模具厂编码命名规则
- 格式:doc
- 大小:1.89 MB
- 文档页数:10

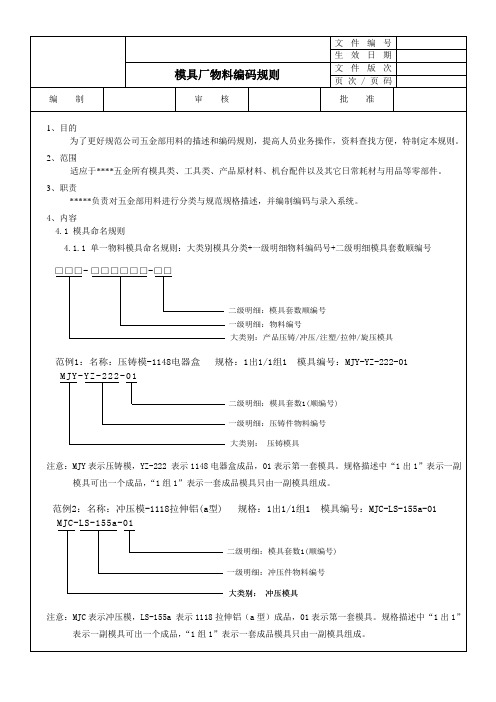
1、主题内容与适用范围本文件规定了本公司模具及相关配件图纸编号的组成及含义,适用于各种轮毂。
2、模具编号方法:模具编号采用三位英文大写字母+四位阿拉伯数字表示该年顺序号年号模具类型代号2.1.模具类型模具类型代号用三位英文大写字母表示。
2.1.1. 第一个字母为M代表模具;2.1.2. 第二个字母有Q、M两种Q表示汽车轮模具M表示摩托车轮模具2.1.3. 第三个字母有Z、D两种Z表示重力铸造模具D表示低压铸造模具2.2.年号用一位阿拉伯数字表示,取该模具进厂时间公元纪年的最后一位数字。
2.3.顺序号用三位阿拉伯数字表示,按该类型模具当年进厂先后顺序表示。
2.4.模具编号举例:MQZ02006:代表2002年第六套重力铸造汽车轮毂模具。
2.5.模具编号所代表的详细内容见《模具清单》。
3、模具总装图号:模具总装图号同模具编号4、模具配件图的编号方法:模具配件分为非标准件、标准件、系列标准件三种类型。
4.1、非标准模具配件的编号方法:非标准件的模具配件是指只能用于该套模具及其备模的配件,非标模具配件图的编号由所属模具编号+ —+配件号(1~2位阿拉伯数字)+ —+顺序号(一位英文大写字母)表示:顺序号配件号所属模具编号4.1.1非标模具配件的配件号必须和模具总装图配件栏保持一致。
4.1.2顺序号:顺序号由一位英文大写字母表示,表示同一部件名称的不同规格,从A~Z表示。
4.1.3配件编号举例:略4.2. 标准件的编号方法:模具标准件的编号由类别号+—识别号+序列号组成,类别号为4个英文大写字母,其中前三位字母的意义见2.1.1~2.1.3的描述。
第四位英文字母为B,标识标准件。
识别号由两位阿拉伯数字组成,代表具体的标准件名称,按照出图纸的先后顺序排列。
序列号由一位大写英文字母构成,表示不同的规格或适用范围。
如“MQDB-01B”类别号为MQDB表示低压汽车轮模具的标准件;识别号为01,表示所出的第一个标准件图纸(在我公司代表侧模拉杆);序列号为B,表示第二种规格,图中说明适用于20寸以上的模具。
文件号34.2 模具配件命名规则 4.2.1 模架命名规则:一级物料类别分类+二级物料分类+三级物料型号分类+规格尺寸流水号4.2.2 标准模架编码:作业指导书编 WI-JY-13-0007 生效日期 2015-09-18 模具厂物料编码规则文件版次 1.0 页次/页码 第4页共10页编 制审 核批 准4.2.3 附表(型号规格详见附件1)模具配件类大类别 中类类别中类类别中类类别 名称 代码 名称 代码 名称 代码 名称代码 模架 M01 压铸模架 YM 双节司筒 ST02 蓝色弹簧 TH01 模具标准配件 M02 注塑模架 ZM 导柱 DZ01 红色弹簧 TH02 模具自制件M03板件 ZB01 导套 DS01 六角头螺栓 LS01 圆料 ZY01 一级冲头 CT01 内六角无头螺丝 LS02 单节圆顶针 YD01 二级冲头 CT02 内六角螺丝 LS03 双节圆顶针 YD02 三级冲头 CT03 六角螺母LS04 扁顶针 BD01 定位销 DW01 a 、大水口系统 b 、简化型细水口系统c 、细水口系统页次/页码编制审核批准4.4.2 附表加工工具类三级物料类别三级物料类别三级物料类别三级物料类别名称代码名称代码名称代码名称代码直柄中心钻头SS01 