Effects of storage block layout and automated yard crane systems on the performance of seaport
- 格式:pdf
- 大小:567.00 KB
- 文档页数:29

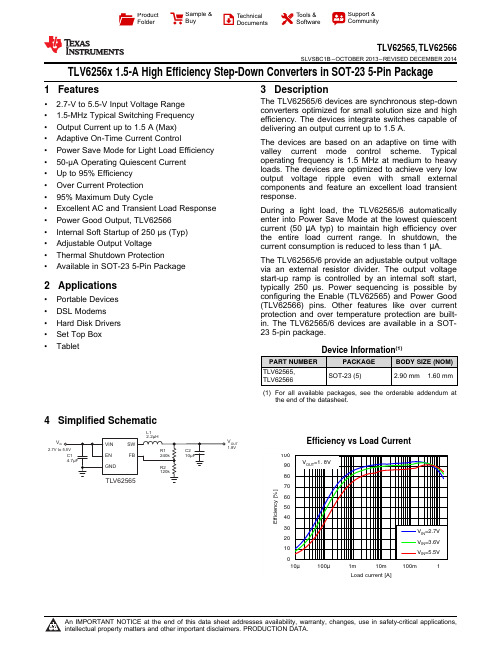
VINVOUT1.8VL1ProductFolderSample &BuyTechnicalDocumentsTools &SoftwareSupport &CommunityTLV62565,TLV62566SLVSBC1B–OCTOBER2013–REVISED DECEMBER2014 TLV6256x1.5-A High Efficiency Step-Down Converters in SOT-235-Pin Package1Features3DescriptionThe TLV62565/6devices are synchronous step-down • 2.7-V to5.5-V Input Voltage Rangeconverters optimized for small solution size and high • 1.5-MHz Typical Switching Frequency efficiency.The devices integrate switches capable of•Output Current up to1.5A(Max)delivering an output current up to1.5A.•Adaptive On-Time Current Control The devices are based on an adaptive on time with •Power Save Mode for Light Load Efficiency valley current mode control scheme.Typicaloperating frequency is1.5MHz at medium to heavy •50-µA Operating Quiescent Currentloads.The devices are optimized to achieve very low •Up to95%Efficiencyoutput voltage ripple even with small external •Over Current Protection components and feature an excellent load transientresponse.•95%Maximum Duty Cycle•Excellent AC and Transient Load Response During a light load,the TLV62565/6automaticallyenter into Power Save Mode at the lowest quiescent •Power Good Output,TLV62566current(50μA typ)to maintain high efficiency over •Internal Soft Startup of250µs(Typ)the entire load current range.In shutdown,the •Adjustable Output Voltage current consumption is reduced to less than1μA.•Thermal Shutdown ProtectionThe TLV62565/6provide an adjustable output voltage •Available in SOT-235-Pin Package via an external resistor divider.The output voltagestart-up ramp is controlled by an internal soft start, 2Applications typically250µs.Power sequencing is possible byconfiguring the Enable(TLV62565)and Power Good •Portable Devices(TLV62566)pins.Other features like over current •DSL Modems protection and over temperature protection are built-•Hard Disk Drivers in.The TLV62565/6devices are available in a SOT-235-pin package.•Set Top Box•Tablet Device Information(1)PART NUMBER PACKAGE BODY SIZE(NOM)TLV62565,SOT-23(5) 2.90mm×1.60mmTLV62566(1)For all available packages,see the orderable addendum atthe end of the datasheet.4Simplified SchematicEfficiency vs Load CurrentTLV62565,TLV62566SLVSBC1B–OCTOBER2013–REVISED Table of Contents10.3Feature Description (11)1Features (1)10.4Device Functional Modes (12)2Applications (1)11Application and Implementation (13)3Description (1)11.1Application Information (13)4Simplified Schematic (1)11.2Typical Application (13)5Revision History (2)12Power Supply Recommendations (17)6Device Comparison Table (3)13Layout (18)7Pin Configuration and Functions (3)13.1Layout Guidelines (18)8Specifications (4)13.2Layout Example (18)8.1Absolute Maximum Ratings (4)13.3Thermal Considerations (18)8.2ESD Ratings (4)14Device and Documentation Support (19)8.3Recommended Operating Conditions (4)14.1Device Support (19)8.4Thermal Information (4)14.2Documentation Support (19)8.5Electrical Characteristics (5)14.3Related Links (19)8.6Typical Characteristics (6)14.4Trademarks (19)9Parameter Measurement Information (8)14.5Electrostatic Discharge Caution (19)10Detailed Description (9)14.6Glossary (19)10.1Overview (9)15Mechanical,Packaging,and Orderable10.2Functional Block Diagrams...................................10Information.. (19)5Revision HistoryNOTE:Page numbers for previous revisions may differ from page numbers in the current version.Changes from Revision A(November2014)to Revision B Page •Added Storage temperature to Absolute Maximum Ratings (4)•Changed Handling Ratings to ESD Ratings (4)•Deleted Storage temperature from ESD Ratings (4)•Changed Thermal Information to Thermal Considerations and moved to Layout section (18)Changes from Original(October2013)to Revision A Page •Changed Added Handling Rating table,Feature Description section,Device Functional Modes,Application and Implementation section,Power Supply Recommendations section,Layout section,Device and DocumentationSupport section,and Mechanical,Packaging,and Orderable Information section (1)•Added"T A=-40°C to85°C"to the V FB,Feedback regulation voltage Test Conditions (5)•Added V FB,Feedback regulation voltage Test Conditions and values for"PWM operation,T A=85°C" (5)2Submit Documentation Feedback Copyright©2013–2014,Texas Instruments Incorporated12345VIN SWGND FB EN/PG TLV62565,TLV62566SLVSBC1B –OCTOBER 2013–REVISED DECEMBER 20146Device Comparison TablePART NUMBER FUNCTIONTLV62566EN TLV62566PG7Pin Configuration and Functions5-Pin SOT-23DBV Package (Top View)Pin FunctionsPINNUMBERI/O/PWRDESCRIPTIONNAME TLV62565TLV62566Device enable logic input.Logic HIGH enables the device,logic low disables the device EN 1—I and turns it into shutdown.Feedback pin for the internal control loop.Connect this pin to the external feedback FB 55I divider.GND 22PWR Ground pin.Power Good open drain output.This pin is high impedance if the output voltage is within PG —1O regulation.It is pulled low if the output is below its nominal value.It is also in logic low when V IN below UVLO or thermal shutdown triggers.Switch pin connected to the internal MOSFET switches and inductor terminal.Connect SW 33PWR the inductor of the output filter to this pin.VIN44PWRPower supply voltage input.Copyright ©2013–2014,Texas Instruments Incorporated Submit Documentation Feedback 3TLV62565,TLV62566SLVSBC1B–OCTOBER2013–REVISED 8Specifications8.1Absolute Maximum RatingsOver operating free-air temperature range(unless otherwise noted)(1)MIN MAX UNITVIN,EN,PG–0.37V Voltage(2)SW–0.3V IN+0.3VFB–0.3 3.6V Sink current,I PG PG660µA Continuous total power dissipation See Thermal InformationOperating junction temperature,T J–40150°C Storage temperature,T stg–65150°C (1)Stresses beyond those listed under absolute maximum ratings may cause permanent damage to the device.These are stress ratingsonly and functional operation of the device at these or any other conditions beyond those indicated under recommended operating conditions is not implied.Exposure to absolute–maximum–rated conditions for extended periods may affect device reliability.(2)All voltage values are with respect to network ground terminal.8.2ESD RatingsVALUE UNIT Human-body model(HBM),per ANSI/ESDA/JEDEC JS-001(1)±2000V ElectrostaticV(ESD)discharge Charged-device model(CDM),per JEDEC specification JESD22-C101(2)±500V(1)JEDEC document JEP155states that500-V HBM allows safe manufacturing with a standard ESD control process.(2)JEDEC document JEP157states that250-V CDM allows safe manufacturing with a standard ESD control process.8.3Recommended Operating Conditions(1)MIN TYP MAX UNIT V IN Input voltage,VIN 2.7 5.5VT A Operating ambient temperature–4085°C (1)Refer to the Application and Implementation section for further information.8.4Thermal InformationTLV62565,TLV62566THERMAL METRIC(1)UNITDBV(5Pins)RθJA Junction-to-ambient thermal resistance208.3RθJC(top)Junction-to-case(top)thermal resistance73.7RθJB Junction-to-board thermal resistance36.1°C/WψJT Junction-to-top characterization parameter 2.3ψJB Junction-to-board characterization parameter35.3RθJC(bot)Junction-to-case(bottom)thermal resistance N/A(1)For more information about traditional and new thermal metrics,see the IC Package Thermal Metrics application report,SPRA953.4Submit Documentation Feedback Copyright©2013–2014,Texas Instruments IncorporatedTLV62565,TLV62566 SLVSBC1B–OCTOBER2013–REVISED DECEMBER20148.5Electrical CharacteristicsOver recommended free-air temperature range,V IN=3.6V,T A=-40°C to85°C,typical values are at T A=25°C(unless otherwise noted)PARAMETER TEST CONDITIONS MIN TYP MAX UNIT SUPPLYV IN Input voltage 2.7 5.5VI Q Quiescent current into VIN pin I OUT=0mA,Not switching50uAUnder voltage lock out V IN falling 2.2 2.3VV UVLOUnder voltage lock out hysteresis200mVThermal shutdown Junction temperature rising150T JSD°C Thermal shutdown hysteresis Junction temperature falling below T JSD20LOGIC INTERFACE,TLV62565V IH High-level input voltage 2.7V≤V IN≤5.5V 1.2VV IL Low-level input voltage 2.7V≤V IN≤5.5V0.4VI SD Shutdown current into VIN pin EN=LOW0.11µAI EN,LKG EN leakage current0.010.16µA POWER GOOD,TLV62566Power Good low threshold V FB falling referenced to V FB nominal90%V PGPower Good high threshold V FB risng referenced to V FB nominal95%V L Low level voltage I sink=500µA0.4VI PG,LKG PG Leakage current V PG=5.0V0.010.17µA OUTPUTV OUT Output voltage0.6D MAX.V IN VPWM operation,T A=-40°C to85°C0.5880.60.612VV FB Feedback regulation voltage PWM operation,T A=85°C0.5940.60.606VPFM comparator threshold0.9%I FB Feedback input bias current V FB=0.6V10100nAHigh-side FET on resistance I SW=500mA,V IN=3.6V173R DS(on)mΩLow-side FET on resistance I SW=500mA,V IN=3.6V105I LIM,LS Low-side FET valley current limit 1.5AI LIM,HS High-side FET peak current limit 1.8Af SW Switching frequency 1.5MHzD MAX Maximum duty cycle95%t OFF,MIN Minimum off time40ns Copyright©2013–2014,Texas Instruments Incorporated Submit Documentation Feedback5TLV62565,TLV62566SLVSBC1B–OCTOBER2013–REVISED 8.6Typical CharacteristicsTable1.Table of GraphsFIGURE vs Load current(V OUT=1.8V,V IN=2.7V,3.6V,5.5V)Figure1 Efficiency vs Load current(V OUT=1.2V,V IN=2.7V,3.6V,5.5V)Figure2 vs Load current(V OUT=3.3V,V IN=4.2V,5.5V)Figure3vs Input voltage(Line regulation,V OUT=1.8V,Load=0.5A,1A,1.5A)Figure4 Output voltagevs Load current(Load regulation,V OUT=1.8V,V IN=2.7V,3.6V,5.5V)Figure5 Quiescent current vs Input voltage Figure6vs Input voltage,High-Side FET Figure7R DS(on)vs Input voltage,Low-Side FET Figure8 Switching frequency vs Load current,V OUT=1.8V Figure96Submit Documentation Feedback Copyright©2013–2014,Texas Instruments IncorporatedTLV62565,TLV62566 SLVSBC1B–OCTOBER2013–REVISED DECEMBER2014Copyright©2013–2014,Texas Instruments Incorporated Submit Documentation Feedback7V INV OUTL1TLV62565,TLV62566SLVSBC1B –OCTOBER 2013–REVISED DECEMBER 20149Parameter Measurement InformationTable 2.List of ComponentsREFERENCEDESCRIPTIONMANUFACTURERC1 4.7µF,Ceramic Capacitor,6.3V,X5R,size 0603,GRM188R60J475ME84Murata C210µF,Ceramic Capacitor,6.3V,X5R,size 0603,GRM188R60J106ME84Murata L1 2.2µH,Power Inductor,2.5A,size 4mmx4mm,LQH44PN2R2MP0Murata R1,R2Chip resistor,1%,size 0603Std.8Submit Documentation Feedback Copyright ©2013–2014,Texas Instruments IncorporatedPWMValley LS TLV62565,TLV62566SLVSBC1B –OCTOBER 2013–REVISED DECEMBER 201410Detailed Description10.1OverviewThe TLV62565/6device family includes two high-efficiency synchronous step-down converters.Each device operates with an adaptive on-time control scheme,which is able to dynamically adjust the on-time duration based on the input voltage and output voltage so that it can achieve relative constant frequency operation.The device operates at typically 1.5-MHz frequency pulse width modulation (PWM)at moderate to heavy load currents.Based on the V IN /V OUT ratio,a simple circuit sets the required on time for the high-side MOSFET.It makes the switching frequency relatively constant regardless of the variation of input voltage,output voltage,and load current.At the beginning of each switching cycle,the high-side switch is turned on and the inductor current ramps up to a peak current that is defined by on time and inductance.In the second phase,once the on time expires,the high-side switch is turned off while the low-side switch is being turned on.The current through the inductor then decays until triggering the valley current limit determined by the output of the error amplifier.Once this occurs,the on timer is set to turn the high-side switch back on again and the cycle is repeated.The TLV62565/6device family offers excellent load transient response with a unique fast response constant on-time valley current mode.The switching frequency changes during load transition so that the output voltage comes back in regulation faster than a traditional fixed PWM control scheme.Figure 10shows the operation principles of the load transient response of the TLV62565/6.Internal loop compensation is integrated which simplifies the design process while minimizing the number of external components.At light load currents the device automatically operates in Power Save Mode with pulse frequency modulation (PFM).Figure 10.Operation in Load TransientCopyright ©2013–2014,Texas Instruments Incorporated Submit Documentation Feedback 9V INPGGNDFBSWV INGNDFBENSWTLV62565,TLV62566SLVSBC1B –OCTOBER 2013–REVISED DECEMBER 201410.2Functional Block DiagramsFigure 11.TLV62565Functional Block DiagramFigure 12.TLV62566Functional Block Diagram10Submit Documentation Feedback Copyright ©2013–2014,Texas Instruments IncorporatedOutput tTLV62565,TLV62566SLVSBC1B –OCTOBER 2013–REVISED DECEMBER 201410.3Feature Description10.3.1Power Save ModeThe device integrates a Power Save Mode with PFM to improve efficiency at light load.In Power Save Mode,the device only switches when the output voltage trips below a set threshold voltage.It ramps up the output voltage with several pulses and stops switching when the output voltage is higher than the set threshold voltage.PFM is exited and PWM mode entered in case the output current can no longer be supported in Power Save Mode.The threshold of the PFM comparator is typically 0.9%higher than the normal reference voltage.Figure 13shows the details of PFM/PWM mode transition.Figure 13.Output Voltage in PFM/PWM Mode10.3.2Enabling/Disabling the DeviceThe device is enabled by setting the EN input to a logic HIGH.Accordingly,a logic LOW disables the device.If the device is enabled,the internal power stage starts switching and regulates the output voltage to the set point voltage.The EN input must be terminated and should not be left floating.10.3.3Soft StartAfter enabling the device,internal soft-start circuitry monotonically ramps up the output voltage which reaches nominal output voltage during a soft-start time of 250µs (typical).This avoids excessive inrush current and creates a smooth output voltage rise slope.It also prevents excessive voltage drops of primary cells and rechargeable batteries with high internal impedance.If the output voltage is not reached within the soft-start time,such as in the case of a heavy load,the converter enters regular operation.The TLV62565/6are able to start into a pre-biased output capacitor.The converter starts with the applied bias voltage and ramps the output voltage to its nominal value.10.3.4Switch Current LimitThe switch current limit prevents the device from high inductor current and drawing excessive current from a battery or input voltage rail.Excessive current might occur with a heavy load or shorted output circuit condition.The TLV62565/6adopt valley current control by sensing the current of the low-side MOSFET.Once the low-side valley switch current limit is tripped,the low-side MOSFET is turned off and limits the inductor's valley current.The high-side current is also limited which is determined by the on time of the high-side MOSFET and inductor value calculated by Equation 1.For example,with 3.6V IN to 1.8V OUT and 2.2-µH specification,the peak current limit is approximately 1.97A with a typical valley current limit of 1.7A.Additionally,there is a secondary high-side current limit (typical 2A)to prevent the current from going too high,which is shown in Figure 14.Due to the internal propagation delay,the real current limit value might be higher than the static current limit in the electrical characteristics table.Copyright ©2013–2014,Texas Instruments Incorporated Submit Documentation Feedback 11SWOUT L L IT VALLEY,LIM PEAK,LIMIT f D)(L V ΔI ΔI I I -´=+=1Inductortload currentlimit TLV62565,TLV62566SLVSBC1B –OCTOBER 2013–REVISED DECEMBER 2014Feature Description (continued)Figure 14.Switch Current Limitwhere:•I PEAK,LIMIT is the high-side peak current limit •I VALLEY,LIMIT is the low-side valley current limit(1)10.3.5Power GoodThe TLV62566integrates a Power Good output going low when the output voltage is below its nominal value.The Power Good output stays high impedance once the output is above 95%of the regulated voltage and is low once the output voltage falls below typically 90%of the regulated voltage.The PG pin is an open drain output and is specified to sink typically up to 0.5mA.The Power Good output requires a pull-up resistor connected to any voltage lower than 5.5V.When the device is off due to UVLO or thermal shutdown,the PG pin is pulled to logic low.10.4Device Functional Modes10.4.1Under Voltage LockoutTo avoid mis-operation of the device at low input voltages,under voltage lockout is implemented that shuts down the device at voltages lower than V UVLO with V HYS_UVLO hysteresis.10.4.2Thermal ShutdownThe device enters thermal shutdown once the junction temperature exceeds typically T JSD .Once the device temperature falls below the threshold with hysteresis,the device returns to normal operation automatically.Power Good is pulled low when thermal protection is triggered.12Submit Documentation Feedback Copyright ©2013–2014,Texas Instruments IncorporatedVINVOUT1.2VL1TLV62565,TLV62566 SLVSBC1B–OCTOBER2013–REVISED DECEMBER2014 11Application and ImplementationNOTEInformation in the following applications sections is not part of the TI componentspecification,and TI does not warrant its accuracy or completeness.TI’s customers areresponsible for determining suitability of components for their purposes.Customers shouldvalidate and test their design implementation to confirm system functionality.11.1Application InformationThe TLV6256x devices are synchronous step-down converters optimized for small solution size and high efficiency.The devices integrate switches capable of delivering an output current up to1.5A.11.2Typical ApplicationTLV625652.7-V to5.5-V input,1.2-V output converter.Figure15.TLV625651.2-V Output Application11.2.1Design Requirements11.2.1.1Output Filter DesignThe inductor and output capacitor together provide a low-pass frequency filter.To simplify this process,Table3 outlines possible inductor and capacitor value combinations.Table3.Matrix of Output Capacitor and Inductor CombinationsC OUT[µF](2)(3)L[µH](1)4.710224710012.2+(4)+(4)+(4)4.7(1)Inductor tolerance and current de-rating is anticipated.The effective inductance can vary by+20%and-30%.