09MnNiDⅣ锻件管板埋弧带极堆焊工艺试验
- 格式:pdf
- 大小:437.01 KB
- 文档页数:6
16MnR低合金管板带极埋弧堆焊(SAW)工艺研究及探讨摘要:对16MnR低合金钢管板进行大面积不锈钢堆焊。
采用带极堆焊的焊接方法是首选方法,其熔敷效率高,稀释率低,质量可靠。
主要解决的问题是:选择正确的焊接材料和焊接工艺规范,保证其耐腐蚀和抗裂性。
另外还需制定合理的焊接措施,控制管板的焊接变形。
关键词:低合金钢管板带极堆焊稀释率焊接变形前言石化公司常减压蒸馏装置的复合钢管板换热器,由于堆焊工作量大,采用手工电弧焊堆焊生产率低、稀释率髙,显然不能满足工期要求。
其技术关键在在于16MnR低合金钢管板上堆焊6mm不锈钢耐蚀堆焊层,以提高设备抗高温H2、CO等介质的腐蚀。
因此我们选用带极埋弧堆焊的焊接方法,既保证了制造工期,也保证了产品质量,由于带极堆焊耐腐蚀堆焊层对于我们来讲是一个崭新的工艺,带极埋弧堆焊以其堆焊效率高,工作环境好,性能稳定,在国内外得到了广泛的应用。
一、我国带极埋弧堆焊工艺发展现状堆焊是指将具有一定的使用性能的合金材料借助一定的热源手段熔覆在母体材料的表面,以赋予母材特殊使用性能或使零件恢复原有形状尺寸的工艺方法。
因此,堆焊既可以用于修复材料因服役而导致的失效部分,亦可以用于强化材料或零件的表面,其目的都在于延长零件的使用寿命、节约贵重材料、降低制造成本。
因此,国内外制造业对堆焊技术的发展十分重视,IIW以及各工业发达国家的相关学术机构均设置了专门委员会,以协调和促进堆焊技术的发展。
堆焊技术在我国起源于20世纪50年代末,几乎与焊接技术同步发展,发展初期主要用于修复领域,即恢复零件的形状尺寸,60年代已经将恢复形状尺寸与强化表面及表面改性想相结合,改革开放后堆焊技术的应用领域进一步扩大,堆焊技术从修理业扩展到制造业,90年代受先进制造技术理念的影响,堆焊方法与智能控制技术和精密磨削技术相结合的近净形技术(Near Net Shape)引起了制造业的广泛关注,这也是堆焊技术从技艺走向科学的重要标志。
甲醇合成塔大型管板带极堆焊技术摘要:通过对大直径20MnMo锻件管板带极堆焊309LMo的焊接及生产应用的研究,合理选择过渡层焊接材料及堆焊各层的工艺规范参数,减小堆焊层合金元素稀释率,控制铁素体含量,保证了堆焊质量,解决了管板堆焊变形的问题,成功用于产品制造。
关键词:管板;带极堆焊;20MnMo锻件;防变形引言化工装置的大型化,对容器的制造提出了更高要求,大型甲醇合成反应器的直径达到φ4000mm,为兼顾经济性和满足使用要求,越来越多地采用低合金管板作为基层,并在其与腐蚀介质接触一面堆焊一层或多层耐蚀合金。
埋弧带极自动堆焊具有熔敷率高,合金元素稀释率低,堆焊层表面光滑、平整、美观,堆焊层质量稳定等特点,被广泛应用于换热器管板的堆焊。
本文通过20万吨/年甲醇合成反应器20MnMo锻件管板堆焊309LMo的实例,介绍其焊接过程。
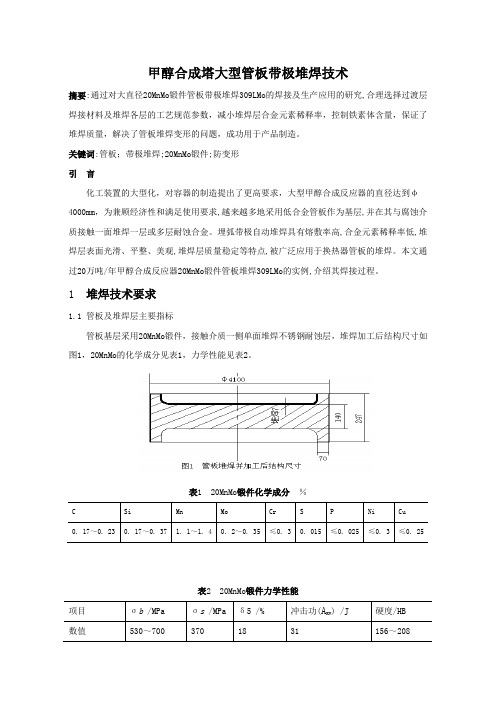
1堆焊技术要求1.1 管板及堆焊层主要指标管板基层采用20MnMo锻件,接触介质一侧单面堆焊不锈钢耐蚀层,堆焊加工后结构尺寸如图1,20MnMo的化学成分见表1,力学性能见表2。
表120MnMo锻件化学成分%表220MnMo锻件力学性能堆焊共二层,第一层为过渡层,第二层为面层。
堆焊材料:过渡层采用AWS ER309L,面层采用AWS ER309LMo。
堆焊方法:采用埋弧带极堆焊,手工堆焊(仅用局部)焊条为E309MoL。
焊带金属化学成分见表 3,熔敷金属化学成分见表4,堆焊层机械性能见表5。
金相组织:铁素体(10~20)%+奥氏体。
表3 焊带金属化学成分(%)表4 熔敷金属化学成分(%)表 5 堆焊层机械性能1.2 堆焊层合金元素的稀释率堆焊层的化学成分和金相组织在很大程度上取决于基层对堆焊层合金元素稀释率的大小、堆焊层厚度及熔深的大小。
高的稀释率不仅会降低堆焊层的耐腐蚀性能,而且会导致堆焊层焊接材料消耗量的增加,故要求基层对堆焊层稀释率尽量低,并需要通过试验来选择合理的工艺规范参数。

