Q345R管板带极堆焊工艺
- 格式:pdf
- 大小:144.36 KB
- 文档页数:2
16MnR低合金管板带极埋弧堆焊(SAW)工艺研究及探讨摘要:对16MnR低合金钢管板进行大面积不锈钢堆焊。
采用带极堆焊的焊接方法是首选方法,其熔敷效率高,稀释率低,质量可靠。
主要解决的问题是:选择正确的焊接材料和焊接工艺规范,保证其耐腐蚀和抗裂性。
另外还需制定合理的焊接措施,控制管板的焊接变形。
关键词:低合金钢管板带极堆焊稀释率焊接变形前言石化公司常减压蒸馏装置的复合钢管板换热器,由于堆焊工作量大,采用手工电弧焊堆焊生产率低、稀释率髙,显然不能满足工期要求。
其技术关键在在于16MnR低合金钢管板上堆焊6mm不锈钢耐蚀堆焊层,以提高设备抗高温H2、CO等介质的腐蚀。
因此我们选用带极埋弧堆焊的焊接方法,既保证了制造工期,也保证了产品质量,由于带极堆焊耐腐蚀堆焊层对于我们来讲是一个崭新的工艺,带极埋弧堆焊以其堆焊效率高,工作环境好,性能稳定,在国内外得到了广泛的应用。
一、我国带极埋弧堆焊工艺发展现状堆焊是指将具有一定的使用性能的合金材料借助一定的热源手段熔覆在母体材料的表面,以赋予母材特殊使用性能或使零件恢复原有形状尺寸的工艺方法。
因此,堆焊既可以用于修复材料因服役而导致的失效部分,亦可以用于强化材料或零件的表面,其目的都在于延长零件的使用寿命、节约贵重材料、降低制造成本。
因此,国内外制造业对堆焊技术的发展十分重视,IIW以及各工业发达国家的相关学术机构均设置了专门委员会,以协调和促进堆焊技术的发展。
堆焊技术在我国起源于20世纪50年代末,几乎与焊接技术同步发展,发展初期主要用于修复领域,即恢复零件的形状尺寸,60年代已经将恢复形状尺寸与强化表面及表面改性想相结合,改革开放后堆焊技术的应用领域进一步扩大,堆焊技术从修理业扩展到制造业,90年代受先进制造技术理念的影响,堆焊方法与智能控制技术和精密磨削技术相结合的近净形技术(Near Net Shape)引起了制造业的广泛关注,这也是堆焊技术从技艺走向科学的重要标志。

堆焊工艺流程
《堆焊工艺流程》
堆焊是一种将耐磨、耐腐蚀或者其他性能优良的合金材料焊接在金属基体上的工艺。
堆焊的目的是提高工件的耐磨性、耐蚀性,或者修复损坏的金属表面。
堆焊工艺流程一般包括以下几个步骤:
1. 准备工件:首先需要对待堆焊的工件进行清洁和去油处理,以确保焊接质量。
对于已经损坏的工件,需要进行修磨和打磨,去除表面的氧化物和铝渣。
2. 选择焊材:根据工件的使用环境和要求,选择合适的焊接材料。
常见的堆焊材料有铁基合金、镍基合金、钴基合金等。
3. 预热工件:为了提高焊接的质量,通常需要对工件进行预热处理。
预热温度和时间根据具体的工件材料和厚度而定。
4. 焊接:使用合适的焊接设备对工件进行堆焊。
根据堆焊材料的特性和工件的要求,选择合适的焊接方法和参数。
5. 精加工:焊接完成后,需要对堆焊表面进行加工。
通常需要进行研磨、打磨和抛光,以保证堆焊表面的光滑和质量。
6. 检测:最后对堆焊后的工件进行质量检测,确保焊缝的质量和工件的完整性。
堆焊工艺流程需要严格控制焊接参数和工艺流程,以确保堆焊的质量和性能。
同时,还需要根据具体的工件要求和使用环境选择合适的焊接材料和方法,以实现最佳的堆焊效果。

Q345的焊接工艺一、材料介绍1. Q345化学成分如下表〔%〕:元素C≤ Mn Si≤ P≤ S≤ Al≥ V Nb Ti含量0.2 1.0-1.6 0.55 0.035 0.035 0.015 0.02-0.15 0.015-0.06 0.02-0.2 Q345C力学性能如下表〔%〕:机械性能指标伸长率〔%〕试验温度0℃抗拉强度MPa 屈服点MPa≥数值δ5≥22 J≥34 σb〔470-650〕σs〔324-259〕其中壁厚介于16-35mm时,σs≥325Mpa;壁厚介于35-50mm时,σs≥295Mpa2. Q345钢的焊接特点2.1 碳当量(Ceq)的计算Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5计算Ceq=0.49%,大于0.45%,可见Q345钢焊接性能不是很好,需要在焊接时制定严格的工艺措施。