95°内孔车刀HW09 A型刀片NA01 直柄面铣刀SD01 直柄麻花钻头SS02 90°内孔车刀HW10 B型刀片NB01 直柄立铣刀SD02 直柄铰刀SS03 45°内孔车刀HW11 C型刀片NC01 直柄键槽铣刀SD03 锥柄麻花钻头TS01 内螺纹车刀HW12 D型刀片ND01 直柄T形铣刀SD04 锥柄铰刀TS02 内切槽车刀HW13 E型刀片NE01 直柄球头铣刀SD05 直槽丝锥(公制) ZC01 75°外圆车刀HW14 H型刀片NH01 锥柄面铣刀TD01 刃倾角丝锥(公RJ01 B型切断车刀HW15 K型刀片NK01 锥柄立铣刀TD02 制)螺旋槽丝锥(公LX01 外螺纹车刀HW16 L型刀片NL01 锥柄键槽铣刀TD03 制)挤压丝锥(公制) JY01 V带轮车刀HW17 M型刀片NM01 锥柄T形铣刀TD04 70°外圆车刀HW01 外圆刀杆CW01 O型刀片NO01 圆柱形铣刀DH01 45°端面车刀HW02 内圆刀杆CW02 P型刀片NP01 三面刃铣刀DH02 95°外圆车刀HW03 外螺纹刀杆CW03 R型刀片NR01 锯片铣刀DH03 切槽车刀HW04 内螺纹刀杆CW04 S型刀片NS01 模数铣刀DH04 90°端面车刀HW05 外切槽刀杆CW05 T型刀片NT01 凸圆弧铣刀DH05 90°外圆车刀HW06 内切槽刀杆CW06 V型刀片NV01 凹圆弧铣刀DH06 A型切断车刀HW07 数控铣刀杆CW07 W型刀片NW0175°内孔车刀HW08数控刀片型号附件1五金模具配件分类表序号大类别中类类别模架标准编号或材质(例)型号规格图片名称代码名称代码名称代码1模架M01 压铸模架YM详见4.2.2AI型/150×150/A25×B252 注塑模架ZM AI型/150×150/A25×B25 3模具配件M02单节圆顶针YD01 SKH51 G03材质/托位外径×总长×托长×头部直径×头部厚度4 双节圆顶针YD02 SKH51 G03材质/托位外径×杆部外径×总长×托长×头部直径×头部厚度托针5 扁顶针BD01 SKH51 G03 材质/托位外径×宽×高×总长×托长×头部直径×头部厚度6 单节司筒ST01 PDAC G04 材质/外径×内径×总长×头部外径×头部厚度7 双节司筒ST02 PDAC G04 材质/托位外径×杆部外径×内径×总长×托长×头部外径×头部厚度8 导柱DZ01 SUJ2 G05 材质/外径×总长×锥度9 导套DS01 SUJ2 G05 材质/外径×内径×总长×锥度10 一级冲头CT01 SKD11 G06 材质/托位外径×杆部外径×总长×托长×头部直径×头部厚度11 二级冲头CT02 SKD11 G06 材质/托位外径×杆部外径×总长×托长×头部直径×头部厚度12 三级冲头CT03 SKD11 G06 材质/托位外径×杆中部外径×杆尾部外径×总长×托长×头部直径×头部厚度13 定位销DW01 SKH51 G03 材质/直径×长度14 浇口套JK01 SKD11 G06 材质/称呼寸法×长度×头部厚度×头部直径15 蓝色弹簧TH01 SWOSC-V G07 材质/颜色×外径×内径×厚度16 红色弹簧TH02 SWOSC-V G07 材质/颜色×外径×内径×厚度17 六角头螺栓LS01 SCM435 G08 螺纹直径×长度18 内六角无头螺丝LS02 SCM435 G08 螺纹直径×长度19 内六角螺丝LS03 SCM435 G08 螺纹直径×长度20 六角螺母LS04 SCM435 G08 螺纹直径×长度21 模具自制件M03板件ZB0145#钢G11材质/长×宽×厚度22 圆料ZY01 材质/直径×长度附件2。

