重整装置预加氢催化剂优选
- 格式:doc
- 大小:15.00 KB
- 文档页数:3
2901 关于加氢产品的质量问题随着时代的发展,科技的进步,炼化企业加工原油的这一过程逐渐劣质化直溜石脑油的获取量逐渐变低。
一些炼化企业对此的不认真对待,将会导致直溜石脑油的成品中杂质含量过高。
重要的是,一些炼化企业为了多加谋利,采用各种来源的石脑油原料,而来自各种地方的石脑油,由于所取的地点不同,所以其中所含的杂质含量也各有不同,这种石脑油混合原料使得直溜石脑油的原料来源变得混杂,同时不仅加工的难度被加大,而且加工的质量也在降低。
对于重置预加氢装置所浮现出来的问题也逐渐浮现出来。
而对于这些问题,我们需要分析并且制定一定的解决策略。
首先对于原料的筛选要慎重。
不能采用各种混杂的,有些炼化企业为了扩张重整原料来源,则将石脑油原料与催化汽油混合起来,充当直溜石脑油的原料,这样增加了石脑油原料的来源,但是在很大程度上,对直溜石脑油的质量有很大的影响,最终被提炼出来的直馏石脑油质量大有下降,这样对重整石脑油的加工过程的难度加大,而对于重整预加氢装置通常是采用低压高空速的方式进行加工,而在直馏石脑油的原料中混杂太多的杂质,这样有些不同的杂质并不能做到完全驱除。
对于催化重整预加氢装置在对石脑油的提取过程中,还有一个很重要的因素,就是催化剂这一因素。
在我国境内,对于新疆原油与大庆原油中的砷的含量都较其他的原油较高。
就现在而言,直馏石脑油的加工质量下降,所以导致杂质砷的含量逐渐增加,而杂质砷的去除过程,就是在加氢反应器中沉积在加氢催化剂的孔道中与活性金属中。
而这样会导致催化剂的活性降低,从而导致提炼出来的直馏石脑油杂志含量太低,提炼出来的石脑油并不合格。
而针对催化重整加氢装置存在的原料中混杂的杂质含量太低,相关部门探析并且提出了一定的策略。
例如抚顺化工研究院针对这一问题开发了相应的加氢脱砷保护剂,抚顺化工研究院研发的这一种保护剂,针对砷元素的特点进行去除,在很大的程度上对砷元素的去除提供了一个有效的途径。
2 催化重整加氢装置的系统内部的压降增加某些炼化企业为了原料的来源增加,在本来的加氢原料中加入外购的石脑油,而对于这些外购的石脑油来说其稳定性相对来说较差,所以在很大的程度上影响了提取石脑油的质量。
当代化工研究Modern Chemical Research156工艺与设备2020•18重整预加氢催化剂与工艺技术的现状与展望*曹康豪'王金玲1刘毅'肖寒2(1.中海石油宁波大榭石化有限公司浙江3160152.中海油天津化工研究设计院有限公司天津300131)摘耍:重整预加氢装置作为催化重整装置的原料预处理单元,为重整装置提供优质原料,以保障重整催化剂的稳定性运行.重整预加氢反应是在催化剂的作用下通过加氢脱硫、加氢脱氮与烯坯饱和等反应,有效脱除原料油中的硫、氮与烯疫等杂质,其核心是重整预加氢催化剂.本文简述重整预加氢催化剂研发进展,并对今后预加氢催化剂提出了发展方向.关键词:预加氢;催化剂;器外预硫化;展望中图分类号:T文献标识码:APresent Situation and Prospect of Reforming Pre-hydrogenation Catalyst and ProcessTechnologyCao Kanghao1,Wang Jinling1,Liu Yi1,Xiao Han2(OOC Ningbo Daxie Petrochemical Co.,Ltd.,Zhejiang,316015OOC Tianjin Chemical Research and Design Institute