(完整)电流表内校规程
- 格式:doc
- 大小:55.00 KB
- 文档页数:4
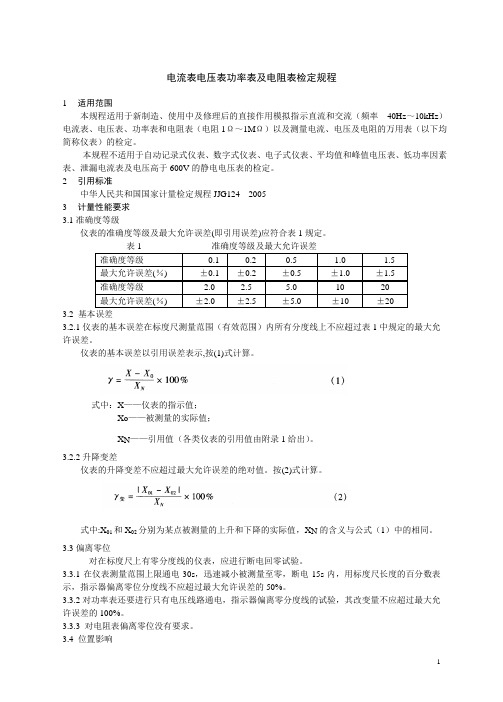
电流表电压表功率表及电阻表检定规程1适用范围本规程适用于新制造、使用中及修理后的直接作用模拟指示直流和交流(频率40Hz~10kHz)电流表、电压表、功率表和电阻表(电阻1Ω~1MΩ)以及测量电流、电压及电阻的万用表(以下均简称仪表)的检定。
本规程不适用于自动记录式仪表、数字式仪表、电子式仪表、平均值和峰值电压表、低功率因素表、泄漏电流表及电压高于600V的静电电压表的检定。
2引用标准中华人民共和国国家计量检定规程JJG124---20053计量性能要求3.1准确度等级仪表的准确度等级及最大允许误差(即引用误差)应符合表1规定。
表1 准确度等级及最大允许误差3.23.2.1仪表的基本误差在标度尺测量范围(有效范围)内所有分度线上不应超过表1中规定的最大允许误差。
仪表的基本误差以引用误差表示,按(1)式计算。
式中:X——仪表的指示值;Xo——被测量的实际值;X N——引用值(各类仪表的引用值由附录1给出)。
3.2.2升降变差仪表的升降变差不应超过最大允许误差的绝对值。
按(2)式计算。
式中:X01和X02分别为某点被测量的上升和下降的实际值,X N的含义与公式(1)中的相同。
3.3偏离零位对在标度尺上有零分度线的仪表,应进行断电回零试验。
3.3.1在仪表测量范围上限通电30s,迅速减小被测量至零,断电15s内,用标度尺长度的百分数表示,指示器偏离零位分度线不应超过最大允许误差的50%。
3.3.2对功率表还要进行只有电压线路通电,指示器偏离零分度线的试验,其改变量不应超过最大允许误差的100%。
3.3.3 对电阻表偏离零位没有要求。
3.4 位置影响对没有装水准器,且有位置标志的仪表,当其自标准位置向任意方向倾斜5°或规定值,而对无位置标志的仪表应倾斜90°,即为水平或垂直位置,其允许改变量前者不应超过表1规定的最大允许误差的50%,后者不应超过100%。
3.5 功率表的功率因数影响应在滞后和超前两种状态下试验,由此引起的仪表指示值的改变量不应超过最大允许误差的100%。

电流表操作流程电流表是一种用来测量电流的仪器,在电路分析和实验中起着重要的作用。
为了正确使用电流表并确保自身安全,下面将介绍电流表的操作流程。
一、装置准备1. 确认所使用的电流表的量程范围是否适用于待测电流。
选择过小的量程可能导致仪器损坏,而过大的量程则可能导致测量不准确。
2. 确保电路已断电,并将电流表与待测电流的电路正确连接。
一般情况下,电流表应与电路串联,以测量电流时对电路产生最小的干扰。
二、调节量程和零位校准1. 将电流表的量程调至最小值,防止超出量程范围。
2. 将电流表开关调至“关”或“OFF”位置。
3. 观察电流表指针或显示屏,确保指针指向零刻度或数字显示为零。
如果不是零位,需要进行零位校准。
4. 使用调零螺旋钮或相应按钮进行校准,直到电流表指针指向零刻度或数字显示为零。
三、测量电流1. 将电流表开关调至“开”或“ON”位置。
2. 断开待测电流的电路中的一段导线,将电流表连接到导线的两端,确保与电路的连接牢固。
3. 打开电路电源,使待测电流通过电流表。
注意确保电流的流向与电流表的极性一致。
4. 稳定电流流过电流表一段时间后,观察电流表指针或显示屏的读数。
记录下测量的电流数值。
四、关闭电路和电流表1. 关闭电路电源,断开待测电流的电路。
2. 将电流表开关调至“关”或“OFF”位置。
3. 拔掉电流表的插头,将电流表与电路断开。
注意事项:1. 在操作电流表时,避免暴露于高电压或高电流的环境中,确保自身安全。
2. 避免在超出电流表量程的电路中进行测量,防止仪器损坏。
3. 确保电流表的连接牢固,避免引起电路接触不良或产生安全隐患。
4. 在测量电流时,避免突然接通或切断电路,以防止电流过大或产生电磁感应引起干扰。
5. 定期检查电流表的准确性和仪器状态,保持仪器的正常工作。
以上就是电流表操作流程的简要介绍。
在实际操作中,还需要根据具体情况进行灵活运用。
准确的使用电流表能够提供准确的电流测量结果,为电路分析和实验提供有力的支持。

