锅炉氧腐蚀预防
- 格式:docx
- 大小:123.02 KB
- 文档页数:6

给水系统金属的腐蚀及其防止锅炉给水系统是指给水和给水的主要组成部分,如汽轮机凝结水、加热器疏水的输送管道和加热设备,其中包括凝结水泵、低压加热器、除氧器、给水泵、省煤器和疏水箱等。
在给水系统中流动的水,一般是比较纯洁的,在这里通常不会因盐类从水中析出而在管壁上形成沉淀物,可能发生的故障时金属的腐蚀。
给水系统中各种设备和管道大都是由碳钢制成的,只有加热器中用来传热的管件通常是由黄铜制成。
给水系统的腐蚀,会影响锅炉及热力系统的安全和经济运行。
第一节金属的电化学腐蚀金属表面和其周围介质发生化学或电化学作用而遭到破坏的现象称为腐蚀。
金属腐蚀,按其本质的不同可分为电化学腐蚀和化学腐蚀两类。
在电化学腐蚀过程中有电流产生,金属处于潮湿的地方或遇到水时,特别容易发生这一类腐蚀;在化学腐蚀过程中没有电流产生。
在给水系统中发生的腐蚀都属于电化学腐蚀。
一、电化学腐蚀概论1、电极电位金属具有独特的结构型式,它的晶格可以看成是由许多整齐地排列着的金属正离子和在各正离子之间游动着的电子组成。
假如把一种金属进入水溶液中,则在水分子的作用下它的正离子会和水分子形成水化离子,从而转入溶液中,并且有等量的电子留在金属表面。
这样,在金属表面和此表面相接的溶液之间形成了双电层,所以有电位差,这种电位差称为该金属在此溶液中的电极电位。
2、原电池和腐蚀电池如前所述,当金属在溶液中形成双电层后,就会阻止金属的接续溶解,当如将金属上的电子引出,则金属的溶解过程又将继续进行。
这是一种化学能转变为电能的过程,这样的装置称为原电池。
金属发生电化学腐蚀的过程正和原电池中发生的反应一样。
当某种金属和水溶液相接触时,由于金属的组织以及和金属表面相接触的介质不可能是完全均匀的,因此在金属的某两个部分会形成不同的电极电位,所以也会组成原电池。
这种原电池是使金属发生电化学腐蚀的根源,称为腐蚀电池。
3、阳极和阴极从上面所讲述腐蚀电池的原理可知,在其两个电极中只有一个电极上的金属遭到腐蚀,这个电极称为此电极的阳极。

除氧器的工作方式及原理除氧器是作为驱除锅炉给水中所含的溶解氧的设备,以保护锅炉避免氧腐蚀。
工作原理给水的除氧是电站锅炉或工业锅炉防止腐蚀的主要方法。
在容器中,溶解于水中的气体量是与水面上气体的分压成正比。
采用热力除氧的主法,即用蒸汽来加热给水,提高水的温度,使水面上蒸汽的分压力逐步增加,而溶解气体的分压力则渐渐降低,溶解于水中的气体就不断逸出,当水被加热至相应压力下的沸腾温度时,水面上全都是水蒸汽,溶解气体的分压力为零,水不再具有溶解气体的能力,亦即溶解于水中的气体,包括氧气均可被除去。
除氧的效果一方面决定于是否把给水加至相应压力下的沸腾温度,另一方面决定于溶解气体的排除速度,这个速度与水和蒸汽的接触表面积的大小有很大的关系。
除氧器的主要作用是除去锅炉给水中的氧气和其它不凝结气体,以保证给水的品质。
若水中溶解氧气,就会使与水接触的金属被腐蚀,同时在热交换器中若有气体聚积,将使传热的热阻增加,降低设备的传热效果。
因此水中溶解有任何气体都是不利的,尤其是氧气,它将直接威胁设备的安全运行。
在火电厂采用热力除氧,除氧器本身又是给水回热系统中的一个混合式加热器,同时高压加热器的疏水、化学补水及全厂各处水质合格的高压疏水、排汽等均可汇入除氧器加以利用,减少发电厂的汽水损失。
