焊剂的分类方法
- 格式:doc
- 大小:40.50 KB
- 文档页数:3
助焊剂的成分一、引言助焊剂是一种常用于电子制造和焊接过程中的辅助材料,能够提高焊接质量和效率。
助焊剂的成分对其性能起着至关重要的作用。
本文将详细介绍助焊剂的成分。
二、基础知识1. 助焊剂的定义助焊剂是一种添加到焊接表面或填充材料中以促进熔化和流动性的物质,可帮助保持清洁表面并预防氧化。
2. 助焊剂的分类根据使用场景和成分特点,助焊剂可以分为无铅、铅基、水溶性、油溶性等多种类型。
3. 助焊剂的作用助焊剂可以帮助清除氧化物并降低表面张力,从而使金属更容易熔化和流动。
同时,它们还能够吸收水分和其他杂质,并在熔池中产生保护气体,防止氧化。
三、无铅助焊剂1. 氧化锌氧化锌是一种常见的无铅助焊剂成分。
它具有良好的清洁性能和抗氧化性能,能够有效地降低表面张力并促进金属熔化和流动。
2. 氧化铜氧化铜是另一种常见的无铅助焊剂成分。
它具有良好的导电性和热传导性能,能够提高焊接质量和效率。
3. 氮化硼氮化硼是一种高温稳定的无铅助焊剂成分。
它具有良好的清洁性能和抗氧化性能,可以防止金属表面产生氧化物,并提高熔池的稳定性。
四、铅基助焊剂1. 钎料钎料是一种常见的铅基助焊剂成分。
它通常由铜、锌、镍等金属合金组成,具有良好的导电性和热传导性能,可以提高焊接质量和效率。
2. 钴钴是另一种常见的铅基助焊剂成分。
它具有良好的耐腐蚀性和高温稳定性,可以防止金属表面产生氧化物,并提高熔池的稳定性。
3. 银银是一种常见的高温稳定性铅基助焊剂成分。
它具有良好的导电性和热传导性能,可以提高焊接质量和效率。
五、水溶性助焊剂1. 氯化锌氯化锌是一种常见的水溶性助焊剂成分。
它具有良好的清洁性能和抗氧化性能,可以降低表面张力并促进金属熔化和流动。
2. 氯化铵氯化铵是另一种常见的水溶性助焊剂成分。
它具有良好的清洁性能和抗氧化性能,可以防止金属表面产生氧化物,并提高熔池的稳定性。
3. 红磷酸铵红磷酸铵是一种高温稳定的水溶性助焊剂成分。
它具有良好的清洁性能和抗氧化性能,可以防止金属表面产生氧化物,并提高熔池的稳定性。
GB/T 5293-1999埋弧焊用碳钢焊丝和焊剂国家质量技术监督局1999-09-03批准2000-03-01实施前言本标准是根据ANSI/AWSA5.17—89《碳钢埋弧焊丝及焊剂规程》,对GB/T 5293—1985《碳素钢埋弧焊用焊剂》进行修订的,在技术内容上与该规程等效。
根据ANSI/AWSA5.17规程对GB/T 5293—1985进行修订时,保留了GB/T 5293—1985中适合我国焊剂技术要求的内容,并第一次将焊丝和焊剂编写在一个标准中,供使用单位更加全面地理解焊丝、焊剂与熔敷金属力学性能的关系。
从而使本标准在技术内容上更加严格。
本标准从实施之日起,代替GB/T 5293—1985。
本标准的附录A、附录B均是提示的附录。
本标准由国家机械工业局提出。
本标准由全国焊接标准化技术委员会归口。