(2)Capacitance tolerance and bias voltage de-rating is anticipated.The effective capacitance can vary by+20%and-50%.(3)For low output voltage applications(≤1.2V),more output capacitance is recommended(usually≥22µF)for smaller ripple.(4)Typical application configuration.'+'indicates recommended filter combinations.Copyright©2013–2014,Texas Instruments Incorporated Submit Documentation Feedback13SWINOUT OUT L LMAX ,OUT MAX ,L f L V V 1V I 2II I ´-´=D D +=TLV62565,TLV62566SLVSBC1B –OCTOBER 2013–REVISED DECEMBER 201411.2.1.2Inductor SelectionThe main parameters for inductor selection is inductor value and then saturation current of the inductor.To calculate the maximum inductor current under static load conditions,Equation 2is given:where:•I OUT,MAX is the maximum output current •ΔI L is the inductor current ripple •f SW is the switching frequency •L is the inductor value(2)It is recommended to choose a saturation current for the inductor that is approximately 20%to 30%higher than I L,MAX .In addition,DC resistance and size should also be taken into account when selecting an appropriate inductor.The recommended inductors are listed in Table 4.Table 4.List of Recommended InductorsINDUCTANCECURRENT RATINGDIMENSIONS DC RESISTANCETYPE MANUFACTURER[µH][mA]L x W x H [mm 3][m Ωtyp]2.225004x3.7x 1.6549LQH44PN2R2MP0Murata 2.230004x 4x 1.850NRS4018T2R2MDGJTaiyo Yuden11.2.1.3Input and Output Capacitor SelectionThe input capacitor is the low impedance energy source for the converter that helps provide stable operation.The closer the input capacitor is placed to the V IN and GND pins,the lower the switch ring.A low ESR multilayer ceramic capacitor is recommended for best filtering.For most applications,4.7-µF input capacitance is sufficient;a larger value reduces input voltage ripple.The architecture of the TLV62565/6allow use of tiny ceramic-type output capacitors with low equivalent series resistance (ESR).These capacitors provide low output voltage ripple and are thus recommended.To keep its resistance up to high frequencies and to achieve narrow capacitance variation with temperature,it is recommended to use X7R or X5R dielectric.The TLV62565/6are designed to operate with an output capacitance of 10µF to 47µF,as outlined in Table 3.14Submit Documentation Feedback Copyright ©2013–2014,Texas Instruments Incorporated)16.0(2)1(21-´=-´=V V R V VR R OUT FB OUT W ===k AV I V R FB FB 12056.02m ÷øöçèæ+´=÷øöçèæ+´=2116.0211R R V R R V V FB OUT TLV62565,TLV62566SLVSBC1B –OCTOBER 2013–REVISED DECEMBER 201411.2.2Detailed Design Procedure 11.2.2.1Setting the Output VoltageAn external resistor divider is used to set output voltage.By selecting R1and R2,the output voltage is programmed to the desired value.When the output voltage is regulated,the typical voltage at the FB pin is V FB .Equation 3,Equation 4,and Equation 5can be used to calculate R1and R2.When sizing R2,in order to achieve low quiescent current and acceptable noise sensitivity,use a minimum of 5μA for the feedback current I FB .Larger currents through R2improve noise sensitivity and output voltage accuracy but increase current consumption.(3)(4)(5)11.2.2.2Loop StabilityThe first step of circuit and stability evaluation is to look from a steady-state perspective at the following signals:•Switching node,SW •Inductor current,I L•Output ripple voltage,V OUT(AC)These are the basic signals that need to be measured when evaluating a switching converter.When the switching waveform shows large duty cycle jitter or the output voltage or inductor current shows oscillations,the regulation loop may be unstable.This is often a result of board layout and/or L-C combination.Applications with the recommended L-C combinations in Table 3are designed for good loop stability as well as fast load transient response.As a next step in the evaluation of the regulation loop,the load transient response is illustrated.The TLV62565/6use a constant on time with valley current mode control,so the on time of the high-side MOSFET is relatively consistent from cycle to cycle when a load transient occurs.Whereas the off time adjusts dynamically in accordance with the instantaneous load change and brings V OUT back to the regulated value.During recovery time,V OUT can be monitored for settling time,overshoot,or ringing which helps judge the stability of the converter.Without any ringing,the loop usually has more than 45°of phase margin.Copyright ©2013–2014,Texas Instruments Incorporated Submit Documentation Feedback 15oA/div0.1 V/div oA/divinductor V V = 1.8 VIN O = 3.6 V L=2.2 uH, C =10 uF Load: 1.3A to 0.3Ao 4.0 µs/divG008EN 1 V/div V V = 1.8 VIN O = 3.6 V 400 µs/divG004SW 2 V/div V V = 1.8 V/10mAIN O = 3.6 V10 µs/divG003oA/div0.1 V/div oA/divinductor V V = 1.8 VIN O = 3.6 V L=2.2 uH,C =10 uF Load: 0.3A to 1.3Ao 4.0 µs/divG007V V = 1.8 VIN O = 3.6 V 0.4 µs/divG001SW 2 V/div V V = 1.8 V/100mAIN O = 3.6 V2.0 µs/divG002TLV62565,TLV62566SLVSBC1B –OCTOBER 2013–REVISED DECEMBER 201411.2.3Application Performance CurvesFigure 16.Typical Application (PWM Mode)Figure 17.Typical Application (PFM Mode)Figure 18.Typical Application (PFM Mode)Figure 19.Load TransientFigure 20.Load Transient Figure 21.Start Up16Submit Documentation Feedback Copyright ©2013–2014,Texas Instruments IncorporatedPG 1 V/div1 V/div o 1A/div inductor V V = 1.8 V IN O = 3.6 V Load= 0A400 µs/divG005IN 5 V/divA/divV V = 1.8 VIN O = 3.6 V 2.0 µs/divG006TLV62565,TLV62566SLVSBC1B –OCTOBER 2013–REVISED DECEMBER 2014Figure 22.Start Up (Power Good)Figure 23.Short Circuit Protection12Power Supply RecommendationsThe power supply to the TLV62565and TLV62566needs to have a current rating according to the supply voltage,output voltage and output current of the TLV62565and TLV62566.Copyright ©2013–2014,Texas Instruments Incorporated Submit Documentation Feedback 17TLV62565,TLV62566SLVSBC1B–OCTOBER2013–REVISED 13Layout13.1Layout GuidelinesThe PCB layout is an important step to maintain the high performance of the TLV62565devices.•The input/output capacitors and the inductor should be placed as close as possible to the IC.•This keeps the traces short.Routing these traces direct and wide results in low trace resistance and low parasitic inductance.•A common power GND should be used.•The low side of the input and output capacitors must be connected properly to the power GND to avoid a GND potential shift.•The sense traces connected to FB is a signal trace.•Special care should be taken to avoid noise being induced.By a direct routing,parasitic inductance can be kept small.•GND layers might be used for shielding.•Keep these traces away from SW nodes.13.2Note:13.3typically requires special coupling,airflow, convection dissipation limits of a givenTwo basic approaches for enhancing thermal performance are listed below:•Improving the power dissipation capability of the PCB design•Introducing airflow in the systemFor more details on how to use the thermal parameters,see the application notes:Thermal Characteristics Application Notes SZZA017and SPRA953.18Submit Documentation Feedback Copyright©2013–2014,Texas Instruments IncorporatedTLV62565,TLV62566 SLVSBC1B–OCTOBER2013–REVISED DECEMBER201414Device and Documentation Support14.1Device Support14.1.1Third-Party Products DisclaimerTI'S PUBLICATION OF INFORMATION REGARDING THIRD-PARTY PRODUCTS OR SERVICES DOES NOT CONSTITUTE AN ENDORSEMENT REGARDING THE SUITABILITY OF SUCH PRODUCTS OR SERVICES OR A WARRANTY,REPRESENTATION OR ENDORSEMENT OF SUCH PRODUCTS OR SERVICES,EITHER ALONE OR IN COMBINATION WITH ANY TI PRODUCT OR SERVICE.14.2Documentation Support14.2.1Related DocumentationSemiconductor and IC Package Thermal Metrics Application Report(SPRA953)Thermal Characteristics of Linear and Logic Packages Using JEDEC PCB Designs Application Report (SZZA017)14.3Related LinksThe table below lists quick access links.Categories include technical documents,support and community resources,tools and software,and quick access to sample or buy.Table5.Related LinksTECHNICAL TOOLS&SUPPORT& PARTS PRODUCT FOLDER SAMPLE&BUYDOCUMENTS SOFTWARE COMMUNITY TLV62565Click here Click here Click here Click here Click here TLV62566Click here Click here Click here Click here Click here 14.4TrademarksAll trademarks are the property of their respective owners.14.5Electrostatic Discharge CautionThese devices have limited built-in ESD protection.The leads should be shorted together or the device placed in conductive foam during storage or handling to prevent electrostatic damage to the MOS gates.14.6GlossarySLYZ022—TI Glossary.This glossary lists and explains terms,acronyms,and definitions.15Mechanical,Packaging,and Orderable InformationThe following pages include mechanical,packaging,and orderable information.This information is the most current data available for the designated devices.This data is subject to change without notice and revision of this document.For browser-based versions of this data sheet,refer to the left-hand navigation.Copyright©2013–2014,Texas Instruments Incorporated Submit Documentation Feedback19。

厨房设计英语作文下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copyexcerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!A kitchen is the heart of any home. It is a place where culinary magic happens and delicious meals are created. When it comes to designing a kitchen, there are countless possibilities and options to consider. From the layout to the color scheme, every detail plays a role in creating a functional and aesthetically pleasing space.In terms of layout, an open-concept kitchen is a popular choice for many homeowners. This design allows for seamless flow between the kitchen and other living spaces, creating a sense of unity and connectivity. It also provides ample space for entertaining guests while preparing meals.Another important aspect of kitchen design is the choice of appliances. Stainless steel appliances are a classic choice that adds a sleek and modern touch to any kitchen. They are also durable and easy to clean, making them a practical option for busy households. However, thereare also other options available, such as colorful retro-style appliances or integrated appliances that blend seamlessly with the cabinetry.When it comes to storage, a well-designed kitchen should have plenty of cabinets and drawers to keep everything organized. Pull-out drawers and shelves are particularly useful for easy access to pots, pans, and other kitchen essentials. Additionally, a walk-in pantry can provide extra storage space for bulk food items and small appliances.Lighting is another crucial element in kitchen design. Natural light is always preferred, so large windows or skylights can be incorporated into the design. However, artificial lighting is equally important, especially for tasks such as food preparation and cooking. A combination of overhead lights, under-cabinet lights, and pendantlights can create a well-lit and inviting atmosphere.Lastly, the choice of materials and finishes cangreatly impact the overall look and feel of a kitchen. Fromcountertops to flooring, there are endless options to choose from. Granite or quartz countertops are popular choices for their durability and elegance. For flooring, hardwood or tile are common choices that are both practical and visually appealing.In conclusion, designing a kitchen requires careful consideration of various factors. From layout to appliances, storage to lighting, and materials to finishes, every decision contributes to creating a functional and visually pleasing space. By taking into account personal preferences and lifestyle needs, a well-designed kitchen can become the heart of a home.。

Introduction:The warehouse management system plays a crucial role in the smooth operation of any organization. It ensures efficient handling, storage, and distribution of goods. This document outlines the warehouse management system and the respective responsibilities of each department involved in the process.I. Warehouse Management System:1. Inventory Control:The warehouse management system should have a robust inventory control system to track the movement of goods. This includes receiving, storing, picking, and shipping processes. The system should provide real-time data to facilitate accurate inventory management.2. Warehouse Layout:A well-designed warehouse layout is essential for efficient operations. The layout should be optimized for maximum space utilization and easy access to goods. It should consider factors like aisle width, racking systems, and storage capacity.3. Quality Control:Ensuring the quality of goods stored in the warehouse is vital. The warehouse management system should have protocols in place to monitor and inspect goods during receiving, storage, and shipping processes. This helps in maintaining the quality and integrity of the products.4. Safety and Security:Safety and security are of paramount importance in a warehouse. The system should include guidelines and protocols for handling hazardous materials, maintaining fire safety, and preventing theft and unauthorized access.II. Responsibilities:1. Warehouse Manager:The warehouse manager is responsible for overseeing the entire warehouse operation. Their duties include:- Implementing and maintaining the warehouse management system.- Ensuring compliance with safety, quality, and regulatory standards.- Coordinating with other departments for smooth operations.- Training and supervising warehouse staff.- Analyzing performance metrics and making improvements as needed.2. Inventory Control Specialist:The inventory control specialist is responsible for managing the inventory system. Their duties include:- Maintaining accurate and up-to-date inventory records.- Receiving, storing, and shipping goods as per the warehouse management system.- Conducting regular inventory audits to ensure accuracy.- Reporting any discrepancies or issues to the warehouse manager.3. Warehouse Staff:Warehouse staff are responsible for executing the day-to-day operations. Their duties include:- Receiving and inspecting incoming goods.- Storing goods in designated areas according to the warehouse layout.- Picking and packing orders for shipping.- Ensuring proper handling and safety of goods.- Reporting any issues or damages to the inventory control specialist or warehouse manager.4. Safety Officer:The safety officer is responsible for ensuring compliance with safety regulations and protocols. Their duties include:- Conducting regular safety inspections in the warehouse.- Implementing and enforcing safety policies and procedures.- Training employees on safety practices.- Reporting any safety concerns to the warehouse manager.5. Security Guard:The security guard is responsible for maintaining security within the warehouse. Their duties include:- Monitoring access to the warehouse.- Preventing theft and unauthorized access.- Reporting any security breaches to the warehouse manager.Conclusion:An effective warehouse management system and clear responsibilities are essential for the smooth operation of a warehouse. By implementing a well-designed system and assigning specific duties to each department, organizations can ensure efficient handling, storage, and distribution of goods while maintaining safety and security.。
