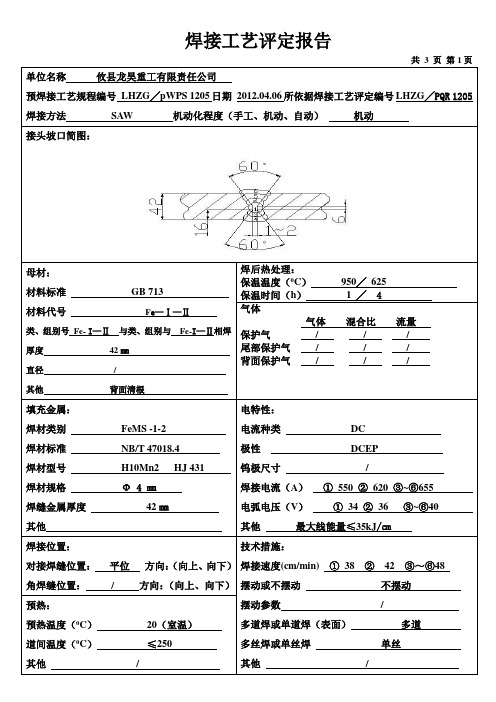
Q345R管板带极堆焊工艺
- 格式:pdf
- 大小:136.83 KB
- 文档页数:2

Q345的焊接工艺一、材料介绍1. Q345化学成分如下表〔%〕:元素C≤ Mn Si≤ P≤ S≤ Al≥ V Nb Ti含量0.2 1.0-1.6 0.55 0.035 0.035 0.015 0.02-0.15 0.015-0.06 0.02-0.2 Q345C力学性能如下表〔%〕:机械性能指标伸长率〔%〕试验温度0℃抗拉强度MPa 屈服点MPa≥数值δ5≥22 J≥34 σb〔470-650〕σs〔324-259〕其中壁厚介于16-35mm时,σs≥325Mpa;壁厚介于35-50mm时,σs≥295Mpa2. Q345钢的焊接特点2.1 碳当量(Ceq)的计算Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5计算Ceq=0.49%,大于0.45%,可见Q345钢焊接性能不是很好,需要在焊接时制定严格的工艺措施。
2.2 Q345钢在焊接时易出现的问题2.2.1 热影响区的淬硬倾向Q345钢在焊接冷却过程中,热影响区容易形成淬火组织-马氏体,使近缝区的硬度提高,塑性下降。
结果导致焊后发生裂纹。
2.2.2 冷裂纹敏感性Q345钢的焊接裂纹主要是冷裂纹。
二、焊接施工流程坡口准备→点固焊→预热→里口施焊→背部清根〔碳弧气刨〕→外口施焊→里口施焊→自检/专检→焊后热处理→无损检验〔焊缝质量一级合格〕三、焊接工艺参数的选择通过对Q345钢的焊接性分析,制定措施如下:1. 焊接材料的选用由于Q345钢的冷裂纹倾向较大,应选用低氢型的焊接材料,同时考虑到焊接接头应与母材等强的原那么,选用E5015 〔J507〕型电焊条。
化学成分见下表〔%〕:元素C Mn Si S P Cr Mo V Ti含量0.071 1.11 0.53 0.009 0.016 0.02 0.01 0.01 0.01力学性能见下表:机械性能指标σb〔Mpa〕σs〔Mpa〕δ5〔%〕Ψ〔%〕AkvJ-30℃数值440 540 31 79 164 114 762. 坡口形式:〔根据图纸和设备供货〕3. 焊接方法:采用手工电弧焊〔D〕。
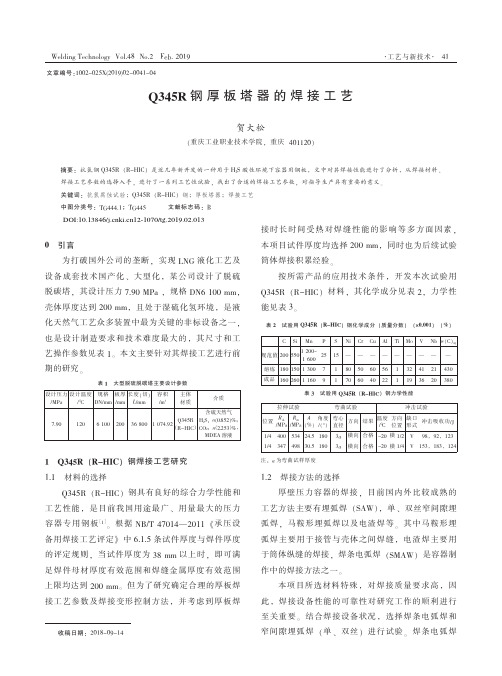
Q345R 钢厚板塔器的焊接工艺贺大松(重庆工业职业技术学院,重庆401120)摘要:抗氢钢Q345R (R-HIC )是近几年新开发的一种用于H 2S 酸性环境下容器用钢板,文中对其焊接性能进行了分析,从焊接材料、焊接工艺参数的选择入手,进行了一系列工艺性试验,找出了合适的焊接工艺参数,对指导生产具有重要的意义。
关键词:抗氢腐蚀试验;Q345R (R-HIC )钢;厚板塔器;焊接工艺中图分类号:T G444.1;TG445文献标志码:B文章编号:1002-025X (2019)02-0041-04收稿日期:2018-09-140引言为打破国外公司的垄断,实现LNG 液化工艺及设备成套技术国产化、大型化,某公司设计了脱硫脱碳塔,其设计压力7.90MPa ,规格DN6100mm ,壳体厚度达到200mm ,且处于湿硫化氢环境,是液化天然气工艺众多装置中最为关键的非标设备之一,也是设计制造要求和技术难度最大的,其尺寸和工艺操作参数见表1。