管板焊接工艺评定一般分为以下几个流程:
1.前期准备工作:确定评定目的,选择合适的焊接材料和设备,进行实验设计。
在这个阶段,需要明确评定的目标,例如焊接接头的强度、致密性、
耐腐蚀性等,并选择适当的焊接材料和设备,以确保焊接工艺能够满足要求。
2.焊接试验:根据设计方案,进行各项试验工作,包括焊接性能试验、焊缝形貌检验、导热系数测试等。
这些试验旨在评估焊接工艺的可行性和稳
定性,以及焊缝的质量特性。
3.数据分析与评定:对实验结果进行数据分析和处理,评定焊接工艺的适用性、经济性等。
在这个阶段,需要对试验数据进行详细的分析,以确定
焊接工艺是否满足预定的要求,并评估其在实际应用中的经济性和可靠性。
4.文件编制:根据评定结果编制评定报告和相关文件,供参考使用。
最后,需要编写一份详细的评定报告,记录整个评定过程、试验结果和数据分
析结果,以便后续参考和使用。
此外,管板焊接工艺评定还需要考虑一些具体的因素,例如焊接接头的形式(如对接接头、角接接头等)、焊接材料的类型和规格、焊接设备的性能和参数设置等。
同时,还需要遵循相关的标准和规范,例如《焊接工艺评定规程》等,以确保评定的准确性和可靠性。
以上信息仅供参考,如有需要,建议咨询专业技术人员。
1、本设备存在硫化氢破坏以及CO2等介质腐蚀。
设备的选材、制造、检验、验收等应符合HG/T20581-2011中7.8.2条2)~5)款的有关要求。
材料的复验按TSG R0004-2009、GB150.4-2011中5.1条及图样的规定。
受压元件材料的夏比(V型缺口)低温冲击试验应符合表一。
与塔体直接相焊的支持圈、连接板和支撑梁支座等零部件应符合GB 150的有关规定,其材料应与塔体材料相同。
与塔壁相焊为双面连续焊。
2、09MnNiDR使用状态应为正火+回火;09MnNiD锻件、30CrMoA,35CrMoA 钢棒使用状态应为调质;09MnD钢管(管件)使用状态应为正火(正火不允许用终轧温度符合正火温度的热轧来代替)。
受压元件用碳钢应控制CE<0.45,钢材化学成分(熔炼分析)要求:S≤0.002%,P≤0.010%。
裙座用Q345R钢板正火状态使用,并进行低温夏比冲击试验,试验温度-20℃,夏比低温冲击试验应符合材料标准的要求。
3、受压元件用钢板,应按NB/T 47013.3逐张进行超声检测,合格级别不低于Ⅱ级。
用于制造封头(含球冠型封头)的09MnNiDR板材,以及厚度大于24mm 的09MnNiDR板材,每张热处理钢板应进行低温夏比冲击试验复验,试验温度-70℃,冲击试样的轴线应位于钢板厚度1/2处,夏比低温冲击试验应符合表一的要求。
4、奥氏体不锈钢使用状态为固溶热处理,表面应进行酸洗处理。
5、锻件应符合NB/T47009的规定,锻件级别按图样规定。
6、09MnD钢管(管件)应符合GB150.2附录A的规定,还应逐根进行水压试验和涡流探伤检查。
三通应采用无缝挤压三通。
7、35CrMoA、30CrMoA螺柱螺母用钢棒应符合GB/T3077和GB150.2的规定。
钢材化学成分(熔炼分析)要求:S≤0.020%,P≤0.010%。
螺柱应逐件进行磁粉检测。
并符合Ⅰ级要求。
8、焊接材料应满足NB/T47018.1~47018.7《承压设备用焊接材料订货技术条件》的规定。

一、压力容器用低温钢及其焊接特点GB150-1998《钢制压力容器》附录C规定,设计温度低于或等于-20℃的钢制压力容器为低温容器。
众所周知,钢材在低温条件下工作时具有冷脆性。
衡量低温钢性能的主要指标是低温韧性,即低温下的冲击韧性和脆性转变温度,钢的低温冲击韧性越高,脆性转变温度越低,则该钢低温韧性越好。
钢的成分和组织对低温性能都有显著影响,磷、碳、硅使钢的脆性转变温度升高,其中尤以磷、碳最为显著,而锰和镍会使脆性转变温度降低,对低温韧性有利。
钢中含镍量增高时,可以使其在更低的温度下保持相当高的冲击韧性。
一般来说,具有面心立方晶格的金属,其韧性随温度的变化极小,18-8型奥氏体不锈钢就是由于具有面心立方晶格,故在很低的温度下仍具有较高的冲击韧性。
此外,钢的晶粒越细,低温冲击韧性越好。