2.2 Q345钢在焊接时易出现的问题2.2.1 热影响区的淬硬倾向Q345钢在焊接冷却过程中,热影响区容易形成淬火组织-马氏体,使近缝区的硬度提高,塑性下降。
结果导致焊后发生裂纹。
2.2.2 冷裂纹敏感性Q345钢的焊接裂纹主要是冷裂纹。
二、焊接施工流程坡口准备→点固焊→预热→里口施焊→背部清根〔碳弧气刨〕→外口施焊→里口施焊→自检/专检→焊后热处理→无损检验〔焊缝质量一级合格〕三、焊接工艺参数的选择通过对Q345钢的焊接性分析,制定措施如下:1. 焊接材料的选用由于Q345钢的冷裂纹倾向较大,应选用低氢型的焊接材料,同时考虑到焊接接头应与母材等强的原那么,选用E5015 〔J507〕型电焊条。
化学成分见下表〔%〕:元素C Mn Si S P Cr Mo V Ti含量0.071 1.11 0.53 0.009 0.016 0.02 0.01 0.01 0.01力学性能见下表:机械性能指标σb〔Mpa〕σs〔Mpa〕δ5〔%〕Ψ〔%〕AkvJ-30℃数值440 540 31 79 164 114 762. 坡口形式:〔根据图纸和设备供货〕3. 焊接方法:采用手工电弧焊〔D〕。
Q345的焊接工艺一、材料介绍1. Q345化学成分如下表(%):元素C≤ Mn Si≤ P≤ S≤ Al≥ V Nb Ti含量0.2 1.0-1.6 0.55 0.035 0.035 0.015 0.02-0.15 0.015-0.06 0.02-0.2Q345C力学性能如下表(%):机械性能指标伸长率(%)试验温度0℃抗拉强度MPa 屈服点MPa≥数值δ5≥22 J≥34 σb(470-650)σs(324-259)其中壁厚介于16-35mm时,σs≥325Mpa;壁厚介于35-50mm时,σs≥295Mpa2. Q345钢的焊接特点2.1 碳当量(Ceq)的计算Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5计算Ceq=0.49%,大于0.45%,可见Q345钢焊接性能不是很好,需要在焊接时制定严格的工艺措施。
2.2 Q345钢在焊接时易出现的问题2.2.1 热影响区的淬硬倾向Q345钢在焊接冷却过程中,热影响区容易形成淬火组织-马氏体,使近缝区的硬度提高,塑性下降。
结果导致焊后发生裂纹。
2.2.2 冷裂纹敏感性Q345钢的焊接裂纹主要是冷裂纹。
二、焊接施工流程坡口准备→点固焊→预热→里口施焊→背部清根(碳弧气刨)→外口施焊→里口施焊→自检/专检→焊后热处理→无损检验(焊缝质量一级合格)三、焊接工艺参数的选择通过对Q345钢的焊接性分析,制定措施如下:1. 焊接材料的选用由于Q345钢的冷裂纹倾向较大,应选用低氢型的焊接材料,同时考虑到焊接接头应与母材等强的原则,选用E5015 (J507)型电焊条。
化学成分见下表(%):元素C Mn Si S P Cr Mo V Ti含量0.071 1.11 0.53 0.009 0.016 0.02 0.01 0.01 0.01力学性能见下表:机械性能指标σb(Mpa)σs(Mpa)δ5(%)Ψ(%)AkvJ-30℃数值440 540 31 79 164 114 762. 坡口形式:(根据图纸和设备供货)3. 焊接方法:采用手工电弧焊(D)。
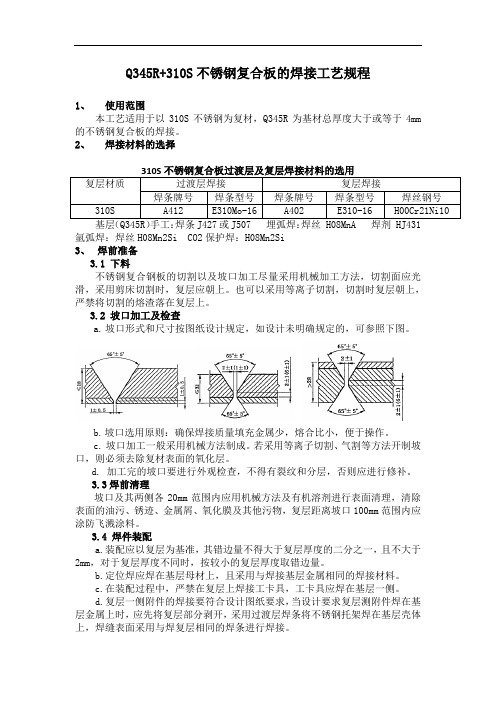
Q345R+310S不锈钢复合板的焊接工艺规程1、使用范围本工艺适用于以310S不锈钢为复材,Q345R为基材总厚度大于或等于4mm的不锈钢复合板的焊接。