本文主要针对其焊接工艺进行前期的研究。
1Q345R (R -HIC )钢焊接工艺研究1.1材料的选择Q 345R (R -HIC )钢具有良好的综合力学性能和工艺性能,是目前我国用途最广、用量最大的压力容器专用钢板[1]。
根据NB /T 47014—2011《承压设备用焊接工艺评定》中6.1.5条试件厚度与焊件厚度的评定规则,当试件厚度为38mm 以上时,即可满足焊件母材厚度有效范围和焊缝金属厚度有效范围上限均达到200mm 。
但为了研究确定合理的厚板焊接工艺参数及焊接变形控制方法,并考虑到厚板焊接时长时间受热对焊缝性能的影响等多方面因素,本项目试件厚度均选择200mm ,同时也为后续试验筒体焊接积累经验。
按所需产品的应用技术条件,开发本次试验用Q 345R (R -HIC )材料,其化学成分见表2,力学性能见表3。
1.2焊接方法的选择厚壁压力容器的焊接,目前国内外比较成熟的工艺方法主要有埋弧焊(SAW ),单、双丝窄间隙埋弧焊,马鞍形埋弧焊以及电渣焊等。
Q345R钢的焊接工艺摘要:q345r钢是低合金高强度结构钢,是目前我国用途最广、用量最大的压力容器专用钢材,具有良好的综合力学性能和工艺性能,适合于重要的焊接结构,特别是压力容器。
本文主要通过阐述q345r钢焊接性分析及制定合理的焊接工艺,满足了产品的质量要求,提高了焊接生产效率和焊接质量、降低了生产成本。
关键词:q345r 碳当量焊接缺陷焊接变形和应力焊接工艺q345r钢材表示低合金高强度结构钢,用屈服强度值“屈”字和压力容器“容”字的汉语拼音首位字母表示,q——“屈”汉语拼音首位字母;345——屈服点值mpa;r——“容”汉语拼音首位字母。
q345r钢是一种含有锰和硅的低合金钢,它比低碳钢q235增加了1%左右的含锰量,但屈服点却增加了近50%。
q345r钢是重要的焊接结构常采用的材料,常用于制造压力容器。
一般供货状态为:热轧、冷轧或正火处理等。
1 q345r钢材焊接性分析1.1 q345r钢材碳当量计算q345r的可焊性在低合金钢中较好,由于含有一定量的合金元素,淬硬、冷裂倾向都比低碳钢大一些。
常温下焊接q345r时,焊接热影响区一般不出现淬硬组织,其最高硬度通常小于300hbs。
在常温下施焊时,焊接工艺与低碳钢的基本相同。
q345r的抗拉强度为460~640 mpa,按照等强度要求,应采用e50型焊条。
增大焊接电流时,因冷却速度变慢,所以硬度较低,即淬硬倾向变小。
在低温下焊接时可能会出现脆硬组织,易产生焊接裂纹。
因此,在低温焊接、厚板焊接时应采取预热的措施,防止脆硬组织导致裂纹的产生。
1.2 q345r钢焊接内部缺陷分析q345r钢常见的焊接缺陷包括外观缺陷和内部缺陷。
外观缺陷有咬边、焊瘤、凹陷、表面气孔、冷裂纹等;内部缺陷有热裂纹、冷裂纹、内部气孔、夹渣、未焊透等。
1.2.1 冷裂纹q345r钢属于低合金压力容器专用钢,其碳当量0.4%左右,焊接性优良。