本标准起草单位:哈尔滨焊接研究所、锦州天鹅焊材(集团)股份有限公司、上海焊条熔剂厂。
本标准起草人:何少卿、温安然、李春范、季龙霞。
1 范围本标准规定了埋弧焊用碳钢焊丝和焊剂的型号分类、技术要求、试验方法及检验规则等内容。
本标准适用于埋弧焊用碳钢焊丝和焊剂。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
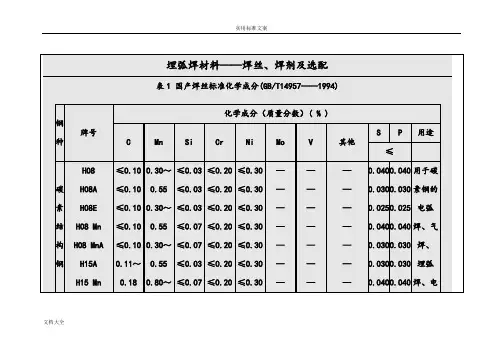
GB/T 700—1988 碳素结构钢GB/T 1591—1994 低合金高强度结构钢GB/T 2650—1989 焊接接头冲击试验方法GB/T 2652—1989 焊缝及熔敷金属拉伸试验方法GB/T 3323—1987 钢熔化焊对接接头射线照相和质量分级GB/T 3429—1994 焊接用钢盘条GB/T 12470—1990 低合金钢埋弧焊用焊剂GB/T 14957—1994 熔化焊用钢丝JB/T 7948.8—1999 熔炼焊剂化学分析方法钼蓝光度法测定磷量JB/T 7948.11—1999 熔炼焊剂化学分析方法燃烧-碘量法测定硫量3 型号分类3.1 型号分类根据焊丝-焊剂组合的熔敷金属力学性能、热处理状态进行划分。
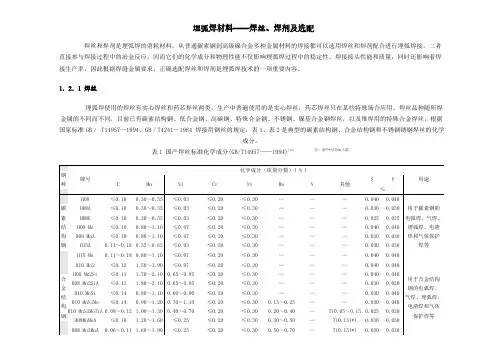
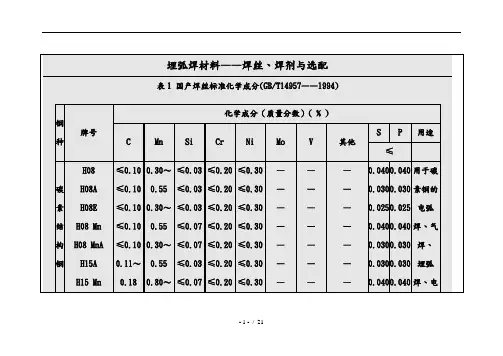
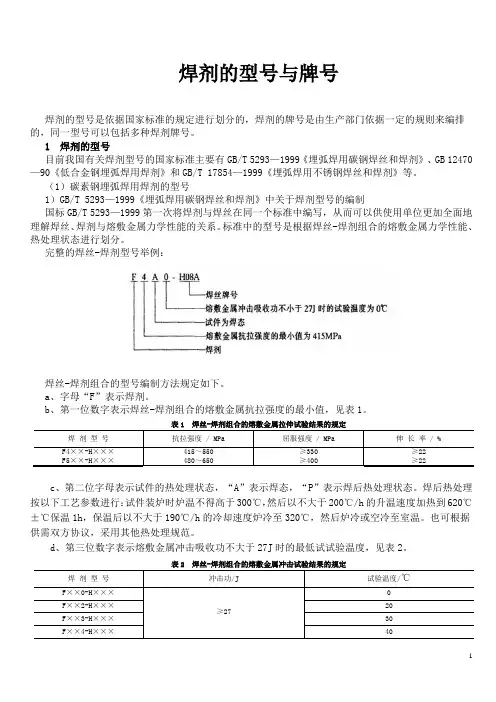
焊剂的型号与牌号焊剂的型号是依据国家标准的规定进行划分的,焊剂的牌号是由生产部门依据一定的规则来编排的,同一型号可以包括多种焊剂牌号。
1 焊剂的型号目前我国有关焊剂型号的国家标准主要有GB/T 5293—1999《埋弧焊用碳钢焊丝和焊剂》、GB 12470—90《低合金钢埋弧焊用焊剂》和GB/T 17854—1999《埋弧焊用不锈钢焊丝和焊剂》等。
(1)碳素钢埋弧焊用焊剂的型号1)GB/T 5293—1999《埋弧焊用碳钢焊丝和焊剂》中关于焊剂型号的编制国标GB/T 5293—1999第一次将焊剂与焊丝在同一个标准中编写,从而可以供使用单位更加全面地理解焊丝、焊剂与熔敷金属力学性能的关系。
标准中的型号是根据焊丝-焊剂组合的熔敷金属力学性能、热处理状态进行划分。
完整的焊丝-焊剂型号举例:焊丝-焊剂组合的型号编制方法规定如下。
a、字母“F”表示焊剂。
b、第一位数字表示焊丝-焊剂组合的熔敷金属抗拉强度的最小值,见表1。
焊剂型号抗拉强度 / MPa 屈服强度 / MPa 伸长率 / %F4××-H×××F5××-H×××415~550480~650≥330≥400≥22≥22c、第二位字母表示试件的热处理状态,“A”表示焊态,“P”表示焊后热处理状态。
焊后热处理按以下工艺参数进行:试件装炉时炉温不得高于300℃,然后以不大于200℃/h的升温速度加热到620℃±℃保温1h,保温后以不大于190℃/h的冷却速度炉冷至320℃,然后炉冷或空冷至室温。