模具车间自制半成品编码原则
1、模具车间自制半成品以一个英文字母 B 和两位数字+三位数字+四位数字构成。
其代码意义为:字母 B 表示半成品状态,前面两位数字代表模具车间各工步类别,中间三位代表客户类别,后四位数字代表模具编号类别。
共有三段来组成自制半成品编码规则区分;
2、模具车间各工步、外协委外加工工序类别编制规则如下:
加工中心工步 61、钻孔工步 62、外协热处理工步 63、雕刻机加工工步 64、电火花工步65、线切割工步 66、外协抛光工步 67、组装工步 68,后续根据外协加工工序增加按规则顺序依次类推增加加工类别,
3、国内客户根据目前现有客户编制代码区分如下:
XX 001、XX 002、XX 003、XX 004、XX 005、XX
006、XX CEM007、XX 008、XX 009、XX 010、XX 011、XX 012、XX 013、XX 014、XX 015.、XX 016、XX
017、系列 018、XX 019、杭XX 020、XX 021 等等,目前零星性机箱客户在做、按地区性依次类推增加。
后续新增客户按规则顺序依次类推增加客户代码。
4、国外客户代码区分根据目前现有国外客户编制如下:
①XX 501、②XX 502、③XX CS503、④XX 504、国外新客户产生依次类推增加;
5、模具车间自制半成品编码图示说明:
模具编号
客户类别
各工步名称类别
6. 相关记录:
7.修改记录。


模具编码管理操作规范文件编码(GHTU-UITID-GGBKT-POIU-WUUI-8968)
一、目的
规范公司模具的统一编号使用方法,确保公司模具的正常运行管理
二、适用范围
公司的塑料模具、五金模具、外来模具、工装夹具等
三、模具的编码规则
3.1编码的基本格式
□ □ □ □ □ □ □ □▂MDR\S(FT) □ □ □ □▂ □ ▂ □
注释:产品零件编码有6-8位阿拉伯数字组成,与T6系统的编码保持一致
R 表示单冲模具
S 表示连续模具
MD (Mould )表示模具
FT(Fixture) 表示夹具
MD\FI 表示模具\夹具制造时间,后面由4位阿拉伯数字组成(年月)。
冲压模具工艺号表示此模具在生产该零件时位于第几个工序,由A\B\C\D ……英文字
产品\零件编模具\夹模具\夹零件
母组成。
A为第一道工序,B为第二道工序……
零件的总工序表示生产该零件总共需要多少套工序完成
举例如下:
模具编号: 252052-MDR1305-A-3 (252052在T6系统为M系列轻型底板)
此编码表示:252052 M系列轻型底板单冲第一工序模具,制造时间为2013年05月,完成
该零件总共需要3套模具
模具编号: 252052-MDS1305 (252052在T6系统为M系列轻型底板)
此编码表示:252052 M系列轻型底板连续模具,制造时间为2013年05月
编制:审核:批准:。

各类工装编号原则一、主题内容与使用范围本原则规定了公司内所使用的各类工装的编号方法,适用于各车间所使用的工装。