除大厚度钢板和环境温度很低等情况下焊接外,一般不需要预热和严格的控制热输入来控制焊接冷裂纹。

Q345的焊接工艺一、材料介绍1. Q345化学成分如下表(%):元素C≤ Mn Si≤ P≤ S≤ Al≥ V Nb Ti含量0.2 1.0-1.6 0.55 0.035 0.035 0.015 0.02-0.15 0.015-0.06 0.02-0.2Q345C力学性能如下表(%):机械性能指标伸长率(%)试验温度0℃抗拉强度MPa 屈服点MPa≥数值δ5≥22 J≥34 σb(470-650)σs(324-259)其中壁厚介于16-35mm时,σs≥325Mpa;壁厚介于35-50mm时,σs≥295Mpa2. Q345钢的焊接特点2.1 碳当量(Ceq)的计算Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5计算Ceq=0.49%,大于0.45%,可见Q345钢焊接性能不是很好,需要在焊接时制定严格的工艺措施。
2.2 Q345钢在焊接时易出现的问题2.2.1 热影响区的淬硬倾向Q345钢在焊接冷却过程中,热影响区容易形成淬火组织-马氏体,使近缝区的硬度提高,塑性下降。
结果导致焊后发生裂纹。
2.2.2 冷裂纹敏感性Q345钢的焊接裂纹主要是冷裂纹。
二、焊接施工流程坡口准备→点固焊→预热→里口施焊→背部清根(碳弧气刨)→外口施焊→里口施焊→自检/专检→焊后热处理→无损检验(焊缝质量一级合格)三、焊接工艺参数的选择通过对Q345钢的焊接性分析,制定措施如下:1. 焊接材料的选用由于Q345钢的冷裂纹倾向较大,应选用低氢型的焊接材料,同时考虑到焊接接头应与母材等强的原则,选用E5015 (J507)型电焊条。
化学成分见下表(%):元素C Mn Si S P Cr Mo V Ti含量0.071 1.11 0.53 0.009 0.016 0.02 0.01 0.01 0.01力学性能见下表:机械性能指标σb(Mpa)σs(Mpa)δ5(%)Ψ(%)AkvJ-30℃数值440 540 31 79 164 114 762. 坡口形式:(根据图纸和设备供货)3. 焊接方法:采用手工电弧焊(D)。
Q345的焊接工艺一、材料介绍1.Q345化学成分如下表(% :元素Cw Mn Si w P w S < Al > V Nb Ti含量0.2 1.0-1.6 0.55 0.035 0.035 0.015 0.02-0.15 0.015-0.06 0.02-0.2Q345C力学性能如下表(% :机械性能指标伸长率(% 试验温度0C抗拉强度MPa屈服点MPa>数值5 5>22 J >34(T b ( 470-650) 彷s ( 324-259)其中壁厚介于16-35mm时,彷s>325Mpa壁厚介于35-50mm时,(T s> 295Mpa2.Q345钢的焊接特点2.1碳当量(Ceq)的计算Ceq=C+Mn /6+Ni/15+Cu/15+Cr/5+Mo/5+V/5计算Ceq=0.49%大于0.45%,可见Q345钢焊接性能不是很好,需要在焊接时制定严格的工艺措施。