1、冲压、喷漆等专业词汇Assembly line 组装线 Layout 布置图Conveyer 流水线物料板 Rivet table 拉钉机 Rivet gun 拉钉枪 Screw driver 起子Electric screw driver 电动起子 Pn e u m a t i c s c r e w d r i v e r 气 worktable 工作桌 OOBA 开箱检查 fit together 组装在一起 fasten 锁紧(螺丝) fixture 夹具(治具) pallet 栈板 barcode 条形码barcode scanner 条形码扫描仪 fuse together 熔合 fuse machine 热熔机 repair 修理 operator 作业员 QC品管 supervisor 课长 ME制造工程师 MT制造生技 cosmetic inspect 外观检查 inner parts inspect 内部检查 thumb screw 大头螺丝 lbs.inch 镑、英寸 EMI gasket 导电条 front plate 前板 rear plate 后板 chassis |'∫æsi| 基座 bezel panel 面板 power button 电源按键 reset button 重置键Hi-pot test of SPS 高源高压测试 Voltage switch of SPS 电源电压接柆键 sheet metal parts 冲件 plastic parts 塑料件 SOP 制造作业程序material check list 物料检查表 work cell 工作间 trolley 台车 carton 纸箱 sub-line 支线 left fork 叉车Personnel resource department 人力资源部planning department 企划部 QC Section 品管科 stamping factory 冲压厂 painting factory 烤漆厂 molding factory 成型厂 punching machine 冲床 robot 机械手hydraulic machine 油压机 lathe 车床 planer |'plein |刨床 miller 铣床 grinder 磨床 driller 钻床linear cutting 线切割 electrical sparkle 电火花 welder 电焊机position 职务 president 董事长 general manager 总经理 factory director 厂长 department director 部长 deputy manager |'depjuti| =vice manager 副理section supervisor 课长deputy section supervisor =vicegroup leader/supervisor 组长 line supervisor 线长 assistant manager 助理 be put in storage 入库 pack packing 包装 to apply oil 擦油 to file burr 锉毛刺 final inspection 终检 to connect material 接料 to reverse material 翻料 wet station 沾湿台 Tiana 天那水 cleaning cloth 抹布 to load material 上料 to unload material 卸料 to return material/stock to 退料 scraped |'skræpid|报废 scrape ..v.刮;削deficient purchase 来料不良 manufacture procedure 制程 deficient manufacturing procedure 制程不良oxidation |' ksi'dei n|氧化 scratch 刮伤 dents 压痕defective upsiding down 抽芽不良 defective to staking 铆合不良 embeded lump|in'bed| |l mp|镶块 feeding is not in place 送料不到位 stamping-missing 漏冲 production capacity 生产力 education and training 教育与训练 proposal improvement 提案改善 spare parts=buffer 备件 forklift 叉车trailer=long vehicle 拖板车2compound die 合模 die locker 锁模器pressure plate=plate pinch 压板 bolt 螺栓name of a department 部门名称 administration/general affairs dept 总务部automatic screwdriver 电动启子 thickness gauge 厚薄规 gauge(or jig)治具 power wire 电源线 buzzer 蜂鸣器defective product label 不良标签 identifying sheet list 标示单 screwdriver holder 起子插座 pedal 踩踏板 stopper 阻挡器 flow board 流水板hydraulic handjack 油压板车 forklift 叉车 pallet 栈板 glove(s)手套 gl o v e (s ) w i t h e x p o s e dthumb 大拇指 forefinger 食指 midfinger 中指 ring finger 无名指 little finger 小指 band-aid 创可贴industrial alcohol 工业酒精 alcohol container 沾湿台 head of screwdriver 起子头 sweeper 扫把 mop 拖把vacuum cleaner 吸尘器 rag 抹布garbage container 灰箕 garbage can 垃圾箱 garbage bag 垃圾袋 chain 链条 jack 升降机production line 流水线 chain 链条槽 magnetizer 加磁器 lamp holder 灯架 to mop the floor 拖地 to clean the floor 扫地 to clean a table 擦桌子 air pipe 气管 packaging tool 打包机 packaging 打包 missing part 漏件 wrong part 错件excessive defects 过多的缺陷 critical defect 极严重缺陷 major defect 主要缺陷 minor defect 次要缺陷 not up to standard 不合规格 dimension/size is a little bigger 尺寸偏大(小)cosmetic defect 外观不良slipped screwhead / slippery screw head 螺丝滑头slipped screwhead / shippery screw thread 滑手 speckle 斑点mildewed=moldy=mouldy 发霉 rust 生锈 deformation 变形 burr(金属)flash(塑件)毛边 poor staking 铆合不良 excessive gap 间隙过大 grease/oil stains 油污 inclusion 杂质 painting peel off 脏污 shrinking/shrinkage 缩水 mixed color 杂色 scratch 划伤poor processing 制程不良 poor incoming part 事件不良fold of packaging belt 打包带折皱 painting make-up 补漆 discoloration 羿色 water spots 水渍 po l i s h i n g /s u r f a c e p r o c e s s i n g 表 exposed metal/bare metal 金属裸露 lack of painting 烤漆不到位 safety 安全 quality 品质delivery deadline 交货期 cost 成本 engineering 工程 die repair 模修enterprise plan = enterprise expansion projects 企划 QC品管 die worker 模工production, to produce 生产 equipment 设备 to start a press 开机 stop/switch off a press 关机 classification 整理 regulation 整顿 cleanness 清扫 conservation 清洁 culture 教养qualified products, up-to-grade products 良品defective products, not up-to-grade products 不良品 waste 废料 board 广告牌 feeder 送料机 sliding rack 滑料架defective product box 不良品箱 die change 换模 to fix a die 装模 to take apart a die 拆模 to repair a die 修模 packing material 包材3basket 蝴蝶竺 plastic basket 胶筐 isolating plate baffle plate; barricade 隔板 carton box 纸箱 to pull and stretch 拉深 to put material in place, to cut material, to input 落料 to impose lines 压线to compress, compressing 压缩 character die 字模 to feed, feeding 送料 transportation 运输(be)qualified, up to grade 合格 not up to grade, not qualified 不合格 material change, stock change 材料变更feature change 特性变更 evaluation 评估prepare for, make preparations for 准备parameters 参数rotating speed, revolution 转速 manufacture management 制造管理 abnormal handling 异常处理 production unit 生产单位 lots of production 生产批量 steel plate 钢板 roll material 卷料manufacture procedure 制程 operation procedure 作业流程 to revise, modify 修订 to switch over to, switch---to throw--over switching over 切换 en g i n e e r i nstage die 工程模 automation 自动化to stake, staking, riveting 铆合 add lubricating oil 加润滑油 shut die 架模 shut height of a die 架模高度 analog-mode device 类模器 die lifter 举模器 argon welding 氩焊 Vocabulary for stamping 冲压常词汇stamping, press 冲压punch press, dieing out press 冲床 uncoiler & strainghtener 整平机 feeder 送料机 rack, shelf, stack 料架 cylinder 油缸 robot 机械手 taker 取料机 conveyer belt 输送带 transmission rack 输送架 top stop 上死点 bottom stop 下死点 one stroke 一行程 inch 寸动to continue, cont.连动 to grip(material)吸料location lump, locating piece, block stop 定位块 reset 复位 smoothly 顺利 dent 压痕 scratch 刮伤 deformation 变形 filings 铁削 to draw holes 抽孔 inquiry, search for 查寻 to stock, storage, in stock 库存 receive 领取approval examine and verify 审核 processing, to process 加工 delivery, to deliver 交货 To return/delivery to. to send de l i v eregistration 登记 registration card 登记卡 to control 管制to put forward and hand in 提报 safe stock 安全库存 acceptance = receive 验收 to notice 通知 ap p l i c a t i o n f o r mf o r p u r c h a s e consume, consumption 消耗 to fill in 填写 abrasion 磨损reverse angle = chamfer 倒角 character die 字模 to collect, to gather 收集 failure, trouble 故障 statistics 统计demand and supply 需求 career card 履历卡 to take apart a die 卸下模具 to load a die 装上模具 to tight a bolt 拧紧螺栓 to looser a bolt 拧松螺栓 easily damaged parts 易损件 standard parts 标准件breaking.(be)broken,(be)cracked 断裂to lubricate 润滑common vocabulary for die engineering 模具工程常用词汇 die模具 figure file, chart file 图档 cu t t i n gd ie ,progressive die, follow (-on)die 连续模compound die 复合模 punched hole 冲孔 panel board 镶块 to bending 折弯to pull, to stretch拉伸Line stretching, line pulling线拉伸engraving, to engrave刻印upsiding down edges翻边to stake铆合designing, to design设计design modification设计变化die block模块folded block折弯块sliding block滑块location pin定位销lifting pin顶料销die plate, front board模板padding block垫块stepping bar垫条upper die base上模座lower die base下模座upper supporting blank上承板spare dies模具备品spring 弹簧bolt螺栓document folder活页夹file folder资料夹to put file in order整理资料first count初盘人first check初盘复棹人second count 复盘人second check复盘复核人equipment设备waste materials废料casing = containerization装箱quantity of physical inventory second count 复盘点数量Quantity of customs count会计师盘,点数量the first page第一联filed by accounting department for reference会计部存查end-user/using unit(department)使用单位Summary of year-end physicalinventory bills年终盘点截止单据汇总表bill name单据名称This sheet and physical inventorylist will be sent to accountingdepartment together (Those ofNHK will be sent to financialdepartment)本表请与盘点清册一起送会计部-(NHK厂区送财会部)Application status records ofyear-end physical inventory Listand physical inventory card 年终Blank and waste sheet NO.空白与作废单号plate电镀mold成型material for engineering moldtesting工程试模材料not included in physical inventory不列入盘点sample样品incoming material to be inspected进货待验description品名steel/rolled steel钢材Material statistics sheet物料统计明细表meeting minutes会议记录meeting type 会别location地点chairman主席present members出席人员subject主题conclusion结论decision items决议事项approved by / checked by /prepared by核准/审核/承办PCE assembly productionschedule sheetPCE组装厂生产排配表model机锺work order工令revision版次remark备注production control confirmation生产确认checked by初审approved by核准department部门Stock age analysis sheet库存货龄分析表on-hand inventory现有库存available material良品可使用obsolete material良品已呆滞to be inspected or reworked待验或重工total合计cause description原因说明part number/ P/N 料号type形态item/group/class类别quality品质prepared by制表notes说明Year-end physical inventorydifference analysis sheet年终盘点差异分析表physical inventory盘点数量difference quantity差异量cause analysis原因分析45raw materials 原料 materials 物料 finished product 成品 semi-finished product 半成品 packing materials 包材 good product/accepted goods/ accepted parts/good parts 良品 defective product/non-good parts 不良品disposed goods 处理品 warehouse/hub 仓库 on way location 在途仓 oversea location 海外仓 spare parts physical inventory list 备品盘点清单skid/pallet 栈板 tox machine 自铆机 wire EDM 线割 EDM 放电机 coil stock 卷料 sheet stock 片料 tolerance 工差 score=groove 压线 cam block 滑块 pilot 导正筒 trim 剪外边 pierce 剪内边 drag form 压锻差slug hole 废料孔 feature die 公母模 expansion dwg 展开图 radius 半径 shim(wedge)楔子 torch-flame cut 火焰切割 set screw 止付螺丝 form block 折刀 stop pin 定位销round pierce punch=die button 圆冲子shape punch=die insert 异形子 stock locater block 定位块 under cut=scrap chopper 清角 active plate 活动板 baffle plate 挡块 cover plate 盖板 male die 公模 female die 母模 groove punch 压线冲子 air-cushion eject-rod 气垫顶杆 spring-box eject-plate 弹簧箱顶板 bushing block 衬套 insert 入块 club car 高尔夫球车 capability 能力parameter 参数 factor 系数phosphate 皮膜化成 viscosity 涂料粘度 alkalidipping 脱脂 main manifold 主集流脉 bezel 斜视规 blanking 穿落模 dejecting 顶固模demagnetization 去磁;消磁 high-speed transmission 高速传递 heat dissipation 热传 rack 上料 degrease 脱脂rinse 水洗 alkaline etch 龄咬 desmut 剥黑膜 D.I. rinse 纯水次 Chromate 铬酸处理 Anodize 阳性处理 seal 封孔 revision 版次 part number/P/N 料号 good products 良品scraped products 报放心品 defective products 不良品 finished products 成品 disposed products 处理品 barcode 条形码 flow chart 流程窗体 assembly 组装 stamping 冲压 molding 成型spare parts=buffer 备品 coordinate 坐标 dismantle the die 折模 auxiliary function 辅助功能 poly-line 多义线 heater band 加热片 thermocouple 热电偶 sand blasting 喷沙 grit 砂砾derusting machine 除锈机 degate 打浇口 dryer 烘干机 induction 感应 induction light 感应光 r e s p o n s e =r e a c t i o n =i n tram连杆 edge finder 巡边器 concave 凸 convex 凹 short 射料不足 nick 缺口 speck 瑕疪 shine 亮班 splay 银纹 gas mark 焦痕 delamination 起鳞 cold slug 冷块 blush 导色 gouge 沟槽;凿槽 satin texture 段面咬花 witness line 证示线patent专利grit沙砾granule=peuet=grain细粒grit maker抽粒机cushion缓冲magnalium镁铝合金magnesium镁金metal plate钣金lathe车mill锉plane刨grind磨drill铝boring镗blister气泡fillet镶;嵌边through-hole form通孔形式roller pin formality滚针形式cam driver铡楔shank摸柄crank shaft曲柄轴angular offset角度偏差velocity速度torque扭矩spline=the multiple keys花键quenching淬火tempering回火annealing退火carbonization碳化alloy合金organic solvent有机溶剂bracket小磁导liaison联络单volatile挥发性resistance电阻ion离子titrator滴定仪beacon警示灯coolant冷却液crusher破碎机模具工程类plain die简易模pierce die冲孔模forming die成型模progressive die连续模gang dies复合模shearing die剪边模riveting die铆合模pierce冲孔forming成型(抽凸,冲凸)draw hole抽孔bending折弯trim切边emboss凸点dome凸圆semi-shearing半剪stamp mark冲记号deburr or coin压毛边punch riveting冲压铆合side stretch侧冲压平reel stretch卷圆压平groove压线blanking下料stamp letter冲字(料号)shearing剪断tick-mark nearside正面压印tick-mark farside反面压印冲压名称类extension dwg展开图procedure dwg工程图die structure dwg模具结构图material材质material thickness料片厚度factor系数upward向上downward向下press specification冲床规格die height range适用模高die height闭模高度burr毛边gap间隙weight重量total wt.总重量punch wt.上模重量五金零件类inner guiding post内导柱dowel pin固定销coil spring弹簧lifter pin顶料销pin销lifter guide pin浮升导料销guide pin导正销wire spring圆线弹簧outer guiding post外导柱stop screw止付螺丝located pin定位销outer bush外导套模板类top plate上托板(顶板)top block上垫脚punch set上模座punch pad上垫板punch holder上夹板stripper pad脱料背板up stripper上脱料板male die公模(凸模)feature die公母模female die母模(凹模)upper plate上模板lower plate下模板die pad下垫板die holder下夹板die set下模座bottom block下垫脚bottom plate下托板(底板)67stripping plate 内外打(脱料板) outer stripper 外脱料板 inner stripper 内脱料板 lower stripper 下脱料板 零件类 punch 冲头 insert 入块(嵌入件)deburring punch 压毛边冲子 groove punch 压线冲子 stamped punch 字模冲子 round punch 圆冲子special shape punch 异形冲子 bending block 折刀 roller 滚轴 baffle plate 挡块 located block 定位块 supporting block for location 定位支承块air cushion plate 气垫板 air-cushion eject-rod 气垫顶杆 trimming punch 切边冲子 stiffening rib punch = stinger 加强筋冲子ribbon punch 压筋冲子guide plate 定位板 sliding block 滑块active plate 活动板 lower sliding plate 下滑块板 upper holder block 上压块 upper mid plate 上中间板 spring box 弹簧箱bushing block 衬套 cover plate 盖板 guide pad 导料块 塑件&模具相关英文compre sion molding 压缩成型 flash mold 溢流式模具split mold 分割式模具 cavity 型控 母模 core 模心 公模 taper 锥拔leather cloak 仿皮革 shiver 饰纹 flow mark 流痕 welding mark 溶合痕self tapping screw 自攻螺丝 striper plate 脱料板 piston 活塞 cylinder 汽缸套 chip 细碎物handle mold 手持式模具 移转成型用模具 en c a p s u l a t i o n m o l d i n g 低压封射出成型用模具two plate 两极式(模具) well type 蓄料井insulated runner 绝缘浇道方式hot runner 热浇道 runner plat 浇道模块 valve gate 阀门浇口band heater 环带状的电热器 spindle 阀针 spear head 刨尖头 slag well 冷料井 cold slag 冷料渣 air vent 排气道 h=0.02~0.05mmw=3.2mm L=3~5mm welding line 熔合痕 eject pin 顶出针 knock pin 顶出销 return pin 回位销反顶针 sleeve 套筒stripper plate 脱料板 insert core 放置入子guide pin 导销subzero 深冷处理 three plate 三极式模具 runner system 浇道系统 stress crack 应力电裂orientation 定向sprue gate 射料浇口,直浇口 nozzle 射嘴sprue lock pin 料头钩销(拉料杆) slag well 冷料井 side gate 侧浇口 edge gate 侧缘浇口 tab gate 搭接浇口 film gate 薄膜浇口 flash gate 闸门浇口 slit gate 缝隙浇口 fan gate 扇形浇口 dish gate 因盘形浇口 H=F=1/2t~1/5t T=2.5~3.5mmdiaphragm gate 隔膜浇口 ring gate 环形浇口submarine gate 潜入式浇口 tunnel gate 隧道式浇口 pin gate 针点浇口 Φ0.8~1.0mm Runner less 无浇道 (sprue less)无射料管方式 long nozzle 延长喷嘴方式 sprue 浇口;溶渣质量人员名称类 QC quality control品质管理人员FQC final quality control 终点质量管理人员IPQC in process quality control 制程中的质量管理人员OQC output quality control 最终出货质量管理人员IQC incoming quality control 进料质量管理人员TQC total quality control 全面质量管理POC passage quality control 段检人员QA quality assurance 质量保证人员OQA output quality assurance 出货质量保证人员QE quality engineering 质量工程人员质量保证类FAI first article inspection 新品首件检查FAA first article assurance 首件确认TVR tool verification report 模具确认报告3B 3B 模具正式投产前确认CP capability index 能力指数CPK capability index of process 模具制程能力参数SSQA standardized supplier quality 合格供货商质量评估OOBA out of box audit 开箱检查QFD quality function deployment 质量机能展开FMEA failure model effectiveness analysis 失效模式分析8D 8 disciplines 8项回复内容FA final audit 最后一次稽核CAR corrective action request 改正行动要求corrective action report 改正行动报告FQC运作类AQL Acceptable Quality Level 运作类允收质量水平S/S Sample size 抽样检验样本大小ACC Accept 允收REE Reject 拒收CR Critical 极严重的MAJ Major 主要的MIN Minor 轻微的AOQ Average Output Quality 平均出厂质量AOQL Average Output Quality Level 平均出厂质量Q/R/S Quality/Reliability/Service 质量/可靠度服务MIL-STD Military-Standard 军用标准S I-S IV Special I-Special IV 特殊抽样水平等级P/N Part Number 料号L/N Lot Number 特采AOD Accept On Deviation 特采8UAI Use As It 首件检查报告FPIR First Piece Inspection Report 百万分之一PPM Percent Per Million 批号制程统计品管专类SPC Statistical Process Control 统计制程管制SQC Statistical Quality Control 统计质量管理R Range 全距AR Average Range 全距平均值UCL Upper Central Limit 管制上限LCL Lower Central Limit 管制下限MAX Maximum 最大值MIN Minimum 最小值GRR Gauge Reproducibility & Repeatability 量具之再制性及重测性判断量可靠与否DIM Dimension 尺寸DIA Diameter 直径FREQ Frequency 频率N Number 样品数其它质量术语类QCC Quality Control Circle 品质圈QIT Quality Improvement Team 质量改善小组PDCA Plan Do