Co.,Ltd.,Tianjin,300131)Abstracts As a raw materialpretreatment unit ofcatalytic reforming unit,reformingpre-hydrogenation unit p rovides high-quality raw materials for reforming unit,so as to ensure stable operation of r eforming catalyst.Reformingpre-hydrogenation reaction is to effectively remove sulfur,nitrogen, olefin and other impurities in raw oil by by hydrodesulfurization,kydrodenitrogenation and olefin saturation under the action of c atalyst,and its core is reforming pre-hydrogenation catalyst.In this paper,the research and development progress of p re-hydrogenation catalyst f or reforming is briefly described,and the development direction cfpre-hydrogenation catalyst in the f uture is put f orward.Key words:pre-hydrogenation;catalyst;external p resulfurization;prospect刖旨催化重整是炼油及石油化工的重要生产工艺之一,亦是生产芳绘与高辛烷值汽油的主要工艺工程。
501 前言A公司800kt/a连续重整装置是采用石油化工科学研究院(以下简称石科院)研制开发的加氢催化剂RS-40。
规模为800kt/a除满足重整单元满负荷生产的要求外还有余地生产部分精制油以储备重整原料。
石脑油预处理工艺流程为先对原料油全馏分加氢再分馏以切取适宜的重整原料油组分设计的预加氢反应质量空速为3.88h -1氢气采用一次通过式流程。
该装置2022年9月装置大检修期间对已经达到使用寿命的原预加氢催化剂进行了更换,换用石油化工科学研究院开发、长岭催化剂厂生产的新一代高空速重整预加氢催化剂RS-40。
本文主要介绍RS-40预加氢催化剂在A公司连续重整装置预加氢单元上的应用情况。
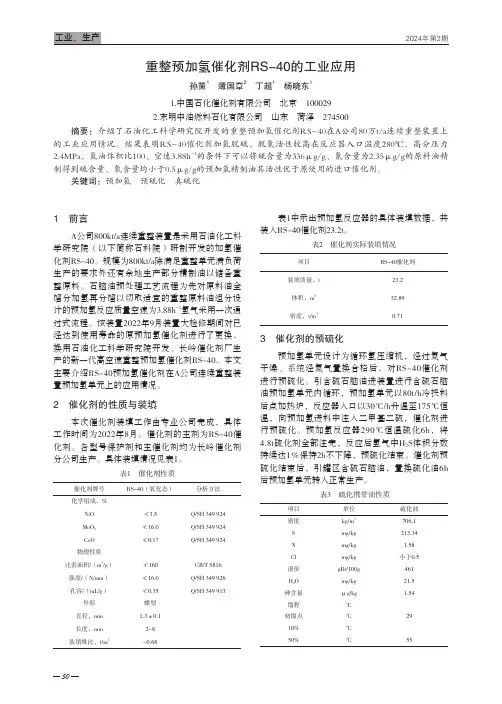
2 催化剂的性质与装填本次催化剂装填工作由专业公司完成,具体工作时间为2022年8月。
催化剂的主剂为RS-40催化剂。
各型号保护剂和主催化剂均为长岭催化剂分公司生产。
具体装填情况见表1。
表1 催化剂性质催化剂牌号RS-40(氧化态)分析方法化学组成,%NiO ≮3.5Q/SH 349 924MoO 3≮16.0Q/SH 349 924CoO ≮0.17Q/SH 349 924物理性质比表面积/(m 2/g)≮160GB/T 5816强度/(N/mm)≮16.0Q/SH 349 926孔容/(mL/g)≮0.35Q/SH 349 913外形蝶型直径,mm 1.3±0.1长度,mm 2~8装填堆比,t/m 3~0.68表1中示出预加氢反应器的具体装填数据,共装入RS-40催化剂23.2t。