2.2 Q345钢在焊接时易出现的问题2.2.1热影响区的淬硬倾向Q345钢在焊接冷却过程中,热影响区容易形成淬火组织-马氏体,使近缝区的硬度提高,塑性下降。
结果导致焊后发生裂纹。
222冷裂纹敏感性Q345钢的焊接裂纹主要是冷裂纹。
二、焊接施工流程坡口准备-点固焊-预热-里口施焊―背部清根(碳弧气刨)- 外口施焊—里口施焊—自检/专检—焊后热处理—无损检验(焊缝质量一级合格)三、焊接工艺参数的选择通过对Q345钢的焊接性分析,制定措施如下:1.焊接材料的选用由于Q345钢的冷裂纹倾向较大,应选用低氢型的焊接材料,同时考虑到焊接接头应与母材等强的原则,选用E5015 (J507)型电焊条。
化学成分见下表(% :元素C Mn Si S P Cr Mo V Ti含量0.071 1.11 0.53 0.009 0.016 0.02 0.01 0.01 0.01力学性能见下表:机械性能指标氏(Mpa (TS (Mpa 8 5 (% V (% AkvJ-30 C数值440 540 31 79 164 114 762.坡口形式:(根据图纸和设备供货)3.焊接方法:采用手工电弧焊(D)。
Q345的焊接工艺一、材料介绍1. Q345化学成分如下表(%):元素C≤ Mn Si≤ P≤ S≤ Al≥ V Nb Ti含量0.2 1.0-1.6 0.55 0.035 0.035 0.015 0.02-0.15 0.015-0.06 0.02-0.2Q345C力学性能如下表(%):机械性能指标伸长率(%)试验温度0℃抗拉强度MPa 屈服点MPa≥数值δ5≥22 J≥34 σb(470-650)σs(324-259)其中壁厚介于16-35mm时,σs≥325Mpa;壁厚介于35-50mm时,σs≥295Mpa2. Q345钢的焊接特点2.1 碳当量(Ceq)的计算Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5计算Ceq=0.49%,大于0.45%,可见Q345钢焊接性能不是很好,需要在焊接时制定严格的工艺措施。
2.2 Q345钢在焊接时易出现的问题2.2.1 热影响区的淬硬倾向Q345钢在焊接冷却过程中,热影响区容易形成淬火组织-马氏体,使近缝区的硬度提高,塑性下降。
结果导致焊后发生裂纹。
2.2.2 冷裂纹敏感性Q345钢的焊接裂纹主要是冷裂纹。
二、焊接施工流程坡口准备→点固焊→预热→里口施焊→背部清根(碳弧气刨)→外口施焊→里口施焊→自检/专检→焊后热处理→无损检验(焊缝质量一级合格)三、焊接工艺参数的选择通过对Q345钢的焊接性分析,制定措施如下:1. 焊接材料的选用由于Q345钢的冷裂纹倾向较大,应选用低氢型的焊接材料,同时考虑到焊接接头应与母材等强的原则,选用E5015 (J507)型电焊条。
化学成分见下表(%):元素C Mn Si S P Cr Mo V Ti含量0.071 1.11 0.53 0.009 0.016 0.02 0.01 0.01 0.01力学性能见下表:机械性能指标σb(Mpa)σs(Mpa)δ5(%)Ψ(%)AkvJ-30℃数值440 540 31 79 164 114 762. 坡口形式:(根据图纸和设备供货)3. 焊接方法:采用手工电弧焊(D)。