2、焊接材料的选择复层材质过渡层焊接复层焊接焊条牌号焊条型号焊条牌号焊条型号焊丝钢号310S A412 E310Mo-16 A402 E310-16 H00Cr21Ni10氩弧焊:焊丝H08Mn2Si CO2保护焊:H08Mn2Si3、焊前准备3.1 下料不锈钢复合钢板的切割以及坡口加工尽量采用机械加工方法,切割面应光滑,采用剪床切割时,复层应朝上。
也可以采用等离子切割,切割时复层朝上,严禁将切割的熔渣落在复层上。
3.2 坡口加工及检查a.坡口形式和尺寸按图纸设计规定,如设计未明确规定的,可参照下图。
b.坡口选用原则:确保焊接质量填充金属少,熔合比小,便于操作。
c.坡口加工一般采用机械方法制成。
若采用等离子切割、气割等方法开制坡口,则必须去除复材表面的氧化层。
d. 加工完的坡口要进行外观检查,不得有裂纹和分层,否则应进行修补。
3.3焊前清理坡口及其两侧各20mm范围内应用机械方法及有机溶剂进行表面清理,清除表面的油污、锈迹、金属屑、氧化膜及其他污物,复层距离坡口100mm范围内应涂防飞溅涂料。
3.4 焊件装配a.装配应以复层为基准,其错边量不得大于复层厚度的二分之一,且不大于2mm,对于复层厚度不同时,按较小的复层厚度取错边量。
b.定位焊应焊在基层母材上,且采用与焊接基层金属相同的焊接材料。
c.在装配过程中,严禁在复层上焊接工卡具,工卡具应焊在基层一侧。
d.复层一侧附件的焊接要符合设计图纸要求,当设计要求复层测附件焊在基层金属上时,应先将复层部分剥开,采用过渡层焊条将不锈钢托架焊在基层壳体上,焊缝表面采用与焊复层相同的焊条进行焊接。
4 焊接工艺措施为了获得无裂纹的焊接接头,应尽量避免焊接接头熔合线组织与焊缝金属的不一致性,使310S不锈钢一侧没有显著的稀释现象,在工艺上采取了以下措施:4.1预热温度和层间温度焊前预热和层间温度的控制对减少裂纹的形成有一定影响。
Q345的焊接工艺一、材料介绍1. Q345化学成分如下表(%):元素C≤ Mn Si≤ P≤ S≤ Al≥ V Nb Ti含量0.2 1.0-1.6 0.55 0.035 0.035 0.015 0.02-0.15 0.015-0.06 0.02-0.2Q345C力学性能如下表(%):机械性能指标伸长率(%)试验温度0℃抗拉强度MPa 屈服点MPa≥数值δ5≥22 J≥34 σb(470-650)σs(324-259)其中壁厚介于16-35mm时,σs≥325Mpa;壁厚介于35-50mm 时,σs≥295Mpa2. Q345钢的焊接特点2.1 碳当量(Ceq)的计算Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5计算Ceq=0.49%,大于0.45%,可见Q345钢焊接性能不是很好,需要在焊接时制定严格的工艺措施。
2.2 Q345钢在焊接时易出现的问题2.2.1 热影响区的淬硬倾向Q345钢在焊接冷却过程中,热影响区容易形成淬火组织-马氏体,使近缝区的硬度提高,塑性下降。
结果导致焊后发生裂纹。
2.2.2 冷裂纹敏感性Q345钢的焊接裂纹主要是冷裂纹。
二、焊接施工流程坡口准备→点固焊→预热→里口施焊→背部清根(碳弧气刨)→外口施焊→里口施焊→自检/专检→焊后热处理→无损检验(焊缝质量一级合格)三、焊接工艺参数的选择通过对Q345钢的焊接性分析,制定措施如下:1. 焊接材料的选用由于Q345钢的冷裂纹倾向较大,应选用低氢型的焊接材料,同时考虑到焊接接头应与母材等强的原则,选用E5015 (J507)型电焊条。
化学成分见下表(%):元素C Mn Si S P Cr Mo V Ti含量0.071 1.11 0.53 0.009 0.016 0.02 0.01 0.01 0.01力学性能见下表:机械性能指标σb(Mpa)σs(Mpa)δ5(%)Ψ(%)AkvJ-30℃数值440 540 31 79 164 114 762. 坡口形式:(根据图纸和设备供货)3. 焊接方法:采用手工电弧焊(D)。
Q345R 特点Q345R 是钢板中的一大类--容器中板。