表2 催化剂实际装填情况项目RS-40催化剂装填质量,t 23.2体积,m 332.89密度,t/m 30.713 催化剂的预硫化预加氢单元设计为循环氢压缩机,经过氮气干燥、系统经氮气置换合格后,对RS-40催化剂进行预硫化。
引含硫石脑油进装置进行含硫石脑油预加氢单元内循环,预加氢单元以80t/h冷投料后点加热炉,反应器入口以30℃/h升温至175℃恒温,向预加氢进料中注入二甲基二硫,催化剂进行预硫化。
重整预加氢催化剂国内外技术进展米 多1中国石油吉林石化研究院化工科技信息所摘要:本文主要论述了催化重整预加氢催化剂的国内外技术的进展,着重论述了国内重整预加氢催化剂的性质、特点及研发单位,提出了重整预加氢催化剂的发展方向。
关键词:重整 预加氢 催化剂 技术进展催化重整技术是生产芳烃和高辛烷值汽油组分的主要工艺过程。
由于重整催化剂要求进料中的硫、氮含量小于0.5 g/g、砷含量小于1 ng/g,因而,重整预加氢催化剂必须具备在比较缓和的工艺条件下,即高空速(6~10 h )、低氢油比(<100 m /m )、低压(<2.5 MPa)下,表现出优异的加氢脱硫、加氢脱氮活性及活性稳定性,确保在工业装置连续运转3年以上。
因此,高性能的重整预加氢催化剂的开发成为发展重整技术的一个重要部分。
1 预加氢催化剂组成1.1 活性组分最常用的加氢催化剂的金属组分是Co-Mo、Ni-Mo、Ni-W体系,通常认为Mo 或W是主要活性组分,Co或Ni是助活性组分。
各种金属组分对加氢精制过程中各种基本类型的反应(加氢脱氮、加氢脱硫、加氢脱金属、芳烃饱和、烯烃加氢以及异构化等)影响的结果表明,除贵金属外,Ni-W体系具有最好的加氢活性。
不同活性金属组配对于加氢脱氮、加氢脱硫、加氢脱金属、芳烃饱和、烯烃加氢以及异构化等基本类型反应的活性顺序如下:Ni-W>Ni-Mo>Co-Mo对于加氢脱硫反应,不同活性金属组配活性顺序与上所述有所不同,通常是Co-Mo 或Ni-Mo活性高于Ni-W。
从使用性能而言应推荐Ni-W体系;从综合的经济效益考虑,目前国际市场上Mo和W的价格都有了很大的涨幅,但Mo的价格要远高于W的价格,约两倍以上,往往也是用Ni-W体系代替Ni-Mo体系,而且在我国W资源也极其丰富。
1作者简介:米多,女,大学本科,1992年毕业,于中国石油吉林石化研究院化工科技信息所工作,高级工程师,常年从事芳烃信息及技术的国内外调研工作。

连续重整装置加氢预处理工艺流程优化曾 菁(中石化广州工程有限公司,广东省广州市510620)摘要:催化重整装置预处理部分全馏分加氢工艺流程采用汽提塔完成汽提和分馏,简称“两塔合一”工艺设计,但该设计存在脱水效果不佳、操作不稳定等问题。
以某1.5Mt/a连续重整装置为例,在保证精制石脑油产品产量和质量的前提下,对原有“两塔合一”工艺设计进行了优化调整。
优化后的方案可以保证汽提塔进料水含量稳定,提升了汽提塔的操作稳定性。
通过优化换热流程,可降低装置能耗61.24MJ/t,每年可节约操作费用397万元。
关键词:连续重整 预处理 聚结器 回收热量 控制方案 重整装置原料的馏程和杂质含量一般达不到重整原料油的指标要求,需要通过预处理对原料进行精制和分馏,以脱除其中的轻组分和硫、氮、砷、铅、铜等有害杂质[1]。
预处理单元中的分馏部分,经常采用“两塔合一”工艺设计[2 3],即汽提塔将汽提与分馏轻组分的功能合二为一,汽提塔塔底产出精制石脑油,塔顶含硫轻石脑油进拔头油分馏塔分离出不含硫的轻石脑油。
由于汽提塔既要脱水又要分馏,原料波动对汽提塔操作稳定性影响很大,可能导致精制石脑油水含量超标[4],进而降低重整催化剂的活性和寿命[5 6]。
