储罐用610MPa大热输入高强钢焊接接头性能及组织研究
- 格式:pdf
- 大小:858.05 KB
- 文档页数:4

焊接热输入对890MPa高强钢热影响区组织和性能研究摘要利用Gleeble-3500热模拟试验机进行890MPa高强钢不同焊接热循环的热模拟试验,研究了焊接热输入对焊接热影响区粗晶区组织、显微硬度与和冲击韧性及其变化规律。
结果表明,一次热循环后,随着线能量的增加,热影响区的最大硬度随之减小,冲击韧性先是下降然后增加,组织主要由贝氏体和马氏体的混合组织,且随着热输入的增加,粗晶区的组织也出现长大的趋势,且贝氏体的含量有所增加。
经历峰值温度为800°C二次热循环后的韧性基本保持不变,但HAZ的最大硬度明显减小,其组织表现为晶间析出铁素体和晶粒内部的贝氏体和马氏体由于过热而产生分解的现象。
关键词高强钢;焊接热输入;焊接热影响区;冲击韧度;显微组织1 引言采用淬火-回火工艺制造的低合金高强钢因其优良的强韧性匹配、高的强度/质量比被广泛应用于采矿设备、工程机械和压力容器等结构的制造。
然而,这类钢在焊接时,受热循环作用后热影响区(HAZ)的组织和性能均会发生较大的变化,从而对实际的加工产生极为不利的影响。
低合金高强钢热影响区的组织和性能主要由焊接热循环决定,而焊接热循环决定于焊接热输入。
对于淬火-回火低合金钢,在焊接热输入的作用下,靠近熔合区的母材被加热到较高的温度,组织发生明显的变化[1]。
在加热过程中,基体组织会转变为奥氏体,高的峰值温度导致奥氏体晶粒粗化,形成粗晶区,基体组织中的原始析出物会溶解或者粗化。
在冷却过程中,奥氏体组织转变成马氏体、铁素体或贝氏体组织以及可能产生新的析出物[2-4]。
因此,研究焊接热输入对淬火-回火高强钢热影响区组织性能的影响对提高接头性能具有重要义。
此外,对于大厚度的高强度钢,在实际焊接过程中,焊接热影响区将经历多次热循环作用。
二次热循环对热影响区的组织和性能影响也成为了当前对这类材料焊接的重点内容[5-7]。
本文通过对890MPa级高强钢进行焊接热模拟试验,探讨不同焊接热输入下该钢焊接热影响区组织和韧性的变化规律,以及多道焊时二次热循环对HAZ的组织、硬度和冲击韧性的影响,对制定合理的焊接工艺具有重要作用,为今后的工程应用奠定基础。
国产高强钢板(B610E)在15万1113油罐中的焊接米广生陈德志瞿帆(中国石化集团第十建设公司,山东淄博255438)中图分类号TG42文献标识码A文章编号1672—9323(2007)05—0013—07随着国民经济对能源需求量的增加,我国目前正进入一个大型储油罐建设的高峰期,单个储罐的容量也逐渐增加到15万m3,继2005年国内第一台15万m3油罐在仪征建成后,中石化和中石油分别在福建、上海及兰州兴建大量15万m3油罐。
以前的15万m3油罐罐主体的钢板主要采用日本新日铁公司生产的。
SPV490Q钢板,为逐步实现大型储罐的国产化,上海宝钢集团研制了替代sPV490Q的钢板B6IOE(08MnNiVR),并开始在上海自砂湾油库的15万m3原油储罐中应用。
下面以6=40ram的B610E钢板为例简单介绍其焊接性能及焊接工艺。
1B610E的主要成分及性能40mmB610E钢板的熔炼成分和力学性能见表1和表2。
母材沿厚度方向的硬度分布如图1所示。
表140rrrn厚B610E钢板的化学成分(炉号402580)表2评价用40rnm厚B610E钢板力学性能“州取样部位20c冲击功钢板号目&lMPalal…。
A。
(J)均{*部扳厚头部女邮扳厚髦郭扳厚尾薛凰1B610E母材沿厚度方向的硬度分布2B610E的焊接性从表1可以看出B610E的含碳量较低,S,P含量较低,s含量为o.0016,P含量为0.003,冷裂纹敏感系数Pcm=0.20。
钢材的裂纹敏感性差,焊接性良好。
但是大量的试验证明,B610E在气电立焊的条件下存在近焊缝区软比问题,特别是当焊接线能量大于100kJ/cm时,表现比较突出。