一、无头除氧器工作原理来自低压加热器的主凝结水(含补充水)经进水调节阀调节后,进入除氧器,与其他各路疏水在除氧器内混合,经喷头或多孔管喷出,形成伞状水膜,与由下而上的加热蒸汽进行混合式传热和传质,给水迅速达到工作压力下的饱和温度。
此时,水中的大部份溶氧及其他气体基本上被解析出来,达到除氧的目的。
从水中析出的溶氧及其他气体则不断地从除氧器顶部的排汽管随余汽排出器外。
进入除氧器的高加疏水也将有一部分水闪蒸汽化作为加热汽源,所有的加热蒸汽在放出热量后被冷凝为凝结水,与除氧水混合后一起向下经出水口流出。
为了使除氧器内的水温保持在工作压力下的饱和温度,可通过再沸管引入加热蒸汽至除氧器内。

锅炉水冷壁高温腐蚀和防止措施锅炉水冷壁高温腐蚀和防止措施随着工业的快速发展和能源需求的增加,锅炉作为最常用的热能装置之一,在现代生产和生活中扮演着至关重要的角色。
而锅炉内部的高温水冷壁作为一种保护设备,其完好性对于锅炉的正常运行至关重要。
然而,锅炉水冷壁在长时间高温和高压环境下容易遭受腐蚀,严重影响其性能和寿命。
为了避免这种情况的发生,锅炉水冷壁需要采取一系列的防腐措施。
一、锅炉水冷壁高温腐蚀类型1. 灰渣侵蚀:锅炉燃烧产生的灰渣中含有大量腐蚀性成分,灰渣与水冷壁表面发生物理化学反应,导致水冷壁金属表面被侵蚀,进而影响其结构和性能。
2. 燃烧产物腐蚀:燃烧产物中含有大量酸性气体,例如SOx、NOx等,这些气体与水冷壁金属表面发生反应,形成酸性物质,从而引发腐蚀。
3. 燃烧沉淀腐蚀:在锅炉燃烧过程中,会产生大量沉淀物质,这些沉淀物质中含有一定的腐蚀性成分,沉淀在水冷壁上可能引发腐蚀。
二、锅炉水冷壁高温腐蚀防止措施针对锅炉水冷壁高温腐蚀问题,我们可以采取一系列的防止措施来保护水冷壁,提高其使用寿命和性能。
1. 材料选择:选择耐高温和耐腐蚀的金属材料作为水冷壁的制作材料。
常用的金属材料有SA-213T12、SA-213T22、SA-335P22等。
这些材料具有良好的抗腐蚀性和耐高温性能,能够有效抵抗锅炉高温环境下的腐蚀。
2. 表面涂层:在水冷壁表面涂覆一层耐高温和耐腐蚀的涂层,如高温耐蚀涂料。
这种涂层可以有效隔离水冷壁与高温环境之间的接触,减少腐蚀的发生。
3. 清洗保护:定期对水冷壁进行清洗,将附着在水冷壁表面的灰渣和沉淀物清除干净,以减少腐蚀的可能性。
4. 碱浸保护:通过在水冷壁上进行碱浸处理,可以形成一层保护膜,阻止腐蚀性成分进一步侵蚀水冷壁。
5. 水质控制:控制锅炉的供水水质,尽量减少其中的腐蚀性成分,以减少对水冷壁的腐蚀。
6. 锅炉操作规范:合理的运行和操作锅炉,维持合适的温度和压力,以减少对水冷壁的腐蚀风险。
除氧器(水箱)的腐蚀与防护除氧器是锅炉热力系统中除去给水溶解氧、保证给水品质的重要设备。
它一般由除氧头、除氧器水箱两大部分组成。
除氧器壳体材料一般采用20g或20R,材料在有氧和水存在的条件下,其氧腐蚀是不可避免的。
其原因在于:①运行条件恶劣:它在高温(158 ~ 178℃)、高工作压力(0.6 ~ 1.0Mpa)下运行,且时刻与氧接触,是机组热力系统中氧腐蚀是严重的部位。