也可根据供需双方协议,采用其他热处理规范。
d、第三位数字表示熔敷金属冲击吸收功不大于27J时的最低试试验温度,见表2。
焊剂型号冲击功/J 试验温度/℃F××0-H×××≥27 0F××2-H×××20 F××3-H×××30 F××4-H×××40F××5-H×××50F××6-H×××60e、“-”后面表示焊丝的牌号,焊丝的牌号按GB/T 14957,其中“H”表示焊丝,字母后面的两位数字表示焊丝中平均碳含量,如有其他化学成分,在字母的后面用元素符号表示,牌号最后的A、E、C 分别表示S、P杂质含量的等级。

《焊接工程基础》知识要点复习第一章电弧焊基础知识及第二章焊丝的熔化和熔滴过渡一焊接的概念:通过适当的物理化学过程(加热或者加压,或者两者同时进行,用或不用填充材料)使两个分离的固态物体产生原子(分子)间结合力而连接成一体的连接方法。
二电弧的概念:电弧是在一定条件下电荷通过电极间气体空间的一种导电过程,或者说是一种气体放电现象。
三电弧中带电粒子的产生:电弧是由两个电极和它们之间的气体空间组成。
电弧中的带电粒子主要依靠两电极之间的气体电离和电极发射电子两个物理过程所产生的,同时也伴随着解离、激励、扩散、复合、负离子的产生等过程。
四电离与激励(一)电离:在一定条件下中性气体分子或原子分离为正离子和电子的现象称为电离.电离的种类: 1 .热电离:高温下气体粒子受热的作用相互碰撞而产生的电离称为热电离。
2. 电场电离:带电粒子从电场中获得能量,通过碰撞而产生的电离过程称为电场作用下的电离。
3.光电离: 中性粒子接受光辐射的作用而产生的电离现象称为光电离。
(二)电子发射:金属表面接受一定的外加能量,自由电子冲破金属表面的约束而飞到电弧空间的现象.1、热发射金属表面承受热作用而产生的电子发射现象.热阴极:W、C 电极的最高温度不能超过沸点;冷阴极:Fe,Cu,Al,Mg等。
影响因素:温度、材质、表面形态2、电场发射:当金属表面空间存在一定强度的正电场时,金属内的自由电子受此电场静电库伦力的作用,当此力达到一定程度时,电子可飞出金属表面,这种现象称电场发射。
对低沸点材料,电场发射对阴极区提供带电粒子起重要作用。
影响因素:温度、材质、电场大小3、光发射:当金属表面接受光辐射时,也可使金属表面自由电子能量增加,冲破金属表面的约束飞到金属外面来,这种现象称为光发射。
4、粒子碰撞发射:高速运动的粒子(电子或离子)碰撞金属表面时,将能量传给金属表面的自由电子,使其能量增加而跑出金属表面,这种现象称为粒子碰撞发射。
在一定条件下,粒子碰撞发射是电弧阴极区提供导电所需电子的主要途径。
在ASME中将埋弧焊焊剂类型分为活性焊剂和中性焊剂,而
且焊剂类型还是重要变素。请教下如何来判断一个焊剂是属于活
性焊剂还是中性焊剂?比如一些常用的HJ431,SJ101是属于什
么? 发表于: 2008-12-11