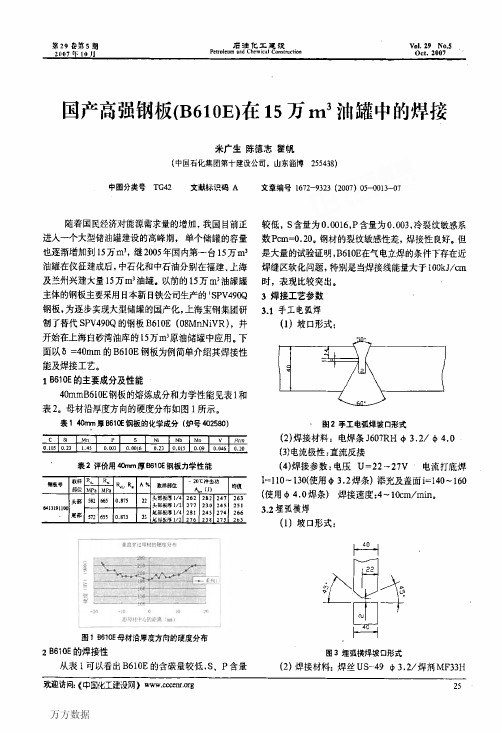
3焊接工艺参数3.1手工电弧焊(1)坡口形式:图2手工电弧焊坡口形式(2)焊接材料:电焊条J607RH由3.2/÷4.0(3)电流极性:直流反接(4)焊接参数:电压U=22—27V电流打底焊1=110-130(使用巾3.2焊条)添充及盖面i=140~160(使用m4.0焊条)焊接速度:4~10cm/min。


焊接技术DOI :10.3969/j.issn.1001-2206.2023.04.018热输入对超级双相不锈钢焊接接头组织和性能的影响刘剑1,2,牛虎理1,2,孙丽3,何亚章1,2,王红1,2,孙欣妍1,21.中国石油集团工程技术研究有限公司,天津3004512.中国石油集团海洋工程重点实验室,天津3004513.中国石油集团海洋工程有限公司钻井分公司,天津300480摘要:采用钨极氩弧焊根焊、热焊、手工电弧焊填充盖面的方式,以不同的热输入进行双相不锈钢S31803管材焊接试验,对焊接接头的冲击韧性、微观组织、相比例和耐点蚀能力研究分析。
结果表明,母材、热影响区和焊缝区域奥氏体组织的形状存在差异;在一定范围内,随着热输入的增加,焊缝区域铁素体含量减少,韧性提高,耐点蚀性能提升;合适的热输入能够实现对铁素体和奥氏体相比例的控制,得到性能良好的焊接接头,对于双相不锈钢焊接具有较好的指导作用。
关键词:双相不锈钢;热输入;微观组织;相比例;点蚀Influence of heat input on the microstructure and properties of welded joints ofsuper duplex stainless steelLIU Jian 1,2,NIU Huli 1,2,SUN Li 3,HE Yazhang 1,2,WANG Hong 1,2,SUN Xinyan 1,21.China Petroleum Engineering Technology Research Co.,Ltd.,Tianjin 300451,China2.Key Laboratory of Offshore Engineering of China Petroleum Corporation,Tianjin 300451,China3.Drilling Branch of China Petroleum Offshore Engineering Co.,Ltd.,Tianjin 300480,ChinaAbstract:The welding experiment of the S31803pipe of duplex steel is carried out with different heat inputs by argon tungsten-arc root and hot and manual arc welding for filling the cover.The impact toughness,microstructure,phase ratio,and pitting resistance of the welded joint are analyzed.The results show that there are differences in the shape of austenitic structures in the base material,heat-affected zone,and weld zone.In a certain range,with the increase in heat input,the ferrite content in the weld zone decreases;the toughness and the pitting resistance improve.The proper heat input can control the proportion of ferrite and austenitic