②运行工况复杂:有水、有汽,在水箱额定水位处则是水汽交替; ③内部结构复杂,在停机时,水箱底部的余水排不净;同时,经各种管道进入的腐蚀产物和杂质都在些沉积(因它截面积大,流速低)。
由此造成了报除氧器水箱的腐蚀问题十分突出。
除氧器水箱防腐蚀涂层由于除氧器水箱运行工况复杂,锅炉给水品质高(二级除盐水),一般以防腐涂料根本就不能使用,因为上述情况决定了涂料必须具备耐热、耐水、耐汽(有一部分则水汽交替)且不溶解、不脱落、不变质的特性。
国外有的厂家采用不锈钢制造除氧器水箱,确实解决了腐蚀问题,但造价高昂,且对业已服役的除氧器无能为力。
因此,采用涂料防腐是一条行之有效的方法。
但除氧器水箱的特点决定了其对防腐涂料的苛刻要求,即需满足:①不脱落,这是对防腐涂料最起码的要求。
②不溶解。
③耐热、耐水、耐汽性能良好;因为除氧器水箱运行环境恶劣,其内部有水、有汽且界面处水汽交替。
④常温施工性能良好,不需加热或烘干,同时,具有一定的带锈防锈或能,因为除氧器水箱的结构特点决定了除锈程序不可能很完美。
⑤具备长期稳定的粘接特性与附着力,有效服役期达到6年以上。
(一)除氧器防腐涂料的组成涂料一般由成膜物质、颜料、辅助材料(溶剂与助剂)组成。
(二)除氧器防腐涂料的施工1. 施工前准备工作必须适时打开其左右两边入孔门,以便除氧器水箱充分冷却。
关闭所有的进水、进汽阀门,在整个施工期间,严禁操作。
清除基内部残余水及腐蚀产物等杂质按压力容器允许条件,安装照明行灯,用竹杆、竹条搭施工脚手架(125、200、300M机组除氧器水箱其直径通常大于3m),并安装工业排风扇加强通风。
热力设备在运行期间的腐蚀与防止热力设备在运行期间,由于所处的环境介质在特定的条件下具有侵蚀性,如不同阴离子含量、不同pH值的水等会对金属产生各种各样的腐蚀。
从腐蚀形态上来说主要有均匀腐蚀和局部腐蚀,其中局部腐蚀对设备的安全运行危害较大。
热力设备的腐蚀不仅会缩短设备的使用年限,造成经济损失,同时还会危害到其它设备,例如,腐蚀产物随给水进入锅炉后会加剧受热面的结垢速度并进一步引起垢下腐蚀,形成恶性循环,最终造成设备事故。
因此,必须采取有效措施,防止或减缓各种类型的腐蚀。
第一节金属腐蚀简介金属材料与周围的介质发生了反应而遭到破坏的现象称之为金属腐蚀。
破坏的结果不但损坏了其固有的外观形态,而且也破坏了金属的物理和化学性能。
腐蚀其实是一个相对概念,金属无论接触到什么介质,都会发生腐蚀,只不过腐蚀速度不同而已。
按照腐蚀机理,金属腐蚀一般可分为化学腐蚀和电化学腐蚀。
1. 化学腐蚀金属与周围介质直接发生化学反应引起的腐蚀。
这种腐蚀多发生在干燥的气体或其它非电解质中。
例如,在炉膛内,水冷壁外表面金属在高温烟气的作用下引起的腐蚀;在过热蒸汽管道内,金属与过热蒸汽直接作用引起的腐蚀等。
2. 电化学腐蚀金属与周围介质发生了电化学反应,在反应过程中有局部腐蚀电流产生的腐蚀。
金属处在潮湿的地方或遇到水时,容易发生电化学腐蚀。
这类腐蚀在生产中较为普遍,而且危害性较大。
例如,钢铁与给水、锅炉水、冷却水以及湿蒸汽、潮湿的空气接触所遭到的腐蚀,都属于电化学腐蚀。
一、按照腐蚀的形态可分为均匀腐蚀和局部腐蚀1. 均匀腐蚀是指金属表面几乎全面遭受腐蚀。
2. 局部腐蚀是指腐蚀主要集中在金属表面的某个区域,而其它区域几乎未遭到任何腐蚀的现象。