Check Action 计划执行检查总结ZD Zero Defect 零缺点QI Quality Improvement 质量改善QP Quality Policy 目标方针TQM Total Quality Management 全面质量管理MRB Material Reject Bill 退货单LQL Limiting Quality Level 最低质量水平RMA Return Material Audit 退料认可QAN Quality Ameliorate Notice 质量改善活动ADM Absolute Dimension Measurement 全尺寸测量QT Quality Target 质量目标7QCTools 7 Quality Control Tools 品管七大手法通用之件类ECN Engineering Change Notes 工程变更通知(供货商)ECO Engineering Change Order 工程改动要求(客户)PCN Process Change Notice 工序改动通知PMP Product Management Plan 生产管制计划SIP Specification In Process 制程检验规格SOP Standard Operation Procedure 制造作业规范IS Inspection Specification 成品检验规范9BOM Bill Of Material 物料清单PS Package Specification 包装规范SPEC Specification 规格DWG Drawing 图面系统文件类QC Quality System 质量系统ES Engineering Standardization 工程标准CGOO China General PCE龙华厂文件H Huston (美国)休斯敦C Compaq (美国)康伯公司C China 中国大陆A Assembly 组装(厂)S Stamping 冲压(厂)P Painting 烤漆(厂)I Intel 英特尔公司T TAIWAN 台湾IWS International Workman Standard 工艺标准ISO International Standard Organization 国际标准化组织GS General Specification 一般规格CMCS C-China M-Manufact C-Compaq S-Stamping Compaq产品在龙华冲压厂制造作业规范CQCA Q-Quality A-Assembly Compaq产品在龙华组装厂品管作业规范CQCP P-Painting Compaq产品在龙华烤漆厂品管作业规范部类PMC Production & Material Control 生产和物料控制PPC Production Plan Control 生产计划控制MC Material Control 物料控制ME Manufacture Engineering 制造工程部PE Project Engineering 产品工程部A/C Accountant Dept 会计部P/A Personal & Administration 人事行政部DC Document Center 资料中心QE Quality Engineering 质量工程(部)QA Quality Assurance 质量保证(处)QC Quality Control 质量管理(课)PD Product Department 生产部LAB Library 实验室IE Industrial Engineering 工业工程R&D Research & Design 设计开发部P Painting 烤漆(厂)A Assembly 组装(厂)10S Stamping 冲压(厂)生产类PCS Pieces 个(根,块等)PRS Pairs 双(对等)CTN Carton 卡通箱PAL Pallet/skid 栈板PO Purchasing Order 采购订单MO Manufacture Order 生产单D/C Date Code 生产日期码ID/C Identification Code (供货商)识别码SWR Special Work Request 特殊工作需求L/N Lot Number 批号P/N Part Number 料号其它OEM Original Equipment Manufacture 原设备制造PCE Personal Computer Enclosure 个人计算机外设PC Personal Computer 个人计算机CPU Central Processing Unit 中央处理器SECC SECC` 电解片SGCC SGCC 热浸镀锌材料NHK North of Hongkong 中国大陆PRC People's Republic of China 中国大陆U.S.A the United States of America 美国A.S.A.P As Soon As Possible 尽可能快的E-MAIL Electrical-Mail 电子邮件N/A Not Applicable 不适用QTY Quantity 数量VS 以及REV Revision 版本JIT Just In Time 零库存I/O Input/Output 输入/输出OK Ok 好NG Not Good 不行,不合格C=0 Critical=0 极严重不允许ESD Electry-static Discharge 静电排放5S 希腊语整理,整顿,清扫,清洁,教养ATIN Attention 知会CC Carbon Copy 副本复印相关人员APP Approve 核准,认可,承认CHK Check 确认AM Ante Meridian 上午PM Post Meridian 下午CD Compact Disk 光盘CD-ROM Compact Disk Read-Only Memory 只读光盘FDD Floppy Disk Drive 软盘机HDD Hard Disk Drive 碟碟机REF Reference 仅供参考CONN Connector 连接器CAV Cavity 模穴CAD Computer Aid Design 计算器辅助设计ASS'Y Assembly 装配,组装MAT'S Material 材料IC Integrated Circuit 集成电路T/P True Position 真位度TYP Type 类型WDR Weekly Delivery Requirement 周出货需求C?T Cycle Time 制程周期L/T Lead Time 前置时间(生产前准备时间)S/T Standard Time 标准时间P/M Product Market 产品市场3C Computer,Commumcation,Consumer electronic's 消费性电子5WIH When,Where,Who,What,Why,How to5M Man,Machine,Material,Method,Measurement4MIH Man,Materia,Money,Method,Time 人力,物力,财务,技术,时间(资源) SQA Strategy Quality Assurance 策略质量保证DQA Design Quality Assurance 设计质量保证MQA Manufacture Quality Assurance 制造质量保证SSQA Sales and service Quality Assurance 销售及服务质量保证LRR Lot Reject Rate 批退率BS Brain storming 脑力激荡EMI Electronic Magnet Inspect 高磁测试FMI Frequency Modulated Inspect 高频测试B/M Boar/Molding (flat cable)C/P Connector of PCA/P AssemblySPS Switching power supply 电源箱DT Desk Top 卧式(机箱)MT Mini-Tower 立式(机箱)DVD Digital Video DiskVCD Video Compact DiskLCD Liquid Crystal DisplayCAD Computer AID DesignCAM Computer AID ManufacturingCAE Computer AID EngineeringABIOS Advanced Basic in put/output system 先进的基本输入/输出系统CMOS Complementary Metal-Oxide-Semiconductor Transistor 互补金属氧化物半导体PDA Personal Digital Assistant 个人数字助理IC Integrated Circuit 集成电路ISA Industry Standard Architecture 工业标准体制结构MCA Micro Channel Architecture 微信道结构EISA Extended Industry Standard Architecture 扩充的工业标准结构SIMM Single in-line memory module 单项导通汇流组件DIMM Dual in-line Memory Module 双项导通汇流组件LED Light-Emitting Diode 发光二级管FMEA Failure Mode Effectiveness 失效模式分析W/H Wire Harness 金属线绪束集组件F/C Flat Cable 排线PCB Printed Circuit Board 印刷电路板CAR Correction Action Report 改善报告NG Not Good 不良WPR Weekly Delivery Requirement 周出货要求PPM Parts Per Million 百万分之一TPM Total Production Maintenance 全面生产保养MRP Material Requirement Planning 物料需计划OS Operation System 操作系统TBA To Be Design 待定,定缺D/C Drawing ChangeP/P Plans & ProcedureEMI Electrical-Music Industry 电子音乐工业RFI Read Frequency Input 读频输入MMC Maximum Material ConditionMMS Maximum Material SizeLMC Least Material ConditionLMS Least Material Size。

TEST BANKCHAPTER 10: WAREHOUSING MANAGEMENTMultiple Choice Questions(correct answers are bolded)1. Warehousing and ___________ are substitutes for each other.a. transportationb. materials handlingc. packagingd. inventory management[LO 10.1: To discuss the role of warehousing in a logistics system; Moderate; Application; AACSB Category 3: Analytical thinking]2. Which of the following has been referred to as “transportation at zero miles per hour”?a. materials handlingb. inventory managementc. procurementd. warehousing[LO 10.1: To discuss the role of warehousing in a logistics system; Moderate; Concept; AACSB Category 3: Analytical thinking]3. ___________ and ___________ refer to adjustments associated with the quantity of product.a. Allocating; assortingb. Accumulating; allocatingc. Sorting out; accumulatingd. Sorting out; assorting[LO 10.1: To discuss the role of warehousing in a logistics system; Difficult; Synthesis; AACSB Category 3: Analytical thinking]4. ___________ involves bringing together similar stocks from different sources.a. Bulk-breakingb. Assortingc. Accumulatingd. Sorting out[LO 10.1: To discuss the role of warehousing in a logistics system; Moderate; Concept; AACSB Category 3: Analytical thinking]5. ___________ refers to building up a variety of different products for resale to particular customers.a. Accumulatingb. Allocatingc. Sorting outd. Assorting[LO 10.1: To discuss the role of warehousing in a logistics system; Moderate; Concept; AACSB Category 3: Analytical thinking]6. ___________ refers to separating products into grades and qualities desired by different target markets.a. Assortingb. Sorting outc. Allocatingd. Accumulating[LO 10.1: To discuss the role of warehousing in a logistics system; Moderate; Concept; AACSB Category 3: Analytical thinking]7. Warehouses emphasize ___________ and their primary purpose is to maximize ___________.a. rapid movement of product; usage of available storage spaceb. rapid movement of product; throughputc. product storage; usage of available storage spaced. product storage; throughput[LO 10.1: To discuss the role of warehousing in a logistics system; Difficult; Application; AACSB Category 3: Analytical thinking]8. Distribution centers emphasize ___________, and their primary purpose is to maximize___________.a. rapid movement of product; throughputb. product storage; throughputc. product storage; usage of available storage spaced. rapid movement of product; usage of available storage space[LO 10.1: To discuss the role of warehousing in a logistics system; Difficult; Application; AACSB Category 3: Analytical thinking]9. Throughput refers to ___________.a. storage capacity of a warehousing facilityb. volume through a pipelinec. inventory turnover in a one-month periodd. amount of product entering and leaving a facility in a given time period[LO 10.1: To discuss the role of warehousing in a logistics system; Moderate; Concept; AACSB Category 3: Analytical thinking]10. ___________ are focused on e-commerce orders.a. Warehousesb. Distribution centersc. Fulfillment centersd. Cross-dock facilities[LO 10.1: To discuss the role of warehousing in a logistics system; Moderate; Concept; AACSB Category 3: Analytical thinking]11. ___________ refers to a process of receiving product and shipping it out the same day or overnight without putting it into storage.a. Just-in-timeb. Cross-dockingc. Accumulationd. Agglomeration[LO 10.1: To discuss the role of warehousing in a logistics system; Moderate; Concept; AACSB Category 3: Analytical thinking]12. Which of the following is not a possible design shape for a cross-dock facility?a. Ib. Hc. Ud. X[LO 10.1: To discuss the role of warehousing in a logistics system; Difficult; Application; AACSB Category 3: Analytical thinking]13. Warehousing labor safety practices in the United States are monitored by which federal government agency?a. Warehousing Safety Administrationb. Department of Commercec. Occupational Safety and Health Administration (OSHA)d. Consumer Product Safety Commission[LO 10.2: To learn about public, private, contract, and multiclient warehousing; Moderate; Application; AACSB Category 3: Analytical thinking]14. Which of the following is not a characteristic of public warehousing?a. It requires no capital investment from users.b. Users have a fairly exact determination of their warehousing costs.c. It is good for users dealing with large volumes of inventory.d. There is a lack of control by users.[LO 10.2: To learn about public, private, contract, and multiclient warehousing; Difficult; Synthesis; AACSB Category 3: Analytical thinking]15. What are the two major sources of labor in logistics?a. warehousing and materials handlingb. transportation and warehousingc. order management and materials handlingd. packaging and transportation[LO 10.2: To learn about public, private, contract, and multiclient warehousing; Moderate; Synthesis; AACSB Category 3: Analytical thinking]16. What is considered to be the biggest drawback to public warehousing?a. high fixed cost to the userb. lack of safety regulationc. lack of locational flexibilityd. lack of control by the user[LO 10.2: To learn about public, private, contract, and multiclient warehousing; Difficult; Synthesis; AACSB Category 3: Analytical thinking]17. ___________ warehousing is owned by the firm storing goods in the facility.a. Privateb. Publicc. Contractd. Multiclient[LO 10.2: To learn about public, private, contract, and multiclient warehousing; Easy; Concept; AACSB Category 3: Analytical thinking]18. Which of the following statements about private warehousing is false?a. It generates high fixed costs for the user.b. It is feasible when demand patterns are irregular.c. It gives users a great deal of control.d. It may reduce an organization’s flexibility.[LO 10.2: To learn about public, private, contract, and multiclient warehousing; Difficult; Synthesis; AACSB Category 3: Analytical thinking]19. With respect to contract warehousing, ___________ to ___________ contracts appear to allow sufficient time for the war ehousing provider to learn the client’s business while allowing the client some flexibility in case the agreement fails to produce acceptable results.a. one-year; two-yearb. two-year; three-yearc. three-year; five-yeard. five-year; seven-year[LO 10.2: To learn about public, private, contract, and multiclient warehousing; Moderate; Application; AACSB Category 3: Analytical thinking]20. Multiclient warehousing mixes attributes of ___________ and ___________ warehousing.a. private; contractb. common; privatec. public; commond. public; contract[LO 10.2: To learn about public, private, contract, and multiclient warehousing; Moderate; Synthesis; AACSB Category 3: Analytical thinking]21. Which of the following statements is false?a. T he primary design consideration in warehousing should be the facility’s function.b. The relative emphasis placed on storage and distribution affects the space layout of a warehousing facility.c. The quantity and character of goods to be handled must be known prior to designing awarehousing facility.d. Online orders should be filled from warehousing facilities designed to supplyretail store locations.[LO 10.3: To analyze select considerations when designing warehouse facilities; Difficult; Synthesis; AACSB Category 3: Analytical thinking]22. Trade-offs must be made among space, labor, and ___________ with respect to warehousing design.a. costb. construction materialsc. mechanizationd. speed[LO 10.3: To analyze select considerations when designing warehouse facilities; Moderate; Synthesis; AACSB Category 3: Analytical thinking]23. ___________ is a popular strategy that slots the most frequently picked items in the most accessible location.a. Fixed slot locationb. Variable slot locationc. Velocity slottingd. ABC slotting[LO 10.3: To analyze select considerations when designing warehouse facilities; Moderate; Concept; AACSB Category 3: Analytical thinking]24. A key advantage of fixed slot locations in a warehouse is ___________.a. improved employee moraleb. knowledge of where specific products are locatedc. better materials handlingd. increased space utilization[LO 10.3: To analyze select considerations when designing warehouse facilities; Moderate; Synthesis; AACSB Category 3: Analytical thinking]25. A key advantage of variable slot locations in a warehouse is ___________.a. increased space utilizationb. better materials handlingc. ease of record keepingd. more logical and simple product layout[LO 10.3: To analyze select considerations when designing warehouse facilities; Moderate; Synthesis; AACSB Category 3: Analytical thinking]26. As one builds higher, building costs ___________, while warehousing equipment costs tend to ___________.a. increase; decreaseb. increase; increasec. decrease; decreased. decrease; increase[LO 10.3: To analyze select considerations when designing warehouse facilities; Moderate; Synthesis; AACSB Category 3: Analytical thinking]27. Which of the following statements about a one-dock layout is false?a. Each and every dock can be used for both shipping and receiving.b. It requires carriers to pick up and deliver at specific times.c. Goods move in a straight configuration.d. The product may sometimes be reloaded in the vehicle that delivered it.[LO 10.3: To analyze select considerations when designing warehouse facilities; Difficult; Synthesis; AACSB Category 3: Analytical thinking]28. Narrow aisles can store ___________ to ___________ percent more product than conventional aisles.a. 30; 40b. 20; 25c. 15; 20d. 10; 15[LO 10.3: To analyze select considerations when designing warehouse facilities; Moderate; Application; AACSB Category 3: Analytical thinking]29. Which of the following is not an example of warehouse automation?a. radio frequency identificationb. narrow aisle forkliftsc. automated guided vehiclesd. pallet jacks[LO 10.3: To analyze select considerations when designing warehouse facilities; Difficult; Synthesis; AACSB Category 3: Analytical thinking]30. Which of the following is not a trade-off in warehousing design?a. two-dock versus single-dock layoutb. build up versus build outc. order-picking versus order-taking functionsd. degree of warehouse automation[LO 10.3: To analyze select considerations when designing warehouse facilities; Difficult; Synthesis; AACSB Category 3: Analytical thinking]31. One estimate suggests that only approximately ___________ percent of a faci lity’s cubic capacity is actually occupied by product.a. 20b. 25c. 35d. 50[LO 10.3: To analyze select considerations when designing warehouse facilities; Moderate; Application; AACSB Category 3: Analytical thinking]32. Which of the following is not a potential measure of warehousing productivity?a. average warehouse capacity usedb. order fill ratec. pallets shipped per persond. cases shipped per person[LO 10.4: To examine some prominent operational issues in warehousing; Moderate; Synthesis; AACSB Category 3: Analytical thinking]33. In the United States, forklifts account for 1 of every ___________ workplace deaths.a. 5b. 6c. 10d. 14[LO 10.4: To examine some prominent operational issues in warehousing; Moderate; Application; AACSB Category 3: Analytical thinking]34. What is the most frequent source of injuries among warehousing personnel?a. repetitive motionb. assault by other warehousing personnelc. workers struck by an objectd. back and shoulder injuries[LO 10.4: To examine some prominent operational issues in warehousing; Difficult; Synthesis; AACSB Category 3: Analytical thinking]35. What is dunnage?a. additional payment for special handlingb. a type of packaging material that is placed inside of boxesc. material that is used to block and brace products inside carrier equipmentd. additional transportation fees that are charged to small shippers[LO 10.4: To examine some prominent operational issues in warehousing; Moderate; Concept; AACSB Category 3: Analytical thinking]36. The two most common causes of warehousing fires in recent years have been those caused by electrical distribution and lighting equipment and ___________.a. those caused by lightning strikesb. those that were intentionally setc. those that resulted from the heat source being too close to combustiblesd. those where cutting or welding took place too close to combustibles[LO 10.4: To examine some prominent operational issues in warehousing; Difficult; Synthesis; AACSB Category 3: Analytical thinking]37. A safety data sheet (SDS) is required for ___________.a. all finished goods stored in a warehouseb. each hazardous product to be stored in a facilityc. all raw materials brought into a firmd. any product imported into the United States[LO 10.4: To examine some prominent operational issues in warehousing; Moderate; Application; AACSB Category 3: Analytical thinking]38. Which of the following is not one of the four questions associated with effective management of hazardous materials storage?a. What material is being stored?b. Why is the material being stored?c. W hat is the material’s source?d. Where is the material being stored?