phase and obtain the welded joint with great performance.The research has a good guiding effect for the welding of duplex stainless steel.Keywords:duplex stainless steel;heat input;microstructure;phase ratio;pitting油气田集输管网输送介质多为含Cl -、CO 2、S等腐蚀性极强物质的液体或气体,以往常用的碳素钢难以满足防腐要求,双相不锈钢由于具有良好的耐点蚀、应力腐蚀和晶间腐蚀性能广泛应用于石油天然气、化工、海洋工程等领域[1-3]。
摘要:利用Gleeble1500热模拟试验机研究了610MPa 级高强度钢板在60~120kJ /cm 热输入下的焊接热影响区性能,分析了影响焊接性能的显微结构因素。
试验结果表明:试验钢在60~100kJ /cm 的大热输入焊接热模拟后拉伸强度和低温韧性良好,而在120kJ /cm 大热输入下机械性能下降较大但仍满足要求;试验钢中大量弥散分布的细小TiN 粒子在热循环过程中能够钉扎奥氏体晶界和促进铁素体晶内形核,能有效抑制热影响区组织长大,保证了试验钢的大热输入焊接性能。
关键词:焊接性能;热模拟;高强钢;大热输入中图分类号:TG457.11文献标识码:A 文章编号:1001-2303(2012)08-0033-05第42卷第8期2012年8月Vol.42No.8Aug.2012Electric Welding Machine侯东华(济钢集团有限公司技术中心,山东济南250101)Thermal simulation research on welding performance of 610MPa high heatinput and high strength steelHOU Dong-hua(Technology Center of Jigang Group Co.,Ltd.,Ji'nan 250101,China)Abstract :The welding thermal simulation mechanical properties and microstrures of high strength steel under 60~120kJ /cm heat inputwere studied.The results show that the mechanical properties of test steel after thermal shock of 80~100kJ /cm welding heat input are excellent ,but the mechanical properties of test steel after thermal shock of 120kJ /cm are bad than others.There are many fine and dispersed second -phase particles of TiN in test steel ,which can refine HAZ grain by prevent growth of primitive austenite and promote phase transformation of ferrite as nucleus.Key words :welding performance ;thermal simulation ;high strength steel ;high heat input welding 收稿日期:2012-06-08作者简介:侯东华(1977—),男,山东临朐人,工程师,硕士,主要从事中厚板产品开发及焊接工艺工作。