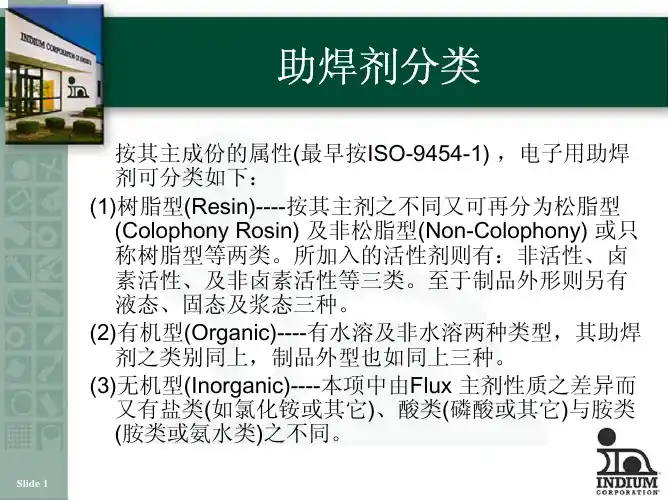
焊剂的分类方法很多,有按照用途、制造方法、化学成分、焊接冶金性能
等分类,也有按照焊剂的酸碱度、焊剂的颗粒度分类。无论哪一种分类方法,都
只是从某一方面反映焊剂的特性,不能包含焊剂的所有特点。常用的分类方法有
以下两种:
一、按照焊剂中添加脱氧剂、合金剂分类,可分为中性焊剂、活性焊剂和合金焊
剂,也是ASME标准里国外常用的分类方法。
1、中性焊剂 中性焊剂是指在焊接后,熔敷金属化学成分与焊丝化学成分
不产生明显变化的焊剂,中性焊剂用于多道焊,特别适用于焊接厚度大于25mm
的母材。中性焊剂有以下特点:
a、焊剂里基本不含SiO2、MnO、FeO等氧化物。
b、焊剂对焊缝金属基本没有氧化作用。
c、焊接氧化严重的母材时,会产生气孔和焊道裂纹。
2、活性焊剂 活性焊剂指加入少量的Mn、Si脱氧剂的焊剂。能提高抗气孔
能力和抗裂纹能力。活性焊剂有以下特点:
a、由于含有脱氧剂,熔敷金属中Mn、Si将随电弧电压的变化而变化。由于Mn、
Si增加将提高熔敷金属的强度、降低冲击韧性。因此,多道焊时,应严格控制
电弧电压。
b、活性焊剂具有较强的抗气孔能力。
3、合金焊剂 合金焊剂中添加较多的合金成分,用于过渡合金元素,多数
合金焊剂为烧结焊剂。合金焊剂主要用于低合金钢和耐磨堆焊的焊接。
4、熔炼焊剂 熔炼焊剂是将各种矿物的原料按照给定的比例混合后,加热
到1300 度以上,熔化搅拌均匀后出炉,再在水中急冷以使粒化。再经过烘干、
粉碎、过筛、包装使用。国产熔炼焊剂牌号采用“HJ"表示,其后面第一位数字
表示MnO的含量,第二位数字表示SiO2和CaF2的含量,第三位数字表示同一类
型焊剂的不同牌号。
5、烧结焊剂 按照给定的比例配料后进行干混合,然后加入黏结剂(水玻
璃)进行湿混合,然后造粒,再送入干燥炉固化、干燥,最后经500度左右烧结
而成。国产烧结焊剂的牌号用“SJ”表示,其后的第一位数字表示渣系,第二位
和第三位数字表示同一渣系焊剂的不同牌号。
焊剂在埋弧焊中的主要作用
焊剂在埋弧焊中的主要作用就是造渣,以隔绝空气并控制焊缝金属的化学成
分,保证焊缝金属的力学性能,防止气孔,裂纹和夹渣等缺陷的产生。根据焊接
工艺的需要,还要求焊剂具有良好的稳弧性能,形成的熔渣具有合适的密度、粘
度。熔点。颗粒度和透气性,以保证焊缝获得良好的成型,最后熔渣凝固形成的
渣壳具有良好的脱渣性能。
我国目前主要是按制造方法和化学成分分类,按制造方法可将焊剂分为熔炼
焊剂、烧结焊剂和粘结焊剂。熔炼焊剂就是按配方将原料干混入炉熔炼,然后经
过水冷粒化、烘干。筛选包装成品;烧结焊剂和粘结焊剂都属于非熔炼焊剂,都
是将原料粉按配方湿混,再经烘干、粉碎、筛选变成品。所不同的是烧结焊剂是
在400-1000度温度下烘干而成(烧结而成);而粘结焊剂是在350-400度温
度下烘干而成。
熔炼焊剂的特点是:成分均匀、颗粒强度高、吸水性小、易储存,目前是国