16Mng 和16MnR 、19Mng 合并为Q345R 。
Q345R 是普通低合金钢,是锅炉压力容器常用钢材,交货状态分:热轧或正火。
属低合金钢,屈服强度为265-345MPa 级的压力容器专用板,抗拉强度为(510-640)之间,伸长率大于21%,零度V 型冲击功大于34J 。
Q345R 工艺参考标准GB713-2008。
它具有良好的综合力学性能和工艺性能。
磷、硫含量略低于低合金高强度钢板。
2、力学性能3、规格尺寸4. Q345钢的焊接性分析4.1 碳当量(Ceq)的计算Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5计算Ceq=0.49%,大于0. 45%,可见Q345钢焊接性能不是很好,需要在焊接时制定严格的工艺措施。
4.2 热裂纹Q345含碳量低,含锰量较高,硫和磷控制严格,它的Mn/S较高,因而具有良好的抗结晶裂纹性能。
所以在正常情况下,Q345是不会出现结晶裂纹。
4.3 冷裂纹钢种的淬硬倾向、一定的含氢量和局够的拘束应力是焊接时产生冷裂纹的三大主要因素。
Q345含碳量低,故在淬火时,就会得到低碳马氏体组织,或者铁素体+珠光体组织,由于这些组织的硬度不高,因而淬硬倾向小。
焊缝中的氢主要来源于焊接材料中的水分、焊件坡口处的铁锈、油污,以及环境湿度等。
而对Q345来说只要板厚不太大且冷却速度控制得当,就不会在焊缝中产生残余氢,所以也不易形成冷裂纹。
拘束应力和板厚有关系,板厚越大,拘束应力越大。
所以只要板厚不超过40mm,就不会产生冷裂纹。
4.4 再热裂纹Q345不含强碳化物形成元素,在热轧状态下供货,焊后一般不进行热处理,因而对在热裂纹不敏感。
4.5 脆化Q345当含碳量低于下限(0.12%-0.14%)时,由于本身含碳量少,又是通过固溶强化方式来获得较好的额强度和韧性,因而其脆化倾向小。
只有当线能量过大时,会导致过热区奥氏体晶粒严重粗化,冷却时形成魏氏组织,这时才会出现脆化现象。
Q345R+S30408复合钢板的焊接工艺组织严重脆化,塑性和韧性下降,甚至产生裂纹。
在复层焊接时,可能会造成焊缝严重稀释,降低其塑性及抗晶间腐蚀性能。
根据焊接实践经验:过渡层的焊材必须采用高铬、高镍不锈钢焊材,才能在正常焊接参数下得到双相的焊缝,避免大量马氏体组织的产生,防止产生焊接冷裂纹。
同时要严格控制焊接热输入,使碳钢或低合金钢基层一侧的熔深较浅,以减少焊缝金属的稀释和基层合金化。
总之,为防止出现上述两种不良后果,基层和复层的焊缝金属不能相互影响,在基层和复层材料之间必须采用过渡层的方法。
不锈钢复合板的焊接分三部分进行,基层的焊接、复层的焊接及过渡层的焊接。
基层的焊接和复层的焊接属于同种材料的焊接,工艺比较成熟;过渡层的焊接则是异种材料的焊接,是确保不锈钢复合板焊接质量的关键,也是复合板焊接难度较大的区域。
2焊接工艺2.1焊接材料的选择为提高生产效率,基层采用埋弧自动焊,考虑到复层与过渡层焊接厚度薄,手工电弧焊操作灵活、对母材稀释率小,故复层与过渡层均采用手工电弧焊焊接。
基层焊材可按强度选用,保证焊缝强度不低于母材;复层焊材按不锈钢选用,焊缝耐蚀性不低于母材,过渡层焊接一般选用铬镍当量高的奥氏体填充材料,以减少基层对过渡层焊缝的稀释作用。
为提高过渡焊缝的抗裂能力,最好使交界处焊缝具有一定的铁素体组织。
综上所述,结合异种钢焊接经验,基层Q345R钢板埋弧焊的焊丝为H10Mn2,焊剂为SJ101,基层施焊时预热温度不低于100℃,焊后不进行焊后热处理。
复层的焊条选用A102焊条,过渡层选用A302焊条,复层选用的焊接材料应保证熔敷金属的主要合金元素含量不低于复层母材标准规定的下限值。
本设备复层S*****之间采用手工焊,选用与之化学成分相近的A102。
过渡层的焊接选用25%Cr~13%Ni型焊条,以保证能补充基层对复层造成的稀释,为同时更好地保证焊接接头的防晶间腐蚀的要求,选用低碳的A302焊条。