以某1.5Mt/a连续重整装置预处理工艺设计为例,结合现场操作问题分析原方案的不足,并对其进行优化调整。
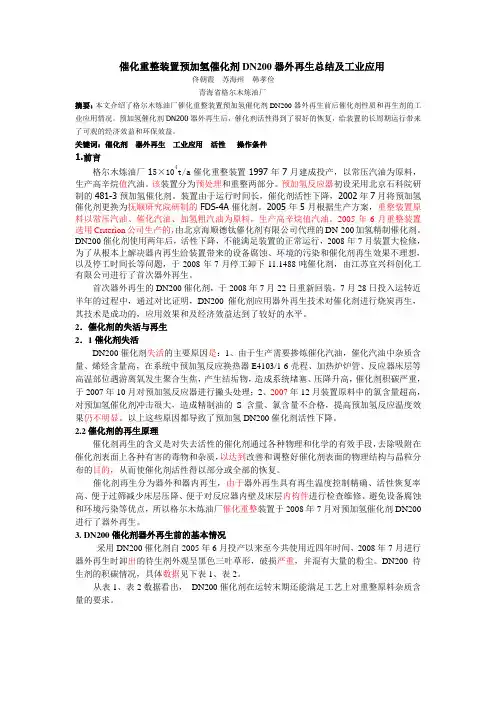
1 原设计存在的问题1.1 原设计流程原设计工艺流程如图1所示。
图1 原设计工艺流程示意Fig.1 Processflowoforiginaldesign收稿日期:2020-05-29;修改稿收到日期:2020-09-16。
作者简介:曾菁,工程师,硕士,2012年毕业于天津大学化学工程专业,主要研究方向为化学工程与工艺。
联系电话:020-22193441,E mail:zengjing.lpec@sinopec.com。
1.2 存在问题1.2.1 精制石脑油水含量超标对A,B两厂连续重整装置精制石脑油的硫含量和水含量进行统计,发现硫质量分数均小于0.5μg/g,满足重整反应进料的要求,但水质量分数超过5μg/g,且波动较大。
催化重整装置预加氢催化剂DN200器外再生总结及工业应用佟朝霞苏海州韩孝俭青海省格尔木炼油厂摘要:本文介绍了格尔木炼油厂催化重整装置预加氢催化剂DN200器外再生前后催化剂性质和再生剂的工业应用情况。
预加氢催化剂DN200器外再生后,催化剂活性得到了很好的恢复,给装置的长周期运行带来了可观的经济效益和环保效益。
关键词:催化剂器外再生工业应用活性操作条件1.前言格尔木炼油厂15×104t/a催化重整装置1997年7月建成投产,以常压汽油为原料,生产高辛烷值汽油。
该装置分为预处理和重整两部分。
预加氢反应器初设采用北京石科院研制的481-3预加氢催化剂。
装置由于运行时间长,催化剂活性下降,2002年7月将预加氢催化剂更换为抚顺研究院研制的FDS-4A催化剂。
2005年5月根据生产方案,重整装置原料以常压汽油、催化汽油、加氢粗汽油为原料,生产高辛烷值汽油。
2005年6月重整装置选用Criterion公司生产的,由北京海顺德钛催化剂有限公司代理的DN-200加氢精制催化剂。
DN200催化剂使用两年后,活性下降,不能满足装置的正常运行,2008年7月装置大检修,为了从根本上解决器内再生给装置带来的设备腐蚀、环境的污染和催化剂再生效果不理想,以及停工时间长等问题,于2008年7月停工卸下11.1488吨催化剂,由江苏宜兴科创化工有限公司进行了首次器外再生。
首次器外再生的DN200催化剂,于2008年7月22日重新回装,7月28日投入运转近半年的过程中,通过对比证明,DN200催化剂应用器外再生技术对催化剂进行烧炭再生,其技术是成功的,应用效果和及经济效益达到了较好的水平。
2.催化剂的失活与再生2.1催化剂失活DN200催化剂失活的主要原因是:1、由于生产需要掺炼催化汽油,催化汽油中杂质含量、烯烃含量高,在系统中预加氢反应换热器E4103/1-6壳程、加热炉炉管、反应器床层等高温部位遇游离氧发生聚合生焦,产生结垢物,造成系统堵塞、压降升高,催化剂积碳严重,于2007年10月对预加氢反应器进行撇头处理;2、2007年12月装置原料中的氯含量超高,对预加氢催化剂冲击很大,造成精制油的S含量、氯含量不合格,提高预加氢反应温度效果仍不明显。
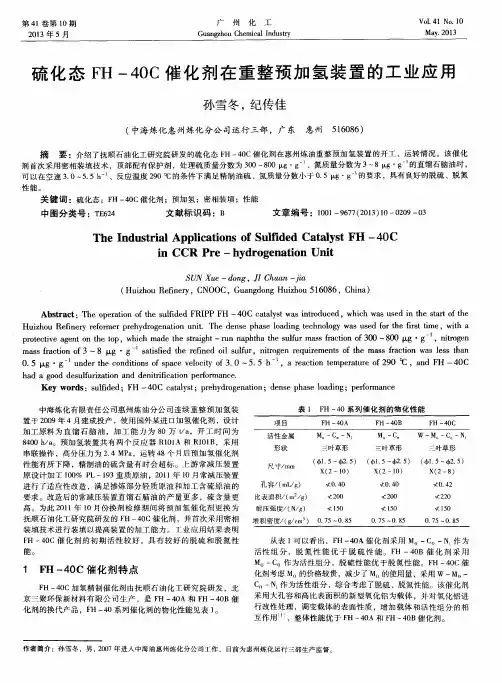
重整预加氢催化剂性能分析及预测摘要:收集了中海油惠州石化重整预加氢催化剂生产过程预加氢装置的操作数据、原料及产品数据,对数据进行了比较分析,阐述了不同性质原料,不同工况下对预加氢催化剂的具体影响,提出了优化预加氢催化剂长周期运行的方法。