二、内容1、模具的编号原则:xx—xxxxxxxx M xx模具套数的顺序号模具拼音字头,代表模具零件代号产品代号举例:a、H01—4319001M01 第一套模具H01—4319001M02 第二套模具2、焊具的编号原则:xx—xxxxxxxx H xx焊具套数的顺序号焊具拼音字头,代表焊具零件代号产品代号举例:a、J00—6201910H01 第一套焊具J00—6201910H02 第二套焊具3、夹具的编号原则:xx—xxxxxxxx J xx夹具套数的顺序号夹具拼音字头,代表夹具零件代号产品代号举例:a、H03—1706011J01 第一套夹具H03—1706011J02 第二套夹具4、刃具的编号原则:xx—xxxxxxxx R xx刃具套数的顺序号刃具拼音字头,代表刃具零件代号产品代号5、量具(检具)的编号原则:a、组合量具(检具)xx—xxxxxxxx L xx量具(检具)套数的顺序号量具拼音字头,代表量具(检具)零件代号产品代号举例:J00—5401430L01 第一套量具(检具)6、通止类量具(检具):a、组合量具(检具)xx—xxxxxxxx L xx T/Z通/止量具(检具)套数的顺序号量具拼音字头,代表量具(检具)零件代号产品代号举例:H003—1706011L01T 第一套通类量具(检具)H003—1706011L01Z 第二套止类量具(检具)H003—1706011L02T 第三套通类量具(检具)H003—1706011L02Z 第四套止类量具(检具)三、要求1、工装上应备永久性标示。
2、做到文实相符(台账、作业指导书等)。
1.目的1.1本指导书用于保证设备、备件、模具及工装夹具得到有效的管理。
2.范围2.1本指导书适用于公司所有设备、备品备件、模具及工装夹具编码。
3.定义无4.职责4.1产品工程部负责开发设备、模具及工装夹具的编码和标识。
4.2质量部负责测试设备、模具及工装夹具的编码和标识。
4.3制造部负责生产设备、备件、模具及工装夹具的编码和标识。
5.内容5.1生产线的编码5.1.1生产线编码A C R -P X XX生产线编号(01~99)P:方向盘PU生产线;A: 方向盘组装生产线;F:骨架清洗L:方向盘真皮加工设备;缺省值是指安全气囊生产线。
生产线代号公司名称编号组成实例:ACR-P01:编号1的安全气囊生产线ACR-PU-P02:编号2的方向盘PU成型生产线ACR-AS-P03:编号3的方向盘组装生产线ACR-LP-P03:编号3 的方向盘真皮加工设备5.1.2 生产线工位号生产线编码 + 工序号5.2非生产设备编码:设备的编码要体现公司简称、用途、设备代号,原始设备编号等,设备编码由3部分组成详见下例:A C R – XXX X X X X X X设备原始编号或序列号设备代号公司名称设备编码详情参看各管理部门的《设备台帐》例:ACR-PEK-L1300B5.3模具及工装夹具编码:模具及工装夹具的编码可以体现出使用该模具及工装夹具的生产线和设备或用途。
5.3.1模具编码由三部分组成详见下例:M - XXXX – X XX模具序列号P:PU方向盘;L:缝皮方向盘;W:桃木方向盘产品代号(位数没有规定)Mould 模具例:M-J48C-P01:表示该模具是用于J48C PU方向盘的第1付模具。
5.3.1生产线工装夹具编码由三部分组成详见下例:ACR–P01–10– T XX夹具序列号Tooling 夹具同设备编码前两部分例:ACR-P01-20-T04:表示该夹具用于P01生产线20工位的夹具5.3.3非生产线设备工装夹具编码由四部分组成详见下例:ACR–QMT–X X X X X X - T XX夹具序列号Tooling 夹具设备原始编号或序列号同设备编码前两部分ACR-QMT-L1300C-T01:表示该夹具是测试设备用夹具。