SUMITEN610F-TMC钢焊接接头消氢及消应热处理比对分析陈忠敏【摘要】SUMITEN610F-TMC钢属低碳高强度钢,强度等级610MPa,高强钢焊接工艺参数的合理性至关重要.本文通过在相同焊接方法、焊接条件及焊接参数下,采取分组焊接工艺评定比对,进行拉伸、冲击、弯曲、硬度及宏观金相试验,分析及评估消氢及消应焊后热处理对SUMITEN610F-TMC钢的焊接接头综合机械性能的影响,为该材料的焊后热处理选择提供施工经验与技术借鉴.【期刊名称】《水电站机电技术》【年(卷),期】2016(039)009【总页数】5页(P49-52,61)【关键词】SUMITEN610F-TMC钢;焊接接头;消氢及消应热处理;比对分析【作者】陈忠敏【作者单位】中国水利水电第十四工程局有限公司,云南昆明650032【正文语种】中文【中图分类】TG40科卡科多辛克雷(Coca codo Sinclair简称CCS)水电站工程共布置2条压力管道,1管4机,主管进口内径5.2m,支管出口内径2.6m,工程量约为10000t,其中岔管管壁最厚88 mm,肋板最大厚度170 mm。
压力钢管材料采用日本住友金属工业株式会社SUMITEN610钢,钢板厚度100 mm以下按TMCP(控温控轧)状态交货,材料牌号SUMITEN610F-TMC;钢板厚度100 mm以上按QT (调质)状态交货,材料牌号SUMITEN610Z。
该材料含碳量、碳当量及裂纹敏感性低,焊接性能好,强度等级610 MPa。
CCS电站主合同约定:该电站所有设计及施工项目均采用美国技术标准。
SUMITEN610钢未收集在ASME规范材料标准中,无法对应规范中的钢板类别号,焊后热处理的选择无技术标准可供参考。
施工前,业主及咨询要求钢管所有对接焊缝进行600℃×2 h焊后热处理消应(PWHT),中国承建方建议高强钢不宜做焊后热处理消应[1],焊后消氢处理可以一定程度减小高强钢的焊接残余应力[2],在选取相互匹配的焊材和合适的焊接工艺情况下,进行200℃×2 h的消氢后热处理,即可获得合格的焊接接头。
DIO:DOI:10.16683/KI.ISSN1674-0971.2020.3042前言随着科学技术的发展,压力容器的应用领域不断拓宽,尤其是核电、煤化工、炼油石化等行业的装置呈现出大型化的发展趋势。
大型压力容器的材料消耗大,制造困难。
为节省材料,降低制造、运输和安装过程中的能耗,实现安全与经济并重、安全与资源节约并重的发展理念,轻型化已成为压力容器主导的发展方向,对节能降耗、提高产品经济性和竞争力具有十分重要的意义[1]。
高强度钢的应用可使压力容器壁厚减薄、自重降低、利用率提高。
如用Q370R [2](其强度Rm≥530MPa )制造的气体运输罐车的罐体,其载气量为2160kg,罐体自重却达27000kg,其载气重量与容器自重比约为0.08,利用率和运输效率低下,若改用630MPa 强度级别钢后其壁厚可降低19%。
目前我国压力容器许用正火低合金高强度钢板中强度最高的钢是Q420R,其强度Rm≥590MPa [3-4],与国外压力容器用正火高强度钢[5]相比,强度级别还存在一定差距。
因而研究开发更高强度级别的压力容器用正火高强韧钢,进一步完善我国正火高强度压力容器钢系列,对我国压力容器制造业的发展和品种结构调整具有很好的促进作用,同时也能更好地满足石油、化工、能源、交通、城建等领域对高性能压力容器用钢的市场需求。
江阴兴澄特种钢铁有限公司(以下简称兴澄特钢)2010年投产3500mm 炉卷轧机、2011年投产4300mm 厚板轧机。
经过近十年的品种开发和市场推广,兴澄特钢中厚板产品品种和结构不断完630MPa 级低温罐体用高强高韧钢板的开发杨宏伟吴扬张兴国杨东峰徐君徐清虎(江阴兴澄特种钢铁有限公司,江苏江阴,214429)摘要:介绍了630MPa 级低温罐体用高强钢板的技术要求、实物质量,并进行了焊接试验,结果表明,开发的XC630DR 钢板集高强度、高韧性、低屈强比及优异的焊接性能为一体,完全满足低温罐箱和罐车罐体用高强钢板的技术要求,已成功向国内外用户批量供货。