局部腐蚀常见有以下几种类型:(1)小孔腐蚀:腐蚀集中在个别点上,腐蚀向纵深发展,最终造成金属构件腐蚀穿孔。
(2)溃疡状腐蚀:在金属某些部位表面上损坏较深,腐蚀面较大的腐蚀。
(3)选择性腐蚀在合金的金属表面上只有一种金属成分发生腐蚀。
锅炉氧腐蚀预防
热水锅炉作为采暖热源具有节约能源、维修费用少、事故率低、安全可靠等优点,在北方被广泛应用。
但是,热水锅炉普遍存在腐蚀的问题。
锅炉的腐蚀有运行腐蚀和停用腐蚀两种,特别是停用腐蚀,其腐蚀速率是运行腐蚀的3-5倍。
热水锅炉系统的停用腐蚀以及由此而引起的腐蚀产物结垢问题长期困扰着热力人,给热力行业带来了巨大的经济损失。
1、降低锅炉使用寿命
我国热水锅炉设计寿命为15年,由于腐蚀原因一般只能运行5~8年。
2、腐蚀造成泄漏
一般发生在严寒期,导致供热中断,会直接影响居民的正常生活。
大规模的腐蚀损坏和局部腐蚀穿孔往往是由停用腐蚀引起的。
实践证明,产生严重腐蚀的锅炉多是停炉期间形成,而在运行中又发展所造成的。
热水采暖锅炉系统运行期一般为4~6个月,每年停运期6~8个月,而停用腐蚀主要是由氧腐蚀引起的,若在停运期间未做好保养,氧腐蚀将会加剧。
发生氧腐蚀后溃疡腐蚀坑
腐蚀对锅炉的安全经济运行构成了极大的威胁,已经受到各方面的重视。
防止锅炉腐蚀,延长使用寿命,已成为锅炉管理的一个重要目标。
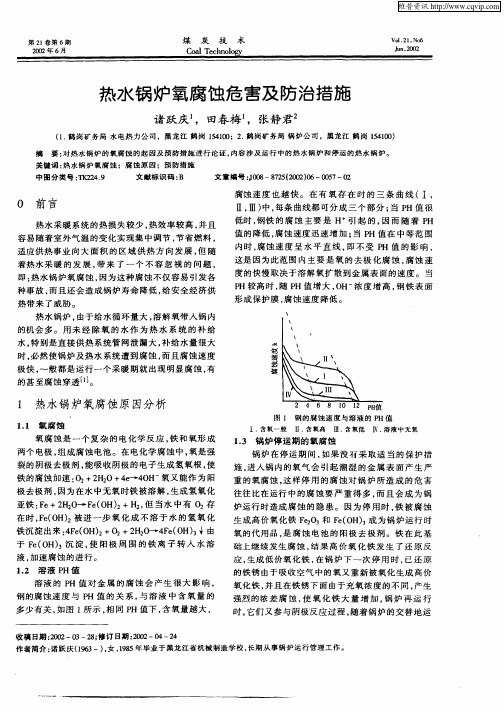
水中溶解氧的腐蚀能力随pH值的降低而增强。
锅炉水pH值控制在10-12范围内,对于防止腐蚀最有利。
在没有氧的情况下,腐蚀过程几乎停止。
但是pH值也不能过高。
当pH 值大于13时,容易将钢材表面的保护膜溶解,加快腐蚀速度。
专业人员在对现场检验和调查中发现,热水锅炉氧腐蚀的情况逐年增多,由于氧腐蚀造成的烟管及水冷壁管壁厚减薄、甚至烂穿的现象时有发生,腐蚀严重的投运两个采暖期后,全部烟管水侧布满了大小不等的腐蚀鼓包,除掉鼓包后,露出一个个溃疡状凹坑,坑径为4-10mm不等,坑深0.5-2.8mm,严重处用手锤敲击即击穿,不得不被迫更换全部烟管,损失严重。
下图为热水炉锅内烟管、锅筒、炉胆上的大量贝壳状鼓包,直径在10~30mm之间,鼓包外层为坚硬且附着性很强的黄褐色沉积物,刮开外层,中间为铁锈,最下层为黑色物质。
图1贝壳状鼓包
突显出的腐蚀坑分层颜色明显,层次分明,为典型的溶解氧腐蚀形态,即溃疡腐蚀。
腐蚀坑深0.5~3.0mm,腐蚀严重处用尖锤轻按,即可将腐蚀坑处烟管穿透,见图2。
图2腐蚀坑处烟管穿透
1、造成上述锅炉氧腐蚀原因分析
该锅炉水处理方法为钠离子交换,无加药水处理。
工人对锅炉水质标准不太了解,将锅炉防腐处理当作循环水防腐来处理。
锅炉运行状况是白天运行夜晚停止,启停频繁,使大量溶解氧被带入锅内,促使腐蚀加剧。
停炉期间锅炉也未采取防腐措施,锅炉热水系统漏水严重,造成了锅炉严重氧腐蚀事故。
2、氧腐蚀的原理
铁受水中溶解氧的腐蚀是一种电化学腐蚀,铁和氧形成腐蚀电池。
铁的电极电位总是比氧的电极电位低,所以在铁氧腐蚀电池中,铁是阳极,遭到腐蚀。
反应式如下:Fe→Fe2++2e-,
氧为阴极,进行还原,反应式如下:O2+2H2O+4e→4OH-
在这里溶解氧起阴极去极化作用,是引起铁腐蚀的因素,这种腐蚀称为氧腐蚀。
3、氧腐蚀的特征是什么?