[LO 10.4: To examine some prominent operational issues in warehousing; Difficult; Synthesis; AACSB Category 3: Analytical thinking]39. In general, warehousing security can be enhanced by focusing on people, ___________, and ___________.a. building; equipmentb. buildings; costc. cost; processesd. facilities; processes[LO 10.4: To examine some prominent operational issues in warehousing; Moderate; Application; AACSB Category 3: Analytical thinking]40. Which of the following statements is false?a. Clean and sanitary warehousing facilities can have a positive impact on morale.b. One suggestion for warehouse sanitation is to clean the facility at least once a day.c. Clean and sanitary warehousing facilities can reduce employee turnover.d. Clean and sanitary warehousing facilities require costly technology.[LO 10.4: To examine some prominent operational issues in warehousing; Difficult; Synthesis; AACSB Category 3: Analytical thinking]True-False Questions1.Many well-run companies view warehousing as a strategic consideration and as a potentialsource of competitive advantage. (True)[LO: Beginning of the chapter material; Easy; Application; AACSB Category 3: Analytical thinking]2.Materials handling has been referred to as transportation at zero miles per hour. (False) [LO 10.1: To discuss the role of warehousing in a logistics system; Moderate; Concept; AACSB Category 3: Analytical thinking]3.Warehousing is needed because patterns of production and consumption may not coincide.(True)[LO 10.1: To discuss the role of warehousing in a logistics system; Moderate; Synthesis; AACSB Category 3: Analytical thinking]4.Assorting and sorting refer to adjustments associated with the quantity of product. (False) [LO 10.1: To discuss the role of warehousing in a logistics system; Moderate; Application; AACSB Category 3: Analytical thinking]5.Accumulating involves bringing together similar stocks from different sources. (True)[LO 10.1: To discuss the role of warehousing in a logistics system; Easy; Concept; AACSB Category 3: Analytical thinking]6.Assorting involves breaking larger quantities into smaller quantities. (False)[LO 10.1: To discuss the role of warehousing in a logistics system; Moderate; Concept; AACSB Category 3: Analytical thinking]7.Warehouses emphasize the rapid movement of products through a facility and attempt tomaximize throughput. (False)[LO 10.1: To discuss the role of warehousing in a logistics system; Moderate; Concept; AACSB Category 3: Analytical thinking]8.Throughput is the amount of product entering and leaving a warehousing facility in a givenperiod of time. (True)[LO 10.1: To discuss the role of warehousing in a logistics system; Easy; Concept; AACSB Category 3: Analytical thinking]9.Fulfillment centers represent a special type of distribution center that is focused on e-commerce orders. (True)[LO 10.1: To discuss the role of warehousing in a logistics system; Easy; Concept; AACSB Category 3: Analytical thinking]10.One drawback of cross-docking is that it increases the amount of necessary warehousingspace. (False)[LO 10.1: To discuss the role of warehousing in a logistics system; Moderate; Synthesis; AACSB Category 3: Analytical thinking]11.The preferred design for a cross-dock facility is an “H” shape. (False)[LO 10.1: To discuss the role of warehousing in a logistics system; Moderate; Synthesis; AACSB Category 3: Analytical thinking]12.With public warehousing the user rents space as needed, thus avoiding the cost of unneededspace. (True)[LO 10.2: To learn about public, private, contract, and multiclient warehousing; Moderate; Application; AACSB Category 3: Analytical thinking]13.In the United States, the Department of Commerce has primary responsibility forwarehousing safety practices. (False)[LO 10.2: To learn about public, private, contract, and multiclient warehousing; Moderate; Application; AACSB Category 3: Analytical thinking]14.Perhaps the biggest drawback to public warehousing is the inability to provide specializedservices. (False)[LO 10.2: To learn about public, private, contract, and multiclient warehousing; Moderate; Synthesis; AACSB Category 3: Analytical thinking]15.Private warehousing tends to be feasible when demand patterns are relatively stable. (True) [LO 10.2: To learn about public, private, contract, and multiclient warehousing; Easy; Application; AACSB Category 3: Analytical thinking]16.Private warehousing offers potential users a great deal of control over their storage needs.(True)[LO 10.2: To learn about public, private, contract, and multiclient warehousing; Moderate; Application; AACSB Category 3: Analytical thinking]17.Public warehousing has embraced value-adding activities such as customization and reverselogistics to a greater degree than has contract warehousing. (False)[LO 10.2: To learn about public, private, contract, and multiclient warehousing; Moderate; Synthesis; AACSB Category 3: Analytical thinking]18.Three-to-five year contracts appear to allow sufficient time for contract warehouses to learnt heir client’s business while at the same time allowing clients some flexibility. (True)[LO 10.2: To learn about public, private, contract, and multiclient warehousing; Moderate; Application; AACSB Category 3: Analytical thinking]19.In essence, multiclient warehousing mixes attributes of private and contract warehousing.(False)[LO 10.2: To learn about public, private, contract, and multiclient warehousing; Moderate; Concept; AACSB Category 3: Analytical thinking]20.A storage facility with low rates of product turnover should be laid out in a manner thatmaximizes utilization of the cubic capacity of the storage facility. (True)[LO 10.3: To analyze select considerations when designing warehouse facilities; Moderate; Synthesis; AACSB Category 3: Analytical thinking]21.Trade-offs must be made among space, labor, and mechanization with respect towarehousing design. (True)[LO 10.3: To analyze select considerations when designing warehouse facilities; Moderate; Application; AACSB Category 3: Analytical thinking]22.Fixed slot location systems slot the most frequently picked items in the most accessiblelocation. (False)[LO 10.3: To analyze select considerations when designing warehouse facilities; Moderate; Concept; AACSB Category 3: Analytical thinking]23.A variable slot location warehousing system may result in low space utilization. (False) [LO 10.3: To analyze select considerations when designing warehouse facilities; Moderate; Application; AACSB Category 3: Analytical thinking]24.A general rule of thumb is that it is cheaper to build up than build out. (True)[LO 10.3: To analyze select considerations when designing warehouse facilities; Easy; Application; AACSB Category 3: Analytical thinking]25.A one-dock warehouse layout, in contrast to a two-dock layout, increases the space neededfor storage docks. (False)[LO 10.3: To analyze select considerations when designing warehouse facilities; Moderate; Application; AACSB Category 3: Analytical thinking]26.Narrower aisles can increase the space utilization of a facility. (True)[LO 10.3: To analyze select considerations when designing warehouse facilities; Easy; Application; AACSB Category 3: Analytical thinking]27.Radio frequency identification is an example of warehouse automation. (True)[LO 10.3: To analyze select considerations when designing warehouse facilities; Moderate; Application; AACSB Category 3: Analytical thinking]28.Recent estimates suggest that only approximately 30 percent of a warehousing facility’scubic capacity is actually occupied by product. (False)[LO 10.3: To analyze select considerations when designing warehouse facilities; Moderate; Application; AACSB Category 3: Analytical thinking]29.Motivation of warehousing employees can be difficult because of the somewhat repetitivenature of the operation. (True)[LO 10.4: To examine some prominent operational issues in warehousing; Moderate; Synthesis; AACSB Category 3: Analytical thinking]30.Increases in warehousing productivity require significant investment in technology ormechanized or automated equipment. (False)[LO 10.4: To examine some prominent operational issues in warehousing; Moderate; Synthesis; AACSB Category 3: Analytical thinking]31.Forklifts account for one of every six workplace deaths in the United States. (True)[LO 10.4: To examine some prominent operational issues in warehousing; Moderate; Application; AACSB Category 3: Analytical thinking]32.Forklift operators in the United States must be recertified every five years. (False)[LO 10.4: To examine some prominent operational issues in warehousing; Moderate; Application; AACSB Category 3: Analytical thinking]33.Back and shoulder injuries are the most frequent injuries among warehousing personnel.(True)[LO 10.4: To examine some prominent operational issues in warehousing; Moderate; Synthesis; AACSB Category 3: Analytical thinking]34.Dunnage refers to charges for accessorial transportation service. (False)[LO 10.4: To examine some prominent operational issues in warehousing; Moderate; Concept; AACSB Category 3: Analytical thinking]35.Fires are a constant threat in warehousing. (True)[LO 10.4: To examine some prominent operational issues in warehousing; Moderate; Application; AACSB Category 3: Analytical thinking]ernment regulations require organizations to create a safety data sheet (SDS) for eachimported item that is stored in a warehousing facility. (False)[LO 10.4: To examine some prominent operational issues in warehousing; Moderate; Application; AACSB Category 3: Analytical thinking]37.Buildings that store hazardous materials often have walls and doors that can withstandseveral hours of intense fire. (True)[LO 10.4: To examine some prominent operational issues in warehousing; Moderate; Application; AACSB Category 3: Analytical thinking]38.Potential threats to warehousing security include theft, pilferage, heat and humidity, and fire.(True)[LO 10.4: To examine some prominent operational issues in warehousing; Moderate; Synthesis; AACSB Category 3: Analytical thinking]39.In general, warehousing security can be enhanced by focusing on people, facilities, andinformation. (False)[LO 10.4: To examine some prominent operational issues in warehousing; Moderate; Synthesis; AACSB Category 3: Analytical thinking]40.Clean and sanitary warehousing facilities can have a positive impact on employee safety,morale, and productivity. (True)[LO 10.4: To examine some prominent operational issues in warehousing; Moderate; Application; AACSB Category 3: Analytical thinking]。
Storage System TemplateIntroduction:The storage system template is a comprehensive guide that outlines the essential components and procedures for effectively managing and organizing inventory in a storage facility. This template serves as a standardized framework for maintaining accurate records, optimizing space utilization, and ensuring efficient inventory management.1. Inventory Classification:- Item Description: Provide a detailed description of each item, including its name, specifications, and any other relevant information.- Item Category: Classify items into appropriate categories based on their nature, such as raw materials, finished goods, or consumables.- Item Code: Assign a unique identifier to each item for easy tracking and reference.2. Storage Layout:- Zone Planning: Divide the storage facility into different zones based on item categories, accessibility, or other relevant factors.- Racking System: Implement an organized racking system to maximize space utilization and facilitate easy retrieval of items.- labeling: Apply clear and visible labels on storage bins, shelves, and items for easy identification.3. Inventory Management:- Receiving: Establish a protocol for receiving goods, including inspection, verification, and documentation of received items.- Putaway: Develop a systematic method for placing items in their designated storage locations based on factors such as item frequency, size, and weight.- Picking: Implement efficient picking procedures to fulfill orders, ensuring accurate and timely delivery of items.- Replenishment: Regularly monitor inventory levels and replenish stock as needed to maintain optimal inventory levels and prevent stockouts.4. Inventory Tracking:- Barcode/RFID System: Utilize barcode or RFID technology to track inventory movements and maintain accurate stock records.- Inventory Software: Adopt an inventory management software system to automate data entry, generate reports, and analyze inventory trends.- Regular Audits: Conduct regular physical inventory audits to verify the accuracy of recorded stock levels and identify any discrepancies.5. Safety and Security:- Access Control: Implement strict access control measures, including secure entry points, ID badges, and visitor logs.- Fire Safety: Install appropriate fire safety equipment, such as fire extinguishers, sprinkler systems, and emergency exit signs.- Pest Control: Establish a regular pest control program to prevent infestations that could damage inventory or compromise stored goods.- Security Surveillance: Install surveillance cameras and alarm systems to deter theft and monitor activities within the storage facility.6. Documentation and Record-Keeping:- Inventory Records: Maintain up-to-date records of all inventory transactions, including receipts, putaway logs, picking lists, and delivery documents.- Storage Manual: Create and distribute a storage manual to all relevant personnel, outlining procedures, policies, and best practices for storage operations.- Training Records: Keep records of training sessions conducted forstaff to ensure they are aware of and adhere to storage system protocols. Conclusion:The storage system template provides a comprehensive framework for managing and organizing inventory in a storage facility. By implementing the outlined components and procedures, businesses can optimize space utilization, maintain accurate records, and ensure efficient inventory management. Regular monitoring, evaluation, and updates to the storage system are essential to adapt to changing business needs and ensure continuous improvement in storage operations.。