高强度钢焊接接头的疲劳性能评估与寿命预测郭跃陈浩然发布时间:2023-06-30T09:05:47.704Z 来源:《工程管理前沿》2023年8期作者:郭跃陈浩然[导读] 本文对高强度钢焊接接头的疲劳性能评估与寿命预测进行了探讨。
首先介绍了高强度钢材料的应用和特性,以及焊接接头的结构和特点。
接着详细讨论了疲劳性能评估方法,包括疲劳试验的标准化方法和流程,以及疲劳寿命评估的方法和指标。
此外,还分析了影响疲劳性能的因素,包括材料因素、几何因素和环境因素。
然后,探讨了寿命预测方法,包括统计方法和数值模拟方法。
在统计方法中,介绍了统计学模型的建立和应用,以及可靠性分析方法的应用。
在数值模拟方法中,介绍了有限元方法的原理和应用,以及计算机辅助工程在寿命预测中的应用。
中国一拖集团有限公司能源分公司 471000摘要:本文对高强度钢焊接接头的疲劳性能评估与寿命预测进行了探讨。
首先介绍了高强度钢材料的应用和特性,以及焊接接头的结构和特点。
接着详细讨论了疲劳性能评估方法,包括疲劳试验的标准化方法和流程,以及疲劳寿命评估的方法和指标。
此外,还分析了影响疲劳性能的因素,包括材料因素、几何因素和环境因素。
然后,探讨了寿命预测方法,包括统计方法和数值模拟方法。
在统计方法中,介绍了统计学模型的建立和应用,以及可靠性分析方法的应用。
在数值模拟方法中,介绍了有限元方法的原理和应用,以及计算机辅助工程在寿命预测中的应用。
通过选择适当的高强度钢材料、优化焊接工艺和结构设计,可以改善疲劳性能并延长接头的寿命。
关键词:高强度钢;焊接接头;疲劳性能评估,寿命预测;材料改进1 引言随着工程领域对高强度钢材料需求的增加,焊接接头在各种结构中的应用也越来越广泛。
然而,高强度钢焊接接头在使用过程中容易遭受疲劳破坏,对工程结构的安全性和可靠性构成了威胁。
因此,对高强度钢焊接接头的疲劳性能评估与寿命预测研究具有重要的理论和实际意义。
2 高强度钢焊接接头的特点高强度钢材料的应用和特性对工程领域的发展具有重要的影响。
石油储罐工程用高强度钢研究和应用进展一:石油储罐工程用高强度钢特点我国已使用日本不同钢铁企业生产的610MPa高强度钢板建设了10 ~15万m3不同容积石油储罐,使得国内油罐设计和施工企业对应用日本钢种性能、加工、焊接等积累了较丰富的经验。
国内武汉钢铁集团公司生产的WH610D2大线能量焊接高强度钢板,并进行了较深入的理论研究,仅在北京燕山石化建造了4台10万m3储罐,积累的设计、施工、应用经验还较少。
舞阳钢铁公司虽生产了WY610D钢板,但无应用业绩。
目前,我国大规模建造的10~15万m3的储罐,主要选用屈服强度490MPa,抗拉强度610MPa的大线能量焊接高强度调质板。
610MPa级可以建造的储罐容积最大为17.5万m3。
在不远的将来,我国将建造20或30万m3石油储罐,610MPa钢已不能满足要求,需要强度级别更高690MPa或780MPa的大线能量焊接高强度调质板。
日本已经开发成功此类钢,并有应用实例,目前我国仍未开展此类钢种的开发,需及早开始研制。
为了降低材料成本,油罐用钢量主要采用高强度调质板。
如用屈服强度490MPa的大线能量焊接钢替代屈服强度350MPa的16MnR制造储罐,壁厚可以减薄25%~30%。
为了降低制造成本,主要通过提高焊接效率,如底板焊接时在焊缝中添加铁粉或碎焊丝,壁板施工中主要采用大线能量的气电立焊和埋弧焊横焊工艺。
因此,石油储罐用高强度钢应满足:(1)满足力学性能指标要求(高屈服和抗拉强度、高韧性、高均匀性和稳定性等),一般采用调质钢。
(2)必须适应大线能量焊接,采用 10kJ/mm的大线能量焊接后,其HAZ塑韧性不明显降低,接头的力学性能达到与母材相同要求。
因此,石油储罐用钢又称为大线能量焊接钢。
(3)为了适合现场焊接,焊接前不需要预热,焊后不产生焊接冷裂纹。
此类钢又称为低裂纹敏感性系数钢。
由此可知,石油储罐用钢主要特点就是在满足力学性能要求前提下,具有适应大线能量焊接和低裂纹敏感的特性。