低温钢就是通过严格控制钢材中的碳、硫、磷含量或加入一些钒、铝、钛和镍等合金元素,达到固溶强化、晶粒细化之目的,并通过正火或正火+回火处理来细化晶粒,使组织均匀化或使钢具有面心立方晶格,从而使钢在低温下具有足够的低温韧性及抵抗脆性破坏的能力,以保证设备在低温条件下能安全运行。
低温钢一般可分为无镍和含镍两大类。
无镍钢的最低使用温度为-50℃,含镍钢最低使用温度根据含镍量的多少范围在-60℃~-196℃之间,-196℃以下则使用奥氏体不锈钢,有关奥氏体不锈钢的焊接在介绍不锈钢焊接时再作详细叙述,表为部分典型的低温钢的低温冲击韧性指标。
部分典型的低温钢的低温冲击韧性对不含镍的低温钢而言,由于其含碳量低,其他合金元素含量也较少,故其淬硬倾向和冷裂倾向都小,因而具有良好的焊接性能,一般可不预热或用较低的预热温度来进行焊接,当板厚较厚或低温环境下焊接时,才需要一定的预热温度。
所以,这一类钢焊接时,只要选择相匹配的焊材和合适的工艺,保证焊缝及热影响区的低温韧性是不成问题的。
含镍低温钢由于添加了镍,虽然对冷裂纹倾向影响不显著,但却增大了热裂纹的倾向,必须严格控制钢及焊材中的碳、硫、磷含量,同时采用合适的焊接规范,使焊缝有较大的焊缝成形系数,即避免形成窄而深的焊道成形截面,就可以有效地避免热裂纹的产生。

09MnNiDR的焊接工艺评定的个人见解闫峰【期刊名称】《大众科技》【年(卷),期】2012(000)008【摘要】09 MnNiDR (previously known as 0.5 Ni) steel is low alloy and low temperature steel in nearly 10 years development and the use, compared with 16 MnDR steel, 09 MnNiDR had a high impact toughness under the low temperature,even if In-70 ℃, still had the more than 27J impact energy,compared with 3.5Ni、9Ni steel, the cost of material are clearly reduced.% 09MnNiDR(以前称为0.5Ni)钢,是近10年研制并使用的低合金低温钢,09MnNiDR与16MnDR钢相比能够在较低的温度下有很高的冲击韧性,在-70℃时仍具有大于27J的冲击功,与3.5Ni、9Ni钢相比,在材料的成本上有明显降低.【总页数】2页(P153-154)【作者】闫峰【作者单位】联诚机电安装有限公司,辽宁朝阳 122000【正文语种】中文【中图分类】TG457【相关文献】1.欧盟PED焊接工艺评定标准与我国现行焊接工艺评定的异同 [J], 吴天明2.低温钢09MnNiDR焊接工艺评定试验 [J], 刘强;张高涛3.网球正手接发球技术之个人见解 [J], 米敏铮;王文博4.对《建筑防烟排烟系统技术标准》部分条文的个人见解 [J], 李威5.现阶段国内国际标准舞发展现状及个人见解 [J], 李玉杰因版权原因,仅展示原文概要,查看原文内容请购买。
堆焊方法的选择基本上根据下列原则:a 堆焊层的用途;b 对堆焊层性能的要求;c 堆焊工件的结构特点d 经济性。
4)堆焊层的用途堆焊是指在基层表面上熔敷性能基本与母材相同或不同的填充金属,使其具有符合一定技术要求的性能和尺寸。
堆焊按其用途可分成覆层堆焊,加厚堆焊,隔离层堆焊和耐磨堆焊等。
a)覆层堆焊主要是指在工件整个表面堆焊一层耐蚀的合金层。
对于与腐蚀介质接触的厚壁工件,如采用整体高合金耐蚀材料,则成本十分昂贵,最经济的办法是采用碳钢和低合金钢厚板作为基层,并在其与腐蚀介质接触一面堆焊一层或多层耐蚀合金。
耐蚀合金的成分根据腐蚀介质的特性选择。
b)加厚堆焊主要用于恢复构件的外行尺寸或修复已磨损的零件。
加厚堆焊金属的成分和性能常与待焊母材相同或相似。
在一些特殊情况下亦要求堆焊性能与基材差别较大大熔敷金属,以提高机械零件的使用寿命。
对加厚堆焊层性能的要求不如敷层堆焊严格,最基本的要求应满足所规定的机械强度指标。
c)隔离层堆焊,亦称过渡层堆焊。