林业工程学报,2021,6(1):171-177JournalofForestryEngineeringDOI:10.13360/j.issn.2096-1359.202003003收稿日期:2020-03-02㊀㊀㊀㊀修回日期:2020-06-21基金项目:江苏省自然科学基金优秀青年基金(20180775)㊂作者简介:张永强,男,讲师,研究方向为物流工程㊁交通安全㊂E⁃mail:zyqnjfu@sina.cn基于SLP和SHA的林产品仓储布局优化张永强1,李星圆1,赵尘2(1.南京林业大学汽车与交通工程学院,南京210037;2.南京林业大学土木工程学院,南京210037)摘㊀要:我国林产品供应链发展水平较低,储运环节损耗大的问题比较突出㊂从林产品流通角度出发,仓储设施合理布局能够显著降低储运环节损耗㊂通过对林产品仓储设施布局的优化设计,建立一个高效的仓储管理系统,进而提高林产品供应链效率,最终实现降低林产品储运损耗是十分必要的㊂针对传统林产品仓储布局存在的问题,采用优化后的系统布置设计法(SLP)结合搬运系统分析法(SHA)对仓储布局进行重新设计㊂在SLP分析法的基础上,对仓库各要素包括订单数据㊁物流作业路径等分析,从而细致地划分了物流功能区,以搬运成本最低为目标比选方案,得出最佳布置方案㊂最后借助林产品原料供应仓库的案例,考虑原料搬运等一些非物流因素,采用逻辑条理强的关系表法,以物流量为基础数据求解仓库平面布置的面积相关图,得出以单位搬运费用率最低为目标的最优布置方案,从而验证新布局方案的有效性㊂新方案构建出高效的林产品仓储布局系统,解决了林产品储运环节损耗大的问题,使林产品能够以低成本㊁高效率的流通方式来满足市场变化和顾客需要㊂研究成果有助于提升林产企业的经济效益和市场竞争力,有利于我国林业产业的可持续发展㊂关键词:林产品仓储;SLP;SHA中图分类号:F252㊀㊀㊀㊀㊀文献标志码:A㊀㊀㊀㊀㊀开放科学(资源服务)标识码(OSID):文章编号:2096-1359(2021)01-0171-07OptimizationofstoragelayoutofforestproductsbasedonSLPandSHAZHANGYongqiang1,LIXingyuan1,ZHAOChen2(1.CollegeofAutomobileandTransportEngineering,NanjingForestryUniversity,Nanjing210037,China;2.CollegeofCivilEngineering,NanjingForestryUniversity,Nanjing210037,China)Abstract:ThedevelopmentlevelofChina sforestproductsupplychainislow,andtheproblemoflargelossinstorageandtransportationismoreprominent.Fromtheperspectiveofforestproductscirculation,reasonablelayoutofstoragefacilitiescansignificantlyreducethelossofstorageandtransportationlinks.Itisnecessarytoestablishanefficientwarehousemanagementsystembyoptimizingthelayoutofforestproductsstoragefacilities,soastoimprovetheeffi⁃ciencyofforestproductssupplychain,andfinallyreducethelossofforestproductsstorageandtransportation.Aimingattheproblemsexistinginthestoragelayoutoftraditionalforestproducts,theoptimizedsystematiclayoutplanning(SLP)combinedwiththesystemhandlinganalysis(SHA)wasusedtoredesignthewarehouselayout.OnthebasisofSLPanalysismethod,thisstudyanalyzestheelementsofwarehouse,includingorderdata,logisticsoperationpath,andsoon,soastodividethelogisticsfunctionalareaindetail,compareandselecttheschemewiththelowesthan⁃dlingcostasthetarget,andobtainthebestlayoutscheme.Finally,withthecaseofrawmaterialsupplywarehouseofforestproducts,consideringsomenonlogisticsfactorssuchasrawmaterialhandling,theareacorrelationdiagramofwarehouselayoutissolvedbasedonthelogisticsvolumebyusingtherelationshiptablemethodwithstronglogic,andtheoptimallayoutschemewiththelowestunithandlingcostrateasthegoalisobtained,whichverifiestheeffective⁃nessofthenewlayoutscheme.Thenewschemeconstructsanefficientforestproductsstorageandlayoutsystem,solvestheproblemoflargelossinforestproductsstorageandtransportationlinks,andenablesforestproductstomeetmarketchangesandcustomerneedswithlow⁃costandhigh⁃efficiencycirculationmode.Theresearchresultsofthisstudyarehelpfultoimprovetheeconomicbenefitsandmarketcompetitivenessofforestproductsenterprises,andtothesustainabledevelopmentofChina sforestryindustry.Keywords:storageofforestproducts;systematiclayoutplanning;systemhandlinganalysis林业工程学报第6卷㊀㊀由于林产品的属性独特,行业内对于产品的标准没有制定统一的要求,因此各种林产品在标准化方面有着缺陷,造成林产品在质量和规格方面不能以规范化的标准适应流通和市场交易的需要,因而导致了林产品在物流供应链成本上的增加㊂仓储作为林产品供应链中重要的环节也越来越受到物流企业的重视,林产品原料公司开始采取科学合理的仓储库存布局设计,充分利用资源,以提高林产品供应链效率㊂陈诚等[1]从整体角度出发,就林产品物流供应链系统进行分析与展望;宋李玉[2]主要就林产品配送功能模块,用态势分析法展开论述;而仓储模块,历美岑等[3]也只是采利用Flexsim软件对林产品仓储中心进行仿真;孙孟丹等[4]针对配送中心仓库布局的复杂性和产品多样性的特点结合模糊综合评价法,借助模糊数学的隶属度理论把定性评价转化为定量评价,从而对各种布局方式进行评判,求解仓库布局的最优方案;陈荣等[5]针对仓储区域的规划问题,提出了基于ABC法和自适应混合遗传算法的两阶段布局优化策略,并应用自适应混合遗传算法进行求解;侯智等[6]利用社会网络分析法和系统布置设计法(systematiclayoutplan⁃ning,SLP)结合的方式建立仓储布局优化的数学模型以提高仓储布局的效率和效益㊂综上所述,目前我国对于林产品原料仓库布局优化的理论研究较少㊂基于EIQ(entryitemquanti⁃ty)分析,SLP结合搬运系统分析法(systemhandlinganalysis,SHA)应用于仓储布局的研究基本是空白㊂笔者以林产品仓储布局为研究对象,采用优化后的SLP法结合SHA法对布局进行重新设计,并在EIQ分析基础上,以搬运成本最低为目标比较多个方案,最终选择最佳布置方案㊂1㊀传统仓库布局的方法及存在问题1.1㊀传统仓库布局的方法依据分析公司所经营林产品原料的品种和货物量等信息,确定仓库的类型㊁面积大小以及平面布局等,再结合上述内容,确定仓库运行所需要的人员和机械设备[7],主要包括6个基本步骤[8]:1)基础资料的分析㊂2)根据分析公司经营的主要原料产品特性和订单变动趋势来确定对应的物流功能区域㊂3)对仓库作业功能区域面积和仓库作业区域能力进行规划㊂一般指标如表1所示[9]㊂4)根据仓库物流作业流程设计动线㊂动线大致有6种基本形式:直线型㊁锯齿型㊁双直线型或S型㊁U型㊁分流型和集中型㊂5)综合物流相关性分析和活动相关性分析设计初始方案㊂仓库布置大致有3种方法:动线布置法㊁活动相关性布置法㊁图形构建法㊂6)优化多种仓库布局方案,选择最优方案㊂表1㊀仓库生产区建筑面积的一般指标Table1㊀Generalindexofbuildingareaofwarehouseproductionarea功能区域单位面积作业量/(t㊃m-2)储存保管区0.7 0.9收验货作业区0.2 0.3拣选作业区0.2 0.3配送集货物作业区0.2 0.31.2㊀传统仓库存在的问题传统仓库布局有以下3点问题:1)以定性方法为主;2)是一种静态的布局方法;3)缺少对不合理布局的预知能力㊂2㊀系统布置设计(SLP)2.1㊀系统布置设计的步骤SLP即系统设施布置方法是一种常用的设施规划方法㊂SLP主要思想[10]是依据各作业单位间相互关系和密切程度形成功能区位置关系图,再依据各作业单位实际占地面积与功能区位置关系图形成仓库功能区面积相关图㊂通过对多个有效布置方案进行评价和调整,最后得到最优布置方案(图1)㊂图1㊀SLP的程序Fig.1㊀SLPprogram2.2㊀SLP存在的问题假如将传统SLP不加改进运用于仓储库存布置设计中,可能会出现以下问题:1)缺少物流战略规划;2)缺少动态规划;3)缺少物料搬运分析过程㊂3㊀系统布置设计法的改进针对传统SLP法缺少物流战略规划㊁物料搬271㊀第1期张永强,等:基于SLP和SHA的林产品仓储布局优化运分析过程两方面作出改进[11]㊂3.1㊀SLP和EIQ基本要素分析结合EIQ分析法主要是对E㊁I㊁Q等关键物流要素进行分析,再结合ABC分析法进一步研究,从而解决物流战略规划问题,有利于仓库的合理规划㊂3.2㊀SLP和SHA结合仓储必然涉及物料搬运,因此将物料搬运系统设计方法SHA与SLP结合[12],才能设计出比较合理的仓储布局方案㊂4㊀C公司仓库布局问题案例分析4.1㊀C公司林产品原料供应仓库的基本情况C公司是一家提供林产品原料供应的物流一体化大型服务商,本研究以C公司旗下木质人造板供应仓库为对象㊂目前仓库布局及规模大小已经不能适应公司的业务量增长,因此C公司打算建造一个新仓库来迎合市场发展,目前C公司部分出库单见表2㊂表2㊀C公司仓库出库单(部分)Table2㊀CompanyCwarehousereceipt(part)㊀㊀将上述订单数据整理成EIQ统计表,形成C公司仓库订单材料的统计表,如表3所示㊂表3㊀C公司订单资料的EIQ统计表Table3㊀EIQstatisticaltableofcompanyCorderdata发货订单发货品项I1I2I3I4I5I6 I39I40I41I42发货数量EQ发货品项ENE018 108910E02202010520 1426E03 3319E048 38213E05202010830 885E06 685E078 1247117E08201010830 785E3113 995E32 625E337 2239E34 686E35 49917单品发货量IQ1581307453187123 15303066--单品发货次数IK81088811 3335--4.2㊀仓库基本要素分析对C公司仓库订单原料进行EQ分析,结果见图2㊂将EQ分析结合ABC分类[13]可得:出货量大于400箱属于特大订单,仓库需要重点管理;出货量在100 400箱属于较大订单,划分为B,一般拣货作业基本上可以满足;出货量低于100箱如E21㊁E23归为C类订单可以共同拣选,节约时间㊂将C公司仓库订单材料进行IQ分析,结果见图3㊂从IQ分析可以看出,C公司仓库产品出货量分布趋于两极分化,使用ABC分类做进一步管理,制成ABC分类统计表,结果见表4㊂图2㊀EQ分析Fig.2㊀EQanalysis371林业工程学报第6卷图3㊀IQ分析Fig.3㊀IQanalysis表4㊀ABC分类统计Table4㊀ABCclassificationstatistics分类出货数量范围/箱品项数量占比/%出货数量/箱占比/%A类500以上24.76145921.92300 500614.29240335.11B类200 30012.382103.16100 2001228.57165324.84C类20 1001535.7184612.710 20614.29841.76㊀㊀IQ分析可知,货物出货数量在200箱以上的品项仅有9种,所占比例是21.43%,占总出货量的比重为60.19%,因此要对这9种品项进行重点管理㊂对订单资料进行IK分析如图4所示㊂㊀㊀结合IQ和IK分析可知,出货量大小和出货次数存在一定的联系㊂图4㊀IK分析Fig.4㊀IKanalysis通过订单材料分析,目标客户J和X平均每个季度的货物需求量比较固定,预计仓库存储区域物流量目标客户J出货数量5222箱,目标客户X出货数量3223箱㊂4.3㊀仓库功能区综合关系分析物流关系和非物流关系是影响各功能区远近关系的主要要素㊂根据原仓库EIQ⁃ABC分析和表3制成从至表,如表5所示㊂仓库内同时存在与业务活动没有关系的功能区域,对这些区域进行活动相关性分析[14]㊂用评级理由确定作业单位密切程度的主要影响因素,结果见表6㊂表5㊀C公司仓库内作业单位物流量从至表Table5㊀LogisticsvolumeofoperationunitinwarehouseofcompanyCfromto从至12345678910入货区412928814210844169000A区0082633030000B区057623050000C区843370000包装区14860000出货区0000废料区000设备区00办公室0油料区表6㊀评级理由Table6㊀Ratingreasons㊀㊀确定仓库作业单位物流相关图如图5所示,该图直观地反映了所有功能区域的关系㊂根据表4㊁表5确定非物流相关图如图6所示㊂将物流关系和非物流关系结合时,需要确定这2种关系的相对重要性㊂综上,C公司仓库布局优化中,物流关系和非物流关系一样重要㊂因此,仓471㊀第1期张永强,等:基于SLP和SHA的林产品仓储布局优化库功能区间综合相互关系见公式(1)[15]:TRij=mMRij+nNRij(1)式中:TRij表示作业单位对i㊁j之间的综合作用关系;MRij表示i㊁j功能区间的物流关系的密切程度;NRij表示i㊁j功能区间的非物流关系密切程度;mʒn表示物流关系与非物流关系的比较程度,且mʒn=1ʒ1;综合得出相关图见图7㊂图5㊀仓库作业单位物流相关图Fig.5㊀Logisticsrelateddiagramofwarehouseoperationunit图6㊀仓库作业单位非物流相关图Fig.6㊀Nonlogisticsrelateddiagramofwarehouseoperationunit图7㊀仓库作业单位综合相关图Fig.7㊀Warehouseoperationunitcomprehensiverelateddiagram4.4㊀仓库功能区位置相关图一般仓库平面布置方法常用的是线型图法和关系表法[16]㊂关系表法的逻辑条理较强,容易得到较好的布置结果,故本研究采用此法㊂采用关系表法得出仓库功能区初始位置布置图:首先根据图8得到仓库作业单位综合相关图,然后据此绘制出关系工作表见表7㊂图8㊀无面积拼块图Fig.8㊀Blockdiagramwithoutarea表7㊀关系工作表Table7㊀Relationshipworksheet作业单位AEIOUX入货区23,94,6,75,810A区1,65,983,4,7,10B区1,658,92,4,7,10C区1,65,8,92,3,7,10包装区62,31,4,8,97,10出货区23,51,4,987,10废弃料区182,3,4,5,6,109设备区1,2,3,4,5,6,7,910办公室12,63,4,5,87,10油料区1,2,3,4,5,6,7,89㊀㊀目前不考虑各功能区的现实占地面积,统一将各作业单位做成大小一致的方块㊂每一个拼块上,将作业单位代号用笔写在中间,名称接着代号后面,格式如 X=? 写在代号下面;4个角分别对应写上A㊁E㊁I㊁O级,U级关系暂不考虑,结果如图8所示㊂摆放规则:在摆放过程中,首先寻找A级㊂假如出现几个A级的数量一致,再去比较E级的数量,然后将拼块放在正中央位置㊂接着观察左上角的A和右上角的E㊂要做到:A级关系要边靠边,E级关系至少角靠角,X级关系不能靠边也不能靠角㊂然后给多个方案评级㊂其方法是:如果A级没有靠边,扣2分;X级的边靠边也扣2分;A级只角靠角,扣1分;X级角靠角,E级没有角靠角也扣1分㊂最后选出较优布局方案,结果见图9㊂4.5㊀仓库功能区面积相关图通过实地调研可知C公司仓库各作业单位面积,结合图9可得出各作业单位的面积需求,结果见表8㊂571林业工程学报第6卷图9㊀仓库无面积拼块初始布置方案Fig.9㊀Initiallayoutplanofwarehousewithoutarea通过计算,各作业单位总需求面积为1248m2,圆整为1500m2,按长宽比3ʒ5得到长宽尺寸㊂以25m2为基本单元格,共60个单元格㊂在60个格子上分布各作业单位形成了面积块状布置,根据实际需求面积和其他因素限制,对所需面积进行适当调整,并结合搬运动线优化后得到2种方案(图10)㊂表8㊀各作业单位的面积需求Table8㊀Areademandofeachoperationunit代号名称面积/m2单元格数1入货区176102A区224113B区16094C区9655包装区6436出货区9647废弃料区4828设备区9649办公室64310油料区2249图10㊀SLP规划方案Fig.10㊀SLPplanningscheme㊀㊀方案一中将仓库分为10个功能区域,与原仓库布局图相比,新建仓库的改进一是依据订单资料将货物量较大的产品分为A㊁B㊁C区,进行高架存储,取代以往任意产品都可以摆放高架区的现象,解决了人员和货物分流的安全问题;改进二是设置专门的包装区,解决了以往在地推区进行包装加工的环节,而且包装区靠近出货区,加工后的产品可以直接进行出库处理,提高了包装作业效率;改进三是根据货物量的大小重新调整了目标客户产品的位置,满足未来需求量㊂方案二与方案一比较有两点区别,一是出入库位置没有改动;二是货物存储区两两之间的距离比较扩散,不如方案一紧凑,不便于拣选作业的进行㊂因此,总体来说方案一更优㊂4.6㊀SLP布局优化方案评价和选择假设仓库总面积为S,共有n个功能区,仓库内有任意两个功能区i和j,面积分别是Si和Sj,功能区i的边长为ai和bi,功能区j的边长为aj和bj,功能区之间的间隔为功能区中心间的直线距离㊂如果在布置方案x下,功能区i到功能区j之间的距离为dij(x),物流量为fij(x),单位搬运费用为Cij(x)㊂设搬运工具费用为I=1,2, ,n,单位小时人工费用是m,人工搬运效率为Pij(x)㊂那么方案x下的物流搬运单位费用率为:F=ðniðnjCij(x)dijfij(x)(2)目标优化函数公式如下:C(F)=min{ðniðnjCij(x)dij(x)fij(x)ðniðnjfij(x)}(3)dij(x)=(xi-xj)2+(yi-yj)2(4)Cij(x)=mˑðniðnjfij(x)Pij(x)+Iij(x){}ðniðnjfij(x)(5)ðni=1SiɤS(6)Xi=xi+ai/2,Yi=yi+bi/2(7)xi+aiɤa,yi+biɤb(8)式中:xi和yi为功能区起始点对应X㊁Y轴的坐标;Xi和Yi为功能区i的中心点在X㊁Y轴对应的坐标㊂对于C仓库的基本费用情况和仓库各个功能671㊀第1期张永强,等:基于SLP和SHA的林产品仓储布局优化区流程之间流转的工作效率见表9和表10㊂表9㊀仓库费用明细Table9㊀Warehouseexpensedetails费用类型费用/元堆高机租赁叉车费8300(每月)+备用电池2000短叉租赁叉车费4100(每月)+备用电池1950液压车购买每辆1980配货车购买每辆3000人工费用每小时15.5表10㊀仓库工作效率Table10㊀Warehouseefficiency流程生产效率/(件㊃h-1)工厂 入货区20412入货区 分拣区420入货区 高层存储区3600入货区 低层存储区1200入货区 包装区1200高层存储区 包装区900低层存储区 包装区1200包装区 出货暂存区180出货暂存区 出货区1200包装区 出货区280㊀㊀代入公式计算得出:方案一的单位搬运成本为C(F1)=100268元;方案二的单位搬运成本为C(F2)=108466元㊂对比方案一㊁二的单位搬运成本,选择方案一最为优化方案㊂5㊀结㊀论本研究采用优化后的SLP法,以林产品仓储布局为对象,结合SHA法对林产品仓储布局进行重新设计,在EIQ数据分析基础上,提出了新的林产品仓储布局方案㊂本研究将传统工业布局方法SLP优化后,结合SHA法提出了一种针对林产品仓储布局的新方案㊂该方案构建了高效的林产品仓储布局系统,提升了林产企业经济效益和市场竞争力,有利于我国林业产业可持续发展㊂参考文献(References):[1]陈诚,邱荣祖.林产品物流系统研究现状与展望[J].森林工程,2015,31(5):139-144.CHENC,QIURZ.Statusandtrendsofresearchonforestprod⁃uctslogisticssystem[J].ForestEngineering,2015,31(5):139-144.[2]宋李玉.基于SWOT的南平市林产品配送现状分析[J].物流工程与管理,2015,37(7):149-150,82.SONGLY.AnalyzeonforestproductdistributioninNanpingbasedonSWOTanalysis[J].StorageTransportation&PreservationofCommodities,2015,37(7):149-150,82.[3]历美岑,辛颖,邢美净,等.基于Flexsim的林产品仓储中心仿真与优化[J].物流技术,2015,34(7):177-179.LIMC,XINY,XINGMJ,etal.Simulationandoptimizationofforestproductwarehousecentersbasedonflexsim[J].LogisticsTechnology,2015,34(7):177-179.[4]孙孟丹,王敬.基于模糊综合评价法的仓储布局选择研究[J].东方企业文化,2013(2):207.SUNMD,WANGJ.Researchontheselectionofstoragelayoutbasedonfuzzycomprehensiveevaluation[J].OrientalEnterpriseCulture,2013(2):207.[5]陈荣,李超群.基于ABC法和自适应混合遗传算法的仓储区域布局优化策略[J].安徽工业大学学报(自然科学版),2011,28(2):183-187,196.DOI:10.3969/j.issn.1671-7872.2011.02.019.CHENR,LICQ.ThestoragearealayoutoptimizationstrategybasedonABCmethodandadaptivehybridgeneticalgorithm[J].JournalofAnhuiUniversityofTechnology(NaturalScience),2011,28(2):183-187,196.[6]侯智,孟祥超.基于SLP与遗传算法的仓储布局优化[J].组合机床与自动化加工技术,2020(5):159-163.DOI:10.13462/j.cnki.mmtamt.2020.05.040.HOUZ,MENGXC.StoragelayoutoptimizationbasedonSLPandgeneticalgorithm[J].ModularMachineTool&AutomaticManufacturingTechnique,2020(5):159-163.[7]陈国华.基于改进SLP理论的铁路电商物流中心布局研究[J].山东科学,2018,31(5):48-57.DOI:10.3976/j.issn.1002-4026.2018.05.009.CHENGH.Researchonlayoutofrailwaye⁃commercelogisticscenterbasedontheimprovedSLPtheory[J].ShandongScience,2018,31(5):48-57.[8]黄芊芊,李雨萌,李成港.基于SLP方法的A公司布局研究[J].物流工程与管理,2018,40(2):60-61.HUANGQQ,LIYM,LICG.ResearchonacompanylayoutbasedonSLPmethod[J].StorageTransportation&PreservationofCommodities,2018,40(2):60-61.[9]毛海军,张永.物流系统规划与设计[M].南京:东南大学出版社,2009:119-137.MAOHJ,ZHANGY.Logisticssystemplanninganddesign[M].Nanjing:SoutheastUniversityPress,2009:119-137.[10]李冰.基于SLP+SHA的工程机械厂物流分析与优化调整[J].科技管理研究,2011,31(8):98-101.LIB.Thematerialflowanalysisandlayoutoptimizationoftheen⁃gineeringmachineryfactorybySLPmethodandSHAmethod[J].ScienceandTechnologyManagementResearch,2011,31(8):98-101.[11]武钰淳,薛亮,付天琴,等.我国林产品物流发展现状分析与展望[J].物流工程与管理,2018,40(5):11-13.DOI:10.3969/j.issn.1674-4993.2018.05.003.WUYC,XUEL,FUTQ,etal.AnalysisandprospectofthedevelopmentofforestproductslogisticsinChina[J].LogisticsEngineeringandManagement,2018,40(5):11-13.[12]CARDONALF,SOTODF,RIVERAL,etal.Detaileddesignoffishbonewarehouselayoutswithverticaltravel[J].InternationalJournalofProductionEconomics,2015,170:825-837.DOI:10.1016/j.ijpe.2015.03.006.[13]HASSANMMD.Layoutdesigningrouptechnologymanufacturing[J].InternationalJournalofProductionEconomics,1995,38(2/3):173-188.DOI:10.1016/0925-5273(94)00090-w.[14]DIEFENBACHH,GLOCKCH.Ergonomicandeconomicopti⁃mizationoflayoutanditemassignmentofaU⁃shapedorderpickingzone[J].Computers&IndustrialEngineering,2019,138:106094.DOI:10.1016/j.cie.2019.106094.[15]HOBERGG,MALKINSONL.Challengesinthedesignofper⁃formance⁃basedforestryregulations:lessonsfromBritishColumbia[J].ForestPolicyandEconomics,2013,26:54-62.DOI:10.1016/j.forpol.2012.08.013.[16]冯定忠,吴能,范佳静,等.基于SLP和SHA的车间设施布局与仿真分析[J].工业工程与管理,2012,17(2):21-25.FENGDZ,WUN,FANJJ,etal.LayoutdesignandsimulationoptimizationofworkshopfacilitiesbasedonSLPandSHA[J].In⁃dustrialEngineeringandManagement,2012,17(2):21-25.(责任编辑㊀田亚玲)771。
厨房的英文作文怎么写英文回答:The kitchen is considered the heart of the home, where meals are prepared and families gather to share food and conversation. It is a space that necessitates both functionality and aesthetics, and there are numerous elements that contribute to its design and appeal.Layout:The layout of the kitchen significantly impacts its functionality. An efficient kitchen design typically incorporates the work triangle, which comprises the refrigerator, stove, and sink. This triangular arrangement optimizes movement and minimizes wasted steps during meal preparation. Other layout considerations include the placement of cabinets, appliances, and a kitchen island, which can provide additional workspace and storage.The materials used in the kitchen play a crucial rolein its durability, aesthetics, and ease of maintenance. For countertops, quartz, granite, and butcher block are popular choices due to their durability and heat resistance. Cabinetry materials range from wood to laminate tostainless steel, each offering unique characteristics in terms of appearance, durability, and cost. Flooring options include tile, hardwood, and vinyl, each with varying levels of water resistance, durability, and comfort.Appliances:Modern kitchens are equipped with a range of appliances that enhance convenience and efficiency. These include refrigerators, stoves, dishwashers, ovens, and microwaves. The choice of appliances depends on factors such as cooking habits, family size, and available budget. Energyefficiency is a key consideration when selecting appliances, as it can significantly reduce operating costs over time.Proper lighting is essential for a functional and inviting kitchen. A combination of natural and artificial light sources is ideal. Natural light provides ample illumination during the day, while artificial light is necessary for evenings or areas with limited window access. Under-cabinet lighting, pendant lights, and recessed lighting can effectively illuminate workspaces and create a cozy atmosphere.Storage:Adequate storage is critical for maintaining an organized and clutter-free kitchen. Drawers and cabinets with adjustable shelves and pull-out organizers maximize space utilization. Corner units, pantries, and spice racks provide additional storage options to keep items readily accessible. A well-organized kitchen facilitates efficient meal preparation and simplifies cleanup.Decor:The kitchen's decor plays a significant role in creating a warm and inviting ambiance. Color schemes, backsplashes, and artwork can enhance the aesthetic appeal of the space. Open shelving can display decorative items and add a touch of personality. A kitchen should be a space that reflects the homeowner's style and preferences, creating a comfortable and inspiring environment for cooking and gathering.In summary, the kitchen is a multi-faceted space that requires careful consideration in terms of layout, materials, appliances, lighting, storage, and decor. By harmonizing these elements, homeowners can create a functional, aesthetically pleasing, and welcoming kitchen that serves as the heart of their home.中文回答:厨房。