氧腐蚀的形态一般表现为:溃疡和小孔型的局部腐蚀,其腐蚀的产物表现为黄褐、黑色、砖红色不等。
对金属的强度破坏非常严重。
铁受到溶解氧腐蚀后产生Fe2+,它在水中进行下列反应:
Fe2++2OH-→Fe(OH)2
Fe(OH)2+2H2O+O2→4Fe(OH)3
Fe(OH)2+2Fe(OH)3→Fe3O4+4H2O
在上述反应中,Fe(OH)2是不稳定的,使反应继续进行,最终产物主要是Fe(OH)3和Fe3O4。
4、发生氧腐蚀的部位
氧腐蚀是锅炉采暖系统常见的一种腐蚀。
在运行和停运期间均可发生。
其主要部位,首先是给水系统和省煤器,而且其腐蚀产物进入受热面中和循环水系统中,也会引起其他一些破坏。
在系统停运期间由于防护不当,更是如此,不断造成设备及系统的破坏,其破坏程度越来越大,在金属表面形成许多小鼓包,鼓包表面的颜色由黄褐色到红褐色不等,次层是黑色。
当将这些腐蚀产物清除后,便会出现腐蚀造成的陷坑。
5、造成氧腐蚀的原因是什么?
(1)供暖水循环系统补水量过大
锅炉为居民供暖的管道很长,加之一些用户家中装设取用热水的水管,居民放水造成系统补水量过大,带入锅炉内的溶解氧也过多,由于溶解氧的存在,金属与锅水交界面会发生电化学腐蚀,氧浓度大的部位金属失去电子,发生氧化反应,溶解氧浓度越大,相应的电极电位越高,腐蚀越严重。
为了防止溶解氧分布不均匀造成的浓度差腐蚀,必须进行加药水处理,调整系统水pH值在钝化区10-12之间。
一般说来,溶液的pH值越低,溶液与接触该溶液的金属越容易产生腐蚀,当有溶解氧存在时,pH值的改变对金属腐蚀影响更大。
pH值小于6时,腐蚀速度随pH值降低迅速增加;
pH值在6-10之间由含氧量的高低决定腐蚀速度的高低;
pH值为12时,铁的腐蚀速度受氧浓度影响不大,几乎为零。
由此可见锅炉正常运行时控制锅水pH值在10-12范围内,可使金属表面形成一层稳定的保护膜,造成阳极钝化,从而大大降低锅炉的氧腐蚀速度。
(2)给水未采取除氧措施
锅炉停炉期间未进行合理的保养,补水箱未作防腐处理,造成大量的铁锈进入锅水。
由于水中的氧从高温炉水中不断析出,锅水流动速度慢不能及时将氧带走,大量氧附着在锅炉受热面上造成氧腐蚀。
6、防止采暖锅炉氧腐蚀的措施
(1)加防腐阻垢剂
控制锅水中pH值在10-12范围内,从而使金属表面形成一层致密的保护膜,可以避免或减少氧腐蚀的发生。
(2)严格控制补给水量
加强管理,切断造成水大量流失的源头,使补水量不超过系统总水容量的1%,从而降低锅水中的含氧量。
(3)选择具有除氧功能的防腐阻垢剂
给水除氧GB1576-2018《低压锅炉水质标准》中规定,热水炉额定功率大于或等于4.2MW 的锅炉尽量除氧,根据这一要求,宜选择具有除氧功能的防腐阻垢剂。
(4)合理布置排气装置
在热水系统中合理布置排气装置,有利于排除系统内的空气和由于加热从水中析出的氧气,从而减少氧腐蚀的发生。
(5)加强停炉保养工作和水箱的防腐处理
非供暖期每年近6-8个月的时间,在热水锅炉的管理中,还要加强停用期间的保养工作,如果保养不当对锅炉的损害是很大的,通常采用干燥剂法保养炉烟管和顶压湿保养炉管内部相结合进行锅炉保养。
(6)生产厂家源头控制
要求锅炉生产厂家设计热水锅炉时,选择合适的水循环速度,保证受热面得到可靠冷却,
并能及时带走产生的氧气,抑制氧腐蚀的产生。