主要用于两种成分和性能差异悬殊材料的堆焊,其目的是为防止堆焊层结合区冶金缺陷的形成。
在某些接头中,为免去消除应力处理,也常采用塑性良好的隔离层。
在大型锻件表面,为避免冶金偏析区的不良影响,或多层容器环缝坡口侧面,为避免层板间隙处形成夹渣也经常采用隔离层的堆焊。
隔离层金属的成分和性能基本上介于所堆焊材料与基体材料之间,或采用与两种材料均能互熔的镍基合金。
d)耐磨堆焊是为提高机械构件和零件的耐磨料磨损,冲击,腐蚀,气蚀和粘着摩擦性能,在工件表面进行各种耐磨合金的堆焊,以延长机械构件的使用寿命。
耐磨堆焊层根据工件条件的不同应具有下列重要特性:硬度;耐磨料磨损性;抗冲击性;耐热性;耐气蚀性和耐摩擦粘着性。
耐磨合金具有较复杂的化学成分,硬度较高,堆焊工艺比较复杂。
七、带极埋弧堆焊在石油化工行业的一些加氢设备和核容器等设备中,容器内壁往往要求堆焊奥氏体不锈钢或镍基合金。
对于大面积堆焊而言,焊条电弧焊和丝极自动堆焊不但效率低,而且在堆焊层与基层母材结合处往往易产生缺陷,因此带极埋弧堆焊技术应运而生,被广泛地用于容器内壁大面积堆焊之中。
16MnR管板带极埋弧堆焊工艺胡 炜 刘荣军 (中石油第二建设公司 甘肃兰州 730060)摘 要:采用带极堆焊的焊接方法对16MnR管板进行不锈钢堆焊,主要解决的问题是:选择正确的焊接材料和焊接工艺规范,使堆焊层焊缝组织为奥氏体加3~12%铁素体的双相组织,保证其耐腐蚀和抗裂性。
另外还需制定合理的焊接措施,控制管板的焊接变形。
关键词:管板 带极堆焊 稀释率 焊接变形1 前言我公司为兰州石化公司常减压蒸馏装置制造的20台复合钢板换热器,主体材质为16MnR+405,管板材质为16MnR锻件。
共计40件管板,其中最大直径φ1306mm,最小直径φ885mm,最大厚度90mm,最小厚度80mm。
设计图纸要求,这些管板均采用E309L焊条进行堆焊,管程侧堆焊4mm,壳程侧堆焊8mm。
堆焊后对堆焊层取样分析,熔敷金属元素含量满足18-8型,且Nb含量满足8×%C ̄1.0%,铁素体含量3% ̄10%。
由于堆焊工作量大,采用手工电弧焊堆焊生产率低、稀释率高,显然不能满足工期要求,因此我们选用带极埋弧堆焊的焊接方法,既保证了制造工期,也保证了产品质量。
2 焊接性分析16MnR锻件上堆焊不锈钢,由于母材对堆焊层焊缝的稀释和碳迁移,在堆焊层侧焊缝中产生马氏体组织。
另外,为保证堆焊层焊缝良好的耐腐蚀和抗裂性能,堆焊层的组织应为γ+δ双相组织,δ铁素体含量要求为3~12%。
因此选择焊接材料和降低母材焊缝的熔合比是堆焊的关键。
为防止堆焊层合金元素稀释和含碳量增高,同时防止产生脆硬的马氏体组织,首先必须采用25-13型铬镍奥氏体焊接材料堆焊过渡层,而在过渡层上堆焊覆层,采用18-8型的焊接材料就可满足耐腐蚀和抗裂性能要求。
3 焊接材料的选择堆焊材料分为过渡层和覆层材料,过渡层采用25-13型焊带D309L,覆层采用18-8型焊带D347L,焊剂为SMJ34,均为安泰科技生产。
焊带和焊剂的化学成分分别见表1、表2。
低温储罐焊接工艺研究摘要液化石油气(LPG)具有燃烧值高,对大气无污染等特点,被誉为洁净的绿色能源,它还是优质的化工原料,因此,LPG越来越得到广泛地应用。
但是LPG的缺点是易燃、易爆、相态易变等,一般采用低温液化储存。
随着液化石油气行业的发展,LPG低温储罐的建设,逐渐引起人们的广泛关注。
本文主要研究了低温储罐用钢的焊接性能,分析了低温储罐用钢的服役环境。
通过多方比较,选择09MnNiDR钢作为低温储罐用钢的焊接材料。
通过对焊接接头的组织和性能进行实验研究,确定焊接工艺要点,包括选择焊接方法,选择焊接材料,进行焊接工艺评定分析,对低温用钢焊接接头进行试验,对其金相组织进行分析,对其硬度进行测定,研究低温用钢的金属焊接性,正确选择预热温度和焊后热处理等,制定出合理的09MnNiDR钢的焊接工艺。
