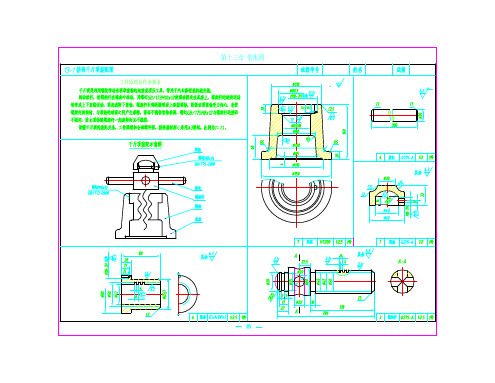
一、由于配图比零件图复杂得多,所以识读配图是一个由浅入深、由表及里、由此及彼的分析过程,下面以图6-4所示限位器配图为例来说明识读配图的方法和步骤。
1.概括了解从标题栏和明细栏中可以了解机器或部件的名称、功用;了解每种零件的名称、材料和数量及其在配图上的位置等。
图6-4限位器配图表达的是一个安装在车床导轨上限刀架位置移动的专用部件,名称为限位器。
该部件由6种共8个零件组成。
2.分析视图搞清楚装配图用了哪些视图,采用了什么表达方法,并分析各视图之间的投影关系,明确每个视图的表达重点以及零件之间的装配关系和联接方式等。
因为主视图是表达机器或部件装配关系和工作原理较多的一个视图,所以在分析视图时,应以主视图为主,再对照其他视图进行。
分析限位器装配图可知,该装配图由主视图、俯视图和左视图三个基本视图组成,在主视图和左视图中分别作了局部剖视。
通过投影关系分析和剖面线方向的判别,可看清主要零件的结构形状。
主视图主要表达螺杆(件1)、螺线(件2)和压板(件3)之间的联接关系。
左视图主要表达压板(件3)、螺钉(件4)、底板(件5)和垫圈(件6)之间的联接关系。
俯视图主要表达组成限位器各零件之间的前、后和左、右的相对位置关系。
另外,由主、左视图中的双点划线可知,车床导轨是夹在限位器的村板(件3)和底板(件5)之间,并由螺钉(件4)固定。
3 分析尺寸分析装配图中每个尺寸的作用,哪些是规格(性能)尺寸,哪些是装配尺寸,哪些是安装尺寸,哪些是外形尺寸等。
对于配合尺寸还应进一步搞清楚是哪两个零件之间的配合、配合性质及精度要求等。
如限位器装配图中,26是规格尺寸,说明该限位器可安装在导轨厚度为26mm的车床上。
M16-7H/7g-L是配合尺寸,说明压板(件3)上的螺纹孔与螺杆(件1)上的外螺纹的配合要求。
165、72、98是限位器的外形尺寸,为运输、包装提供了参考数据。
3.分析工作原理在视图和尺寸分析的基础上,从主视图着手逐步搞清楚每个零件的主要作用和基本形状,是运动还是固定件。
对固定件还应搞清楚它们的联接固定方式及是否能拆卸;对运动件还应搞清楚运动方式及运动传动路线。
由于大多数运动件还需要润滑,为此应了解采用什么润滑方式、储油装置等。
综合以上分析,就可以知道该机器或部件的工作原理和使用方法。
通过分析限位器的工作原理可知,在使用时,应先把限位器的底板(件5)和压板(件3)与车床表面接触,通过拧紧两个螺钉(件4),使底板(件5)和压板(件3)夹紧导轨来固定其位置。
然后通过调节螺杆(件1)时,应先松开螺母(件2),旋转螺杆(件1)使其轴向移动至所需的位置后,再拧紧螺母(件2)固定。
5.分析装拆顺序在分析工作原理后,还要进一步搞清楚其装拆方法和顺序在拆卸时要注意,对不可拆和过盈配合的零件应尽量不拆,以免影响或部件的性能和精度。
限位器的组装顺序为:首先用螺钉(件4)、垫圈(件6)将底板(件5)和压板(件3)联接在一起。
然后将螺母(件2)旋套在螺杆(件1)旋入压板(件3)的螺孔中,至此组装完毕。
限位6D的拆卸顺序与组装顺序正好相反。
6.读技术要求了解对装配方法和装配质量的要求,对检验、调试的特殊要求以及安装、使用中的注意事项等。
在限位器装配图中没有注写技术要求,说明限位器在装配、检验、调试和使用中没有特殊的要求。
二、识读滑动釉承装配田(见图6—5)式中的特殊要求以及安1.概括了解装配图的名称叫滑动轴承,滑动轴承是一种支承旋转轴的标准部件,从图中可知,滑动轴承由9种共14个零件组成.2.分析视图滑动轴承装配图由两个图形组成,一个是作了半剖视的主视图,一个是采用了拆卸画法的俯视图。
从主视图中可知,在轴承座(件1)与轴承盖(件2)之间装有上轴衬(件4)和下轴衬(件3),并由螺栓(件7)、螺母(件8)和垫圈(件9)将轴承盖(件2)与轴承座(件1)联接并紧固。
在上轴衬(件4)与轴承盖(件2)之间有一轴承固定套(件5),用于联接固定,在轴承盏(件2)的上方装有油杯(件6).3分析尺寸图中直径50H8、60为规格尺寸,表明该轴承只能用来支承轴颈基本尺寸为直径50mm的轴,且轴线到安装面的高度为60mm。
90H9/h9、65H9/f9为装配尺寸。
90H9/h9表明轴承座(件1)与轴承盖(件2)之间在左、右方向上的配合要求.65H9/f9表明轴承座(件1)与下轴衬(件3)、轴承盖(件2)与上轴衬(件4)之间在前、后方向上的配合要求。
90为两螺栓(件7)之间的相对位置尺寸。
180、直径17为安装尺寸。
240、80、152为外形尺寸。
4.分析工作原理滑动轴承在支承旋转轴工作时,被支承轴的轴颈与滑动轴承的上、下轴衬之间存在滑动摩擦力.为减小摩擦力,在滑动轴承顶部装有油杯,可供油进行润滑。
当上轴衬或下轴衬囤磨损而影响工作时,可拆卸进行更换。
滑动轴承采用了两副螺栓联接将轴承座和轴承盖紧固在一起,井紧紧包住了上、下轴衬。