关键词:预加氢催化剂;直馏石脑油;精制油1、催化重整预加氢工艺及特点中海油惠州石化连续重整预加氢装置,为重整单元提供合格的原料。
装置的工程设计规模80万吨/年。
预加氢部分包括预加氢、分馏等过程。
装置预处理部分采用全馏分加氢即先加氢后分馏,预分馏塔与蒸发塔“合二为一”的工艺方案。
预加氢反应系统采用氢气循环流程,只设循环氢压缩机而不设补充氢增压机,补充氢由重整氢气经脱氯罐脱氯后补充。
为了防止系统在低温部位发生盐类结晶堵塞影响长周期运行,在反应系统中设有注洗涤水的设施。
经预处理过程后,重整进料中杂质含量应能达到下列要求:2、预加氢催化剂性能及特点重整预加氢装置自投产以来共使用过两种预加氢催化剂,首次开工使用预加氢催化剂为美国雅保公司生产的HC-K 型预加氢催化剂。
后两次使用的是抚研院的FH-40C预加氢催化剂。
正常生产过程中,预加氢反应器R101A和R101B串联运行。
预加氢装置进料98 t/h,反应器入口温度280~335℃,反应压力3 MPa,空速6 .3h-1,氢油比150Nm3/m3。
预加氢催化剂FH—40C可以再生两次,两次再生后催化剂的性能均大于新催化剂性的90%。
预加氢催化剂保证第一周期使用不小于三年,再生后的预加氢催化剂使用周期不小于二年。
3、预加氢催化剂使用性能分析及预测首次使用的预加氢催化剂为美国雅保公司的HC-K催化剂,预加氢装置于2009年4月26日投产,运行31个月,至 2011年10月5日根据公司安排停工换剂检修,预加氢催化剂更换为抚研院的FH-40C。
第二次使用的预加氢催化剂为抚研院的FH-40C催化剂,预加氢装置自2011年11月3日投产,于2014年10月11日预加氢根据公司安排停工检修,运行33个月(其中2014年3月至6月根据公司安排预加氢停工)。
重整装置预加氢催化剂优选
作者:李兵朋
来源:《中国化工贸易·下旬刊》2017年第09期
摘要:中石油玉门油田炼化总厂重整加氢车间是玉门炼厂汽煤柴质量升级的重要生产车间,该车间的重整装置以直馏石脑油、汽柴油和煤油加氢所产粗汽油、苯抽提抽余油为主要原料,生产高辛烷值汽油调和组分、苯抽提原料和加氢装置所需氢气。
重整加氢车间主要包括催化重整、催化重汽油加氢(DSO-FCC)、柴油加氢改质降凝、航煤临氢脱硫醇、环丁砜抽提分离苯、C5/C6异构化6套生产装置。
关键词:重整;装置;催化剂
催化重整装置预加氢部分的作用是使直馏石脑油、抽余油和粗汽油在催化剂和氢气作用下,发生脱硫、脱氮、脱酸以及烯烃饱和、脱卤化物、脱重金属等反应,将硫含量及氮含量降低到0.5μg/g以下,满足重整装置进料的要求。
催化重整装置预加氢部分设计处理量为40t/h,原料馏程为80~165℃。
由于玉门炼厂所进原油逐年重质化,导致直馏石脑油资源严重不足,故将焦化汽柴油和航煤加氢所产粗汽油做重整原料,同时考虑将苯抽提装置产抽余油也改做重整原料,这样重整原料馏程将放宽到65~175℃。
在这种情况下,为保证重整装置的原料满足长周期运行下重整进料的质量要求,且装置在用的预加氢催化剂RN-1的寿命也将到期,为此必须选择对原料的适应性和催化剂的活性稳定性较好的预加氢催化剂。
通过调研,装置决定选用国内某催化剂开发商开发的FH-40C催化剂。
催化重整装置利用2010年大检修时进行了停工换剂,截止到目前,FH-40C催化剂已稳定运行接近三年。
本文主要介绍FH-40C催化剂近三年来的使用情况,并与RN-1和RN-10催化剂的使用情况进行对比。
1 预加氢催化剂的主要组成及物化性质
FH-40C催化剂是以W—Mo—Ni—Co四金属作为加氢活性组元,与Ni—W体系RN-1和RN-10催化剂相比,具有更强的原料适应性和活性的稳定性。