模具编码规则以下是 8 条关于模具编码规则的内容:1. 模具编码得有规律呀,就像给每个模具都贴上一个独特的标签!比如说,一个复杂的注塑模具,我们就给它分配一个特别好记的编码,这样找起来多方便呀,岂不是能大大提高工作效率?2. 编码规则得简单易懂才行呀!别搞得那么复杂,不然谁记得住呢!就像我们的名字一样,简单好记才有意义,你说对吧!比如一个常见的冲压模具,给它一个简洁明了的编码,大家一下子就知道是啥了!3. 模具编码得合理规划呀,不能乱套了!这就跟整理房间一样,得有个条理。
要是随意去编码,那可就乱成一团麻了,多糟糕呀!像那种大型的压铸模具,就得好好规划编码,以后要用的时候才能轻松找到它呢!4. 编码规则可不能马虎,这是很重要的哟!这就像给每个模具设定一个专属身份证,能明确它的身份。
想象一下,如果没有清晰的编码,那找模具不就像大海捞针一样难,那怎么行呢!比如说一个特殊形状的模具,一个好的编码就能让它与众不同!5. 模具编码真的要重视起来呀,不然会有大麻烦的!这好比在茫茫人海中要准确找到一个人,没个独特标识怎么行?就像一个精密的模具,如果编码混乱,那不是耽误事儿嘛!6. 编码规则得灵活运用呀,不能太死板了!哎呀,就像我们做事要灵活应变一样。
像是有些小型的模具,根据实际情况给个合适的编码,多好呀,不是吗?7. 模具编码要有系统性呀,不能东一个西一个的!这就跟排兵布阵一样,得有个顺序。
要是没个系统的编码,那不就乱套了嘛!比如那些经常使用的模具,按照一定规律编码,多方便管理呀!8. 模具编码决定了后续的管理呀,可不能小瞧!这就好像是航行中的灯塔,指引着方向。
一个糟糕的编码规则,会让工作变得一团糟,多可怕呀!所以一定要把编码规则做好呀!我的观点结论:模具编码规则真的非常重要,一定要重视起来,精心设计,这样才能让模具管理更高效、更便捷!。
文件号34.2 模具配件命名规则 4.2.1 模架命名规则:一级物料类别分类+二级物料分类+三级物料型号分类+规格尺寸流水号
4.2.2 标准模架编码:
作业指导书
编 WI-JY-13-0007 生效日期 2015-09-18 模具厂物料编码规则
文件版次 1.0 页次/页码 第4页共10页
编 制
审 核
批 准
4.2.3 附表(型号规格详见附件1)
模具配件类
大类别 中类类别
中类类别
中类类别 名称 代码 名称 代码 名称 代码 名称
代码 模架 M01 压铸模架 YM 双节司筒 ST02 蓝色弹簧 TH01 模具标准配件 M02 注塑模架 ZM 导柱 DZ01 红色弹簧 TH02 模具自制件
M03
板件 ZB01 导套 DS01 六角头螺栓 LS01 圆料 ZY01 一级冲头 CT01 内六角无头螺丝 LS02 单节圆顶针 YD01 二级冲头 CT02 内六角螺丝 LS03 双节圆顶针 YD02 三级冲头 CT03 六角螺母
LS04 扁顶针 BD01 定位销 DW01 a 、大水口系统 b 、简化型细水口系统
c 、细水口系统
页次/页码
编制审核批准
4.4.2 附表
加工工具类
三级物料类别三级物料类别三级物料类别三级物料类别
名称代码名称代码名称代码名称代码直柄中心钻头SS01 95°内孔车刀HW09 A型刀片NA01 直柄面铣刀SD01 直柄麻花钻头SS02 90°内孔车刀HW10 B型刀片NB01 直柄立铣刀SD02 直柄铰刀SS03 45°内孔车刀HW11 C型刀片NC01 直柄键槽铣刀SD03 锥柄麻花钻头TS01 内螺纹车刀HW12 D型刀片ND01 直柄T形铣刀SD04 锥柄铰刀TS02 内切槽车刀HW13 E型刀片NE01 直柄球头铣刀SD05 直槽丝锥(公制) ZC01 75°外圆车刀HW14 H型刀片NH01 锥柄面铣刀TD01 刃倾角丝锥(公