仓库工作流程英文Warehouse Workflow Management.Warehouse workflow management is a crucial aspect of any supply chain operation, ensuring the efficient and timely handling of goods. It involves the planning, organization, and control of the various activities within the warehouse, from receiving and storing goods to picking, packing, and shipping them out. This article will explore the key components of warehouse workflow management and how they contribute to the overall efficiency of the operation.Receiving and Storage.The first step in the warehouse workflow is receiving and storing incoming goods. This involves checking the quantity and quality of the products, updating inventory records, and storing the goods in the appropriate location within the warehouse. To ensure efficiency, warehouses often utilize advanced technology such as barcode scanningand radio frequency identification (RFID) tags to track and manage inventory.Proper storage is also essential to prevent damage or deterioration of the goods. Warehouses are typically organized into different zones or sections based on product type, size, or other characteristics. This allows for easier retrieval and storage, as well as ensuring that goods are stored in optimal conditions.Picking and Packing.Once orders are received, the next step is to pick the required items from the warehouse. This involves retrieving the goods from their storage locations and assembling them for shipment. To ensure accuracy and efficiency, warehouses often use pick lists or electronic picking systems that guide employees to the correct locations and quantities of items.Packing the items for shipment is also a crucial part of the picking and packing process. Warehouses must ensurethat the items are securely packed to prevent damage during transit. They may use a variety of packaging materials and techniques, depending on the type of goods and the mode of transportation.Shipping and Delivery.After the items are picked and packed, they are ready for shipment. The shipping and delivery process involves coordinating with carriers, preparing the necessary paperwork, and loading the goods onto trucks or containers for delivery to the customer.Warehouses must ensure that the shipping process is accurate and timely to meet customer expectations. They may use advanced logistics software to plan and schedule deliveries, as well as track the progress of shipments. Additionally, warehouses must comply with all relevant regulations and standards to ensure the safe and legal transportation of goods.Inventory Management.Inventory management is a crucial aspect of warehouse workflow management. It involves tracking and monitoring the quantity and status of goods within the warehouse to ensure that they are available when needed. Inventory management systems allow warehouses to accurately track inventory levels, identify when items are running low, and reorder them in a timely manner.Proper inventory management can help warehouses avoid stockouts and overstocking, which can lead to lost sales and increased costs. By maintaining an accurate inventory count, warehouses can better plan for future demand and ensure that they have the right amount of goods available to meet customer needs.Warehouse Layout and Design.The layout and design of the warehouse itself play a crucial role in workflow efficiency. Warehouses must be designed to maximize space utilization and minimize the distance traveled by employees and equipment. This can beachieved through careful planning and the use of advanced warehouse management systems (WMS) that optimize storage and retrieval operations.Additionally, warehouses must consider factors such as safety, ergonomics, and equipment capabilities when designing their layout. This ensures that employees can work safely and efficiently, reducing the risk of accidents and injuries.Workforce Management.Effective workforce management is essential to maintaining a smooth and efficient warehouse workflow. Warehouses must ensure that they have the right number of employees with the necessary skills and training to handle the workload. They may use a variety of techniques such as scheduling software, performance metrics, and employee development programs to manage their workforce effectively.By providing regular training and development opportunities, warehouses can ensure that their employeeshave the skills and knowledge to handle the challenges of the job. Additionally, by effectively scheduling and managing their workforce, warehouses can ensure that operations run smoothly and efficiently, meeting customer demand and expectations.Conclusion.Warehouse workflow management is a complex and multifaceted process that requires careful planning and execution. By optimizing receiving and storage, picking and packing, shipping and delivery, inventory management, warehouse layout and design, and workforce management, warehouses can achieve greater efficiency and profitability. By investing in technology, training, and advanced management systems, warehouses can stay competitive intoday's rapidly changing supply chain environment.。
OR Spectrum(2012)34:563–591DOI10.1007/s00291-011-0242-7REGULAR ARTICLEEffects of storage block layout and automated yardcrane systems on the performance of seaport container terminalsNils KemmePublished online:24February2011©Springer-Verlag2011Abstract As a decoupling point between waterside and landside transport,the con-tainer yard plays a major role for the competitiveness of container terminals.One of the latest trends in container yard operations is the automated rail-mounted-gantry-crane system,which offers dense stacking along with high productivity.In this paper,the strategic design of rail-mounted-gantry-crane systems is investigated.A simulation study is conducted to evaluate the effects of four rail-mounted-gantry-crane systems and385yard block layouts—differing in block length,width,and height—on the yard and terminal performance.Keywords Container terminal·Terminal design·Block dimensions·Automated stacking cranes·Rail-mounted-gantry-crane systems·Simulation1IntroductionDuring the last decades,there have been steady growth rates in international trade,and despite the current economic crisis this trend is expected to continue in the long term (Min et al.2009).Along with this development—which is one of the main aspects of the globalization process—there have been huge growth rates for the maritime container shipping industry.Nowadays,the overseas transport offinished consumer goods is almost always carried out in standardized steel boxes on deep-sea container vessels.In addition,the fraction of liquids as well as piece and bulk goods shipped in specialized containers is also increasing(UNCTAD2008).Capacities and turnovers in the container industry are generally measured in the number of20 containers which N.Kemme(B)Institute for Operations Research,University of Hamburg,V on-Melle-Park5,20146Hamburg,Germanye-mail:nils.kemme@uni-hamburg.de564N.KemmeFig.1Containerflow at a seaport container terminalare called TEU(Twenty-foot Equivalent Unit).Along with the growth in worldwide container transportation,the number and size of ports,as well as the competition among them have increased(Sciomachen and Tanfani2007).This paper focuses on the strategic layout planning of storage yards at seaport container terminals.A container terminal is an area in the port where vessels are loaded and unloaded and where containers are temporarily stored.In Fig.1,it is illustrated that a container ter-minal is subdivided into several sectors:quay,waterside horizontal transport,storage yard,landside horizontal transport,and gate.At the quay,the vessels are loaded and unloaded by the quay cranes(QCs)which are served by horizontal transport machines. These machines—which are usually straddle carriers(SCs),automated guided vehi-cles(AGVs),or truck-trailer units(TTUs)—carry the containers between QCs and storage yard.The storage yard usually consists of several container blocks which are served by fork lifts,SCs,or gantry cranes.A gantry crane,which is regarded here, can load and unload vehicles that arrive at the yard blocks.Besides,waterside trans-port machines,also landside transport machines arrive at the storage yard.These are usually external trucks(XTs)which enter the container terminal by the gate facilities and which connect the terminal with the hinterland.In addition,a container terminal may have its own railway station.Altogether,a container can enter the terminal at the quay—which is the waterside interface—by deep-sea or feeder vessel,or at the gate—which is the landside inter-face—by truck or train.Arriving containers are either imported,exported,or trans-shipped at the container terminal.The corresponding containerflows are illustrated in the upper half of Fig.1.An import container arrives by vessel and leaves the terminal by truck or train,while an export container is delivered by XT or train and departs via vessel.Transshipment containers both arrive and depart by vessel.Container terminals are often faced with several stakeholders who pursue different objectives(Petering2009).From the owners’perspective,the most important stake-holders are in most cases the shipping lines,which are interested in short in-port times of their vessels,since these high investments only earn money when shipping con-tainers at sea.This objective is facilitated by a good productivity of the QCs,whichEffects of storage block layout and automated yard crane systems565 can be measured in the average number of loaded and unloaded containers per QC working hour—this number is called gross crane rate(GCR).Improving the GCR does not only require the optimization of the QC processes,but the whole terminal has to be regarded.In this context,the storage yard is of special importance,since it is not just the storage area for containers;it is the interface between waterside and land-side transport chains.Most of the terminal operations either originate from or cease at the container yard.In addition,along with the ever-increasing container volume, more and more storage capacity is required in the ports.Consequently,land area has become a scarce resource in international container ports(Saanen2004).Therefore, terminal operators are seeking for innovative storage technologies which improve the utilization of storage areas and the GCR at the same time.The two major trends in stacking equipment are rubber-tyred(RTG)and rail-mounted(RMG)gantry-crane systems(Saanen2004).One of the major advantages of RMG systems—especially for high-labor-cost-countries—is their proven potential for automation.Various types of RMG yards are already in operation or currently under construction at container terminals around the world.These RMG yards are characterized by the used RMG crane system and the layout of the individual yard blocks.Four types of RMG crane systems have been developed—the single,twin, double and triple crane system—mainly differing in the number of cranes per yard block and their crossing ability.Intuitively,it may be assumed that the usage of more cranes and a better crossing ability,which is connected with moreflexibility,lead to better performances.In addi-tion,it may be suggested that increasing the stacking height yields higher performance losses than extending the length or width of the block.Some of these assumptions are confirmed by isolated studies on crane systems and block layouts(e.g.Saanen and Valkengoed2005;Kim1997).However,so far the relation of crane system and layout effects have not been quantifiably compared in any study.In particular,the brand-new triple crane system has not been considered in any terminal design study by now. Thus,within the framework of this work,the effects of different RMG crane systems and layout variations on the performance of an RMG yard block are simultaneously analysed.This paper is organized as follows.In Sect.2,a detailed description of storage yard systems and processes is provided.The relevant literature is summarized in Sect.3. In Sect.4,the simulation model used in this study is described in detail.Numerical experiments and the computational results are presented,analysed,and discussed in Sect.5.Finally,conclusions and further research topics are given in Sect.6.2Storage yard systems and processesThis paper deals with the strategic planning of storage yards at seaport container ter-minals that are operated by gantry cranes.Because different types and systems of gantry cranes are in operation at container terminals around the world,the research object and the corresponding processes are defined in detail within this section.First, known types of gantry-crane systems for container terminals are distinguished.Sec-ondly,strategic variations in terms of system and layout are presented for the regarded566N.Kemme portaltrolley spreaderbaytier row/lanebig cranesmall craneFig.2Example yard block with two gantry cranescrane type.Thirdly,a discussion of the interrelation of the performances of the yard blocks and the total terminal is given and finally,the processes of the regarded crane system are explained.Detailed descriptions of terminal equipment and processes are given by Vis and de Koster (2003),Günther and Kim (2006)as well as Steenken et al.(2004).2.1Comparison of gantry-crane systemsEach yard block in a container yard that is operated by gantry cranes consists of sev-eral bays,lanes,and tiers.Multiplying these numbers results in the number of storage slots,but this is only a theoretical figure as some slots have to be kept free in order to preserve some flexibility.All lanes of a yard block are located inside the portal of the gantry crane that serves the respective block.In order to access each container in a block,the gantry crane comprises three technical components that enable the crane to move along all three dimensions of the yard block.With the movement of the crane portal,each individual bay of the block can be called upon and the trolley can be moved to the desired lane.Finally,the spreader,which is the hoisting equipment of the crane,can be brought down to the tier where the desired slot is located —but,of course,only slots on top of the pile are directly accessible.In Fig.2,these facts and operations are depicted for an example yard block with two cranes of different sizes.In general,two types of gantry-crane systems have to be distinguished:RTG and RMG crane systems.The portal of an RTG crane moves on rubber tyres,whereas the portal of an RMG moves on rail tracks that are installed alongside a yard block.Consequently,RTG cranes can be moved from one block to another and thereby it is possible to react to different workload situations among the blocks.Hence,the RTG cranes provide more flexibility than the RMG cranes do.However,along with the fix-ation to single yard blocks and the loss of flexibility,more potential for automation isEffects of storage block layout and automated yard crane systems567 involved for RMGs versus RTGs.Automated RMG cranes,which are also called auto-mated stacking cranes(ASCs)are fully automated in all of their operations and move without any assistance from drivers.However,the handshake between XTs and ASCs is only semi-automated for reasons of occupational safety—it is done by a remote con-troller.Owing to the automation,high investment costs are involved with automated RMG crane systems,which makes this crane type more suitable for high-labor-cost countries.The arrangement of yard blocks and where the handshake with other modes of trans-portation takes place differ a lot between RTG and automated RMG crane systems in most ually,RTG yard blocks are arranged in terms of several yard blocks parallel to the quay wall,whereas automated RMG yard blocks are laid out perpendic-ular to the quay wall to ensure a clear separation of automated and manual operations. In most cases,an automated RMG crane system is embedded into a more or less automated container terminal that uses semi-automatic QCs and AGVs.For reasons of occupational safety,AGVs as well as SCs cannot be operated together with XTs. Consequently,waterside and landside transport machines have to be separated,which can be best facilitated by the perpendicular layout.Furthermore,the handshake between the RTG cranes and other modes of transpor-tation usually takes place parallel to the yard block in an empty lane inside the portal, which is the handling lane,while the RMG cranes use the waterside and landside ends of the yard blocks for container handover.Within the RTG system,XTs or TTUs drive into the handling lane and stop at the bay where a container has to be transferred.Thus, there does not need to be laden driving for the RTG cranes,only empty movement to the relevant bay.In contrast,RMG cranes have to traverse laden as they transfer the container between the relevant bay and the handover area.The main technical data for both crane types are dependent on the dimensions of the yard block,i.e.,the