2 FH-40C催化剂开工情况
2.1 催化剂的硫化
按照催化剂开发商提供的催化剂使用说明书,催化剂装入反应器时,活性组分是以氧化物形态存在的,此时催化剂的加氢活性很低,催化剂如果没有进行硫化处理,原料油进入反应器会在催化剂上发生深度裂解反应而迅速积炭,使催化剂活性受损并缩短催化剂的使用周期;为避免这种情况发生,必须对催化剂进行预硫化,使其活性组元以Co8S9、Ni3S2、WS2、MoS2(H2S/H2的分压比在 10-4~2×10-1之间)的形态存在,这样才能形成具有加氢活性的Co-Ni-
W-Mo-S结构。
由于炼厂汽柴油储运的限制,装置必须尽快生产出合格高辛烷值组分和加氢装置所需氢气,经与催化剂开发商协商后,催化剂在开工过程中不进行专门硫化,而是利用所加工的原料在加氢反应过程中产生的H2S进行自然硫化。
由于此次开工后预加氢进料(直馏汽油)中硫含量在100μg/g左右,经过加氢反应后预加氢循环氢中H2S含量一直处在80-100μg/g,致使催化剂自然硫化上硫速度和上硫率较低,硫化时间比注硫化剂硫化时间延长了36h。
2.2 直馏汽油进预加氢系统
预加氢反应入口温度降至180℃后,装置引入氢气对系统进行置换,氢纯度>85%后,预加氢系统高分压力升至4.0MPa的操作压力。
预加氢反应系统开始先以36t/h速度进常减压装置生产的直馏石脑油,开始对催化剂进行预润湿,然后反应器入口温度以10~15℃/h升温速度升至275~280℃恒温,待预加氢反应器各点温度均在280℃以上时,将反应进料量提到
42t/h,反应器入口温度提到285℃,装置进行操作调整,转入正常生产。
3 三种催化剂生产情况对比
三种催化剂生产情况由生产数据可见,FH-40C催化剂开工时反应温度控制在283℃,由于催化剂采取自然硫化,催化剂初期活性较低,这样重整进料中硫含量大于0.5μg/g,超出了控制指标,考虑到重整进料中硫含量超标时间较短以及装置防腐的需要,因此未停止直馏石脑油进料,只是将反应温度提高到285℃,重整进料中硫含量很快降低到0.5μg/g以下。
通过近三年的运行,标定对比运行数据,三种催化剂在设计操作情况下都能保证重整进料中的硫、氮杂质含量达到小于0.5μg/g的要求。
三种催化剂实际使用中都使用过自然硫化方式,对比RN-1催化剂在达到设计要求时的初始反应温度比RN-10和FH-40C催化剂分别要低7℃和4℃左右,因此在原料质量较好的情况下使用RN-1催化剂对装置的节能有利。
但随着原料杂质含量的提高和生产运转时间的延长,RN-1和RN-10催化剂的提温效果和活性稳定的时间不如FH-40C催化剂,说明使用FN-40C催化剂对于装置的长期效益有利。
4 结语
①RN-1、RN-10和FH-40C三种催化剂对脱除原料油中的杂质都有很好的使用效果,都适用于重整装置预加氢部分的生产;
②在相同的硫化条件下,RN-1催化剂的初始反应温度较RN-10和FH-40C催化剂分别要低7℃和4℃左右。
说明在原料质量较好的条件下,在满足同样运行周期要求的情况时使用RN-1催化剂对装置的节能有利;
③在运行周期相近的情况下,随着原料杂质含量的提高和生产运转时间的延长,FH-40C 催化剂提温效果和活性稳定的时间好于RN-1和RN-10催化剂,说明FH-40C催化剂具有较强的抗积炭能力及较好的稳定性。
参考文献:
[1]刘继华,曾榕辉,关明华.FRIPP催化重整预加氢技术开发及工业应用[J].炼油技术与工程,2012(03):96.
[2]王广胜,米多,王伟峰.重整预加氢催化剂国内外技术进展[J].化工科技,2011(04):109.。