关键词:低温储罐;09MnNiDR;焊接性;工艺评定AbstractLiquefied petroleum gas (LPG) with a high combustion value, no pollution to the atmosphere, known as a clean and green energy, it is also a high quality chemical raw materials, therefore, LPG has been more widely used. But the disadvantage of LPG is flammable, explosive, volatile phase etc, normally utilize liquid storage. With the development of liquefied petroleum gas industry, LPG storage tanks at low temperature construction, has gradually attract people's attention. This paper studies the low-temperature storage tank of steel’s welding performance and service environment. Through various comparison, select 09MnNiDR steel as low-temperature storage tanks welding material. On microstructure and properties of welded joints to conduct experimental research to determine the welding process elements, including the choice of welding method, welding material selection, welding procedure qualification analysis, study on welded joints of low-temperature steel, analysis the microstructure, test the hardness, measure the metal welding of low temperature steel, and choice the correct preheating temperature and post weld heat treatment etc, to draw up a reasonable welding process of 09MnNiDR steel.Key word:low-temperature storage tank;09MnNiDR;welding property;process analysis目录第1章绪论 (1)1.1 低温储罐在工业生产中的应用 (1)1.2 低温储罐用钢概况 (2)1.3 本课题研究的意义及内容 (2)第2章低温储罐的焊接理论基础 (4)2.1 低温储罐所用金属材料 (4)2.2 低温储罐用焊接材料 (7)2.3 低温储罐用钢的焊接性 (9)2.4 低温储罐焊接工艺方法 (12)2.5 低温储罐用钢焊接条件的选择 (14)2.6 焊接缺陷对接头性能的影响 (16)第3章低温储罐用钢焊接试验 (18)3.1 试验用钢及其化学成分和力学性能 (18)3.2 试验用钢09MnNiDR的焊接性试验 (18)3.3 09MnNiDR焊接接头力学性能试验 (22)3.4 09MnNiDR焊接接头的断裂性能试验 (22)3.5 09MnNiDR焊接接头金相及硬度试验 (26)第4章09MnNiDR焊接接头试验结果及分析 (27)4.1 09MnNiDR的焊接性试验 (27)4.2 09MnNiDR焊接接头断裂性能试验 (29)4.3 09MnNiDR焊接接头破坏性试验 (32)4.5 09MnNiDR焊接的综合工艺评定 (36)结论 (38)参考文献 (39)致谢 (40)第1章绪论1.1 低温储罐在工业生产中的应用所谓“低温用钢”指的是在-10℃温度以下使用的钢材。