RJ01 B型切断车刀HW15 K型刀片NK01 锥柄立铣刀TD02 制)
螺旋槽丝锥(公
LX01 外螺纹车刀HW16 L型刀片NL01 锥柄键槽铣刀TD03 制)
挤压丝锥(公制) JY01 V带轮车刀HW17 M型刀片NM01 锥柄T形铣刀TD04 70°外圆车刀HW01 外圆刀杆CW01 O型刀片NO01 圆柱形铣刀DH01 45°端面车刀HW02 内圆刀杆CW02 P型刀片NP01 三面刃铣刀DH02 95°外圆车刀HW03 外螺纹刀杆CW03 R型刀片NR01 锯片铣刀DH03 切槽车刀HW04 内螺纹刀杆CW04 S型刀片NS01 模数铣刀DH04 90°端面车刀HW05 外切槽刀杆CW05 T型刀片NT01 凸圆弧铣刀DH05 90°外圆车刀HW06 内切槽刀杆CW06 V型刀片NV01 凹圆弧铣刀DH06 A型切断车刀HW07 数控铣刀杆CW07 W型刀片NW01
75°内孔车刀HW08
数控刀片型号
附件1
五金模具配件分类表
序号
大类别中类类别
模架标准编号
或材质(例)
型号规格图片名称代码名称代码名称代码
1
模架M01 压铸模架YM
详见4.2.2
AI型/150×150/A25×B25
2 注塑模架ZM AI型/150×150/A25×B25 3
模具配件M02
单节圆顶
针
YD01 SKH51 G03
材质/托位外径×总长×托长×头部直
径×头部厚度
4 双节圆顶
针
YD02 SKH51 G03
材质/托位外径×杆部外径×总长×托
长×头部直径×头部厚度
托针
5 扁顶针BD01 SKH51 G03 材质/托位外径×宽×高×总长×托长×头部直径×头部厚度
6 单节司筒ST01 PDAC G04 材质/外径×内径×总长×头部外径×头部厚度
7 双节司筒ST02 PDAC G04 材质/托位外径×杆部外径×内径×总长×托长×头部外径×头部厚度
8 导柱DZ01 SUJ2 G05 材质/外径×总长×锥度
9 导套DS01 SUJ2 G05 材质/外径×内径×总长×锥度
10 一级冲头CT01 SKD11 G06 材质/托位外径×杆部外径×总长×托长×头部直径×头部厚度
11 二级冲头CT02 SKD11 G06 材质/托位外径×杆部外径×总长×托长×头部直径×头部厚度
12 三级冲头CT03 SKD11 G06 材质/托位外径×杆中部外径×杆尾部外径×总长×托长×头部直径×头部厚度
13 定位销DW01 SKH51 G03 材质/直径×长度
14 浇口套JK01 SKD11 G06 材质/称呼寸法×长度×头部厚度×头部直径
15 蓝色弹簧TH01 SWOSC-V G07 材质/颜色×外径×内径×厚度
16 红色弹簧TH02 SWOSC-V G07 材质/颜色×外径×内径×厚度
17 六角头螺
栓
LS01 SCM435 G08 螺纹直径×长度
18 内六角无
头螺丝
LS02 SCM435 G08 螺纹直径×长度
19 内六角螺
丝
LS03 SCM435 G08 螺纹直径×长度
20 六角螺母LS04 SCM435 G08 螺纹直径×长度
21 模具
自制件M03
板件ZB01
45#钢G11
材质/长×宽×厚度
22 圆料ZY01 材质/直径×长度
附件2。