more lanes and the higher the stacking height,the wider and higher,respectively,is the portal.In addition,the maximum velocity and the accel-eration of the portal decrease with increasing crane size.Although the portal driving speed of the RMG crane is between3and4m/s,the RTG crane is slower with around 2m/s.The trolley and hoisting speed is around1m/s for both crane types,but again with slight advantages for the RMG cranes.A comparative table on technical gantry crane data is given in Stahlbock and V oss(2008).Here,the automated RMG crane system is regarded.During the last years,sev-eral kinds of this crane system have been put into operations that can mainly be distinguished according to the number of applied cranes per yard block,as well as the crossing ability of these cranes.These different types of automated RMG crane systems are described in the following section.2.2Types of RMG crane systems and block layoutFour different types of automated RMG crane systems are identified in this paper—namely the single(SRMG),twin(TRMG),double(DRMG),and triple crane system (TriRMG).All of them are exemplified with a top view of a container terminal in Fig.3.The single crane system is the oldest RMG crane system and was introduced568N.KemmeFig.3Top view of a container terminal showing four types of RMG crane systemsin Rotterdam,the Netherlands in the1990s(Saanen2008).There,each yard block is operated by only one automated RMG crane,which serves both,the landside and waterside handover areas.The major advantage of the single system is its comparably simple behaviour which simplifies the crane scheduling problem.But the handling capacity of just one crane is rather small,so long waiting times for XTs and disturbed QC job sequences may be the result.A consequent derivative of the single crane system is the twin system which uses two identical cranes per block.As the cranes have the same size and share tracks,cross-ing of cranes within the same block is impossible.Consequently,one crane serves the waterside handover area and the other one the landside handover area.On the one hand, it is beneficial that the system offers more handling capacity than the single system does,but on the other hand,it is more complex to operate,since crane interferences have to be regarded.In addition,the system is very vulnerable to machine breakdowns, since crossing of the cranes is not possible and thus a defective crane would jam the whole yard block.A twin system is for example in operation in Portsmouth,Virginia (Edmonson2007).A comparable handling capacity along with a higher degree offlexibility can be reached by the double crane system,which also uses two cranes per block,but allows for crossing.This can be facilitated by using two cranes of different size,which do not share tracks,but have their own pair of rails each.Crossing is only possible if the trolley of the bigger crane is moved to a special crossing position which is located at the side of the big crane,beyond the profile of the small crane.This crossing position is illustrated in Fig.2.Hence,waterside and landside handover areas can be served by both cranes and such a system is in operation in Hamburg,Germany(Saanen2008).Effects of storage block layout and automated yard crane systems569 The benefits of the crossing possibility are reduced(but nevertheless existing)crane interferences and reduced consequences of machine breakdowns.The downside of this possibility is that due to the second track per block,more space is needed and thus fewer blocks can be installed in a given yard area.The latest development of automated RMG systems is the triple crane system.It has recently been put into operation in Hamburg,Germany(HHLA2009).Three cranes will be used per block:two small identical cranes sharing the same tracks and one bigger crane with its own rails.While—comparable to a twin system—the two small cranes cannot cross each other,the bigger one can cross both small ones,which is comparable to a double system.On the one hand,deploying three cranes per block further increases the handling capacity.On the other hand,more crane interferences have to be regarded for the scheduling problem,which makes crane control even more complicated than for the twin and double crane systems.The dimensions of yard blocks differ between terminals,but typically the order of magnitude for automated RMG yard blocks is28–48bays(of TEU)long,6–10lanes wide and2–6tiers high.While the SRMG in Rotterdam,for instance,uses blocks which are28bays long,6lanes wide and2tiers high,the yard blocks of the DRMG in Hamburg,consist of37bays,10lanes and4tiers(Saanen and Valkengoed2005). However,these are just examples and various other layouts can be found at container terminals around the world.In total,the number of possible yard block layouts is huge,and four types of automated RMG crane systems are identified that can be used for each layout.Consequently,terminal planners and researchers are faced with the question of which combination of yard block layout and yard crane system is best for the performance of the storage yard and the whole terminal.In the next section, the term performance is discussed in detail,since terminal and storage yard design planning are multi-objective problems with several interdependencies.2.3Terminal and yard performanceTerminal operators are simultaneously faced with several restrictions and objectives of the different stakeholders.Hence,there are many indicators for measuring the performance of a seaport container terminal:workers want security of employment, residents demand low noise and exhaust emissions,authorities require the compliance with laws,truckers are interested in short processing times,and shipping lines require short and reliable turn-around times for vessels as well as little cost for loading and dis-charging.However,thefinal decision makers are the owners(shareholders)which are generally interested in a high shareholder value.From their point of view,the shipping lines are the most important stakeholders,since the earnings of a container terminal are most of all dependent on the handling charge that is raised from the shipping lines for each container handled by the QCs.High profits and rentability can be achieved by increasing the throughput of the terminal and decreasing its costs,with respect to the turn-around times of the vessels and limitations in space.Consequently,vessels have to be processed more quickly with the same amount of equipment,i.e.the GCR has to be increased.As the improvement of the GCR does also comply with the objectives570N.Kemme of the shipping lines,the GCR is probably the most important performance indicator of a seaport container terminal(Petering et al.2009).Atfirst glance,the GCR is only a measure for the performance of the QCs.How-ever,the GCR is also a measure for the performance of the whole terminal,since the QCs are just one end of the terminal’s transport chain that affects the GCR as a whole. In fact,the QC performance is considerably affected by the horizontal transport and yard processes.The QCs can only load and discharge containers when the inflow and outflow of containers is properly processed by the horizontal transport machines,i.e. the QC operations should not be disturbed due to late arrivals of AGVs or SCs.The horizontal transport operations are affected by the yard cranes,as they can only work properly if they need not wait at the yard blocks.Export containers,as well as outgo-ing transshipment containers have to be accurately retrieved by the yard cranes,since otherwise the horizontal transport machines have to wait.The situation for import boxes and ingoing transshipment containers needs to be distinguished,since AGVs are not able to discharge themselves while SCs can do this.Consequently,SCs that are laden with import or transshipment boxes need not wait for late yard cranes,while import operations of AGVs may be disturbed by delays of the yard cranes.Altogether, the joint performance of QCs,horizontal transport machines and yard cranes can be subsumed under a single performance indicator—the GCR.The great impact of the yard operations for the performance of the whole termi-nal is confirmed by the simulation analysis of Petering et al.(2009)on deployment strategies for RTG cranes.Theyfind a very strong negative correlation of AGV and SC waiting time at the yard block with the GCR.Hence,they conclude that the main objective for yard crane dispatching should be the minimization of waiting times for the waterside horizontal transport machines.The waiting times at the yard blocks for XTs are usually regarded as matter of minor importance since hardly any impact on the GCR is involved with XT waiting times,and individual truckers arefinancially less important for the terminal than shipping lines(Choe et al.2007).Altogether,it is also possible to focus on the waiting time of waterside horizontal transport machines at the yard blocks when planning and optimizing automated RMG crane systems,instead of only looking at the GCR.Subsequently,the term yard block performance is used as an equivalent for the average waiting time per job of waterside horizontal transport machines in the handover area.2.4RMG crane processesEach ingoing and outgoing box at a container terminal induces a transport job for the automated RMG cranes.Besides,the pure yard crane transport of the container from its start position to its place of destination,several other crane movements are involved with a transport job.Certain sequences of these crane movements form different yard crane processes.Depending on the start position of a transport job,its place of desti-nation as well as its purpose,the following six types of yard crane processes can be distinguished:Waterside storage:The crane performs an empty movement to the waterside hand-over area,picks up the container,performs a laden movement toEffects of storage block layout and automated yard crane systems571 the dedicated stacking position in the block,and drops off thecontainer.Landside storage:The crane performs an empty movement to the landside handover area,picks up the container from an XT,performs a laden move-ment to the dedicated stacking position in the block,and drops offthe container.Waterside retrieval:A container stored in the block has to be loaded onto a vessel.The crane performs an empty movement to the current stackingposition of the container,picks up the container,performs a ladenmovement to the waterside handover area,and drops off the con-tainer.Landside retrieval:A container stored in the block is called by an XT.The crane per-forms an empty movement to the current stacking position of thecontainer,picks up the container,performs a laden movement tothe landside handover area,and places the container on the XT. Shuffle:If a container is stacked on top of a container that is to be retrieved,a shuffle move is required.All containers stacked upon the neededone have to be moved to other slots before the needed containercan be retrieved.The crane performs an empty movement to thecurrent stacking position of the container,picks up the container,performs a laden movement to the new stacking position,anddrops off the container.Housekeeping:These crane movements are similar to shuffle jobs.However,this type of move is done to improve the storage location of contain-ers in the block.During high-workload situations,containers arestored close to the ingoing handover point to reduce travel times.As most containers will be retrieved at the opposite handoverpoints(depending on the fraction of transshipment containers),these containers can be relocated to a slot near the other hand-over point during situations of low workload.By this strategy,theusage rate of the cranes can be smoothed.Waterside and landside storage and retrieval processes can be regarded as the main processes of automated RMG cranes,while shuffle and housekeeping jobs are only assisting processes.Shuffle processes should be avoided if possible because they are unproductive,i.e.they absorb valuable crane resources as they are not directly related to storage or retrieval requests.3Literature overviewIn total,more than300references on container terminal issues are available and this number is steadily growing,but the design problem of RMG crane systems is hardly addressed in the literature.In this section,a brief overview on literature relevant to this study is given,which comprises papers on container terminals that discuss terminal design,RMG crane control,and simulation modeling.Extensive surveys on container572N.Kemme terminal literature are given by Stahlbock and V oss(2008),Steenken et al.(2004),and Vis and de Koster(2003).Thirteen references on strategical design of container terminals can be found in the literature,whereof nine address performance comparisons of different types of termi-nal equipment and four investigate effects of the layout decisions.While Duinkerken et al.(2006)and Yang et al.(2004)compare different options for the horizontal trans-port of containers,different types of stacking operations are regarded by Chu and Huang(2005),Valkengoed(2004),and Saanen and Valkengoed(2005).Moreover, Saanen et al.(2003),Vis(2006),Liu et al.(2002),as well as Nam and Ha(2001) evaluate different combinations of horizontal transport and storage yard equipment. The layout planning problem is addressed by Liu et al.(2004),Kim et al.(2008), Petering and Murty(2009),and Petering(2009).In the last two articles,the effects of the length and the width of the yard blocks for a gantry crane operated container yard are evaluated.However,instead of an automated RMG crane system—as regarded here—RTG operated yard blocks are investigated.A joint analysis on the effects of the yard block layout and the applied RMG crane system has not yet been found in the literature by the author.In addition,to the author’s knowledge,the TriRMG has not yet been regarded in any terminal design study.In contrast to operational planning problems for RTG cranes,the control of auto-mated RMG cranes has not yet been widely studied.In total,11papers that are relevant for the stacking and crane deployment problems of RMG crane systems can be found, but only7articles are applicable for automated RMG crane systems like those regarded here.Dekker et al.(2006),Steenken et al.(2004),and Chen(1999)address the con-tainer stacking problem.Although the last two papers give an overview on generally applicable stacking strategies,only thefirst one investigates the stacking problem for an automated RMG crane system.The crane deployment problem is investigated by eight papers in total,whereof only six papers are directly applicable to the yard crane system regarded here.Cao et al.(2008)and Bohrer(2005)present MIP models for RMG crane systems,where the handover to other modes of transportation takes place parallel to the yard block.Thus,they are more applicable to RTG crane systems.While Vis(2002)and Choe et al.(2007)consider crane deployment strategies for SRMG and TRMG respectively,Zyngiridis(2005)present IP models for both SRMG and TRMG. Stahlbock and V oss(2010)as well as Vis and Carlo(2010)investigate crane deploy-ment strategies for DRMG,whereas the crane scheduling problem for the innovative TriRMG isfirst regarded by Dorndorf and Schneider(2010).Hosts of simulation studies and papers addressing simulation topics are identified in the literature on container terminals.A selected overview on the most recent papers is given in Petering et al.(2009).The focus of these articles ranges from studies on operational(e.g.Briskorn et al.2006)and strategical planning problems(e.g.Saanen et al.2003)to the generation of container terminal scenarios as input for simulation models(e.g.Hartmann2004).The presented simulation models vary in the level of detail,the used programming language,the modelled object(s),the visualization,the purpose,and various other criteria.According to Petering et al.(2009),the major lim-itations of most simulation models on container terminals are the restriction to only one vessel at the same time and rather short simulation horizons,often of only one day.。