内应用最多的焊剂。缺点是:焊剂中无法加入脱氧剂和铁合金,因为熔炼过程中
烧损十分严重。
烧结焊剂的特点是:因每有高温熔炼过程,焊剂中可以加入脱氧剂和铁合
金,向焊缝过渡大量合金成分,补充焊丝中合金元素的烧损,常用来焊接高合金
钢或进行堆焊。另外,烧结焊剂脱渣性能好,所以大厚度焊件窄间隙埋弧焊时均
用烧结焊剂。
焊剂的主要用途
(1) 高硅型熔炼焊剂
根据含MnO量的不同,高硅焊剂又可分为:高锰高硅焊剂、中锰高硅焊剂、低锰高
硅焊剂和无锰高硅焊剂等四种。由于Si02含量高(>30%),可通过焊剂向焊缝中过渡硅,
其中含MnO高的焊剂有向焊缝金属过渡锰的作用。当焊剂中的SiO2和MnO含量加大时,
硅、锰的过渡量增加。硅的过渡与焊丝的含硅量有关。当焊剂中含MnO<10%(含SiO2
为42~48%)时,锰会烧损。当MnO从l0%增加到25~35%时,锰的过渡量显著增大。但当
MnO>(25~30)%后,再增加的MnO对锰的过渡影响不大。锰的过渡量不但与焊剂中Si02
含量有关,而且与焊丝的含锰量也有很大关系。焊丝含锰量越低,通过焊剂过渡锰的
效果越好。因此,要根据高硅焊剂含MnO量的多少选择不同含锰量的焊丝
(2) 中硅型熔炼焊剂
由于这类焊剂含酸性氧化物Si02数量较低,而碱性氧化物CaO或MgO数量较多,故碱
度较高。大多数中硅焊剂属弱氧化性焊剂,焊缝金属含氧量较低,因而韧性较高。这
类焊剂配合适当焊丝可焊接合金结构钢。为了减少焊缝金属的含氢量,以提高焊缝金
属的抗冷裂的能力,可在这类焊剂中加入一定数量的FeO。这样的焊剂成为中硅氧化性
焊剂,是焊接高强钢的一种新型焊剂。
(3)低硅型熔炼焊剂
由CaO、Al2O3、MgO、CaF2等组成。这种焊剂对焊缝金属基本上没有氧化作用,
配合相应焊丝可焊接高合金钢,如不锈钢、热强钢等。
(4)氟碱型烧结焊剂
这是一种碱性焊剂。可交、直流两用,直流焊时焊丝接正极。最大焊接电流可
达1200A。所焊焊缝金属具有较高的低温冲击韧性。配合适当焊丝,可焊接多种低合金
结构钢,用于重要的焊接产品,如锅炉压力容器、管道等。可用于多丝埋弧焊,特别
适用于大直径容器的双面单道焊。
(5)硅钙型烧结焊剂
这是一种中性焊剂。可交、直流两用,直流焊时焊丝接正极。最大焊接电流可
达1200A。配合适当焊丝,可焊接普通结构钢、锅炉用钢、管线用钢等。可用于多丝快
速焊,特别适于双面单道焊。由于是“短渣”,也可焊接小直径管线。
(6)硅锰型烧结焊剂
这种焊剂是酸性焊剂,可交、直流两用,直流焊时焊丝接正极。配合适当焊丝
可焊接低碳钢及某些低合金钢,用于机车车辆、矿山机械等金属结构的焊接。
(7)铝钛型烧结焊剂(SJ501)
这是一种酸性焊剂,可交、直流两用,直流焊时焊丝接正极。最大焊接电流可
达1200A。焊剂具有较强的抗气孔能力,对少量的铁锈膜及高温氧化膜不敏感。配合适
当焊丝可焊接低碳钢及某些低合金钢结构,如锅炉、船舶、压力容器等。可用于多丝
快速焊,特别适于双面单道