电焊机电流和电压表校准规范1目的为确保我司焊机的数显电流和电压表的测量能力与测量要求一致,特制定本规范。
2适用范围本规范适用于本公司电焊机数显电流和电压表的首次校准、后续校准和在用校准,主要用于电焊机数显电流和电压表的现场校准。
3程序要求电焊机主要用于金属焊接,焊接电流直接关系到焊接件的质量。
电焊机的校准主要是比较被测输出电流与电焊机仪表或调节器指示电流的关系。
3.1对比度校准原则公司内部校准应在合适的环境中进行,包括温度、湿度、位置等。
应提供经过验证的测试标准仪器。
在校准过程中,校准人员应严格遵循校准规范,客观记录校准内容并保存原始记录。
本规范基于JJG124-2005《电流表、电压表、功率表和电阻表检定规程》。
3.2校准周期校准间隔为6个月。
当用户要求或损坏或有疑问时,应重新校准。
3.3校准条件环境条件温度(0~35)℃,相对湿度≤85%,3.3.2校准计量标准装置a)钳形电流表或其他大电流精密测量装置;b)数字电压表或数字万用表的电压等级。
3.3.3校准辅助装置电焊机负载箱或其他电力负载装置或电工能产生稳定的电弧。
3.3.4校准地点:使用地点。
3.3.5校验人员:公司量具管理员、电工。
4校准项目和方法我们焊机的数显电流和电压表的校准项目和方法如下:1)检查外观。
电流表、电压表外观检查面板完好,玻璃清晰,无影响测量性能的缺陷。
2)输出电流和电压测试标定采用直接比较法,标定点均匀选取在常用范围内。
用钳形电流表测量电流,用电压表测量电压。
当可调或不可调负载作为输出负载时,用适当容量的导线将负载箱串入电焊机输出电路(有多个负载箱应并联成一个),调节焊接电流,测量输出电路电流和输出电压。
用可调负载测量3-5个点,用不可调负载测量一个点。
当人工产生的电弧作为载荷,且人工产生的电弧相对稳定时,读取3~5组数据取平均值,取半平均值作为该点的测量值。
3)与电焊机仪表指示值或调节器指示值相比,测量值应满足3.2和3.3条的要求。

校准电流表、电压表、万用表标准装置操作规程Z-11-141. 目的为正确使用该标准装置,确保量值传递准确统一特制定本规程。
2.责任2.1计量中心主任对本标准的管理负责2.2使用人员对标准装置的正确使用,检测数据的正确性及维护保养负责。
3. 规定3.1 该标准装置必须具有法定计量机构签发的有效期证书。
3.2 该标准按周期送法定计量检定机构进行检定。
3.3 使用人员必须持有该项目的检定资格证。
3.4 该标准装置用于进行量值传递。
4. 操作程序4.1 电流表、电压表、万用表的电流电压档用 DO30-Ⅲ交直流标准源进行校准。
开机前输出项目选择开关置于“0”位置,输出端先不要接上被检仪表(以免因档位选择不当而损坏仪表。
)打开校准仪电源开关,数码管应亮。
当项目开关选择置于不同位置,档位开关选择置于不同档位时,“V.A.mA.uA”指示灯应有相应指示。
正常时,输出指示灯亮,如过载灯亮,按下复位按钮,则输出指示灯变亮。
4.2 预热5分钟(长期不用或湿度较大时,预热时间应长一些),然后连接被检仪表并根据被检仪表的性能和量程,选择相应的开关位置。
4.3 外控调节器上的按键,四只为上升键,四只为下降键,分别按满量程的10%、1%、0.1%、0.005%设置调节量。
然后根据检定规程进行校准。
4.4 校准完毕后,关闭所有电源开关。
4.5 万用表的电阻档用ZX113直流电阻器进行校准。
根据被检表的量程,连接相应的接线柱并调整相应的旋钮,然后进行校准。
4.6 使用完毕后,清洁表面,并旋转旋钮置最小值。
编制:由爱华审核:范荣批准:董兵2。
数字钳形电流表校表步骤我这人平时就爱摆弄些小仪表,这数字钳形电流表校表啊,可是个精细活儿。
我记得有次在一个小维修铺里,那师傅正对着一个数字钳形电流表发愁呢。
师傅是个中年男人,头发有些油腻,脸上带着岁月和油污混合的痕迹,眼睛里透着股子无奈。
他手里拿着表,嘟囔着:“这表读数好像不太准了,得校校。
”这校表的第一步啊,得先检查外观。
看看表壳有没有破损,显示屏是不是清晰,按键灵不灵。
我就凑过去跟师傅说:“师傅,这外观看着还行啊。
”师傅看了我一眼说:“你可别小瞧这外观,有时候一点小裂缝就能影响内部线路。
”他边说边用手指在表壳上仔细地摸索着,像在找宝藏似的。
外观没问题了,就该准备标准源了。
这标准源就像是一把尺子,得用它来量量这表准不准。
师傅从柜子里翻出一个标准源,那东西不大,但是看着很精密。
他小心翼翼地把标准源和电流表连接起来,嘴里念叨着:“这可得接好,不然测出来的数据全是瞎的。
”我在旁边帮忙扶着线,问:“师傅,这标准源贵不贵啊?”师傅叹了口气说:“可不便宜,这玩意儿要是坏了,我这小铺可得心疼死了。
”接好标准源后,就开始校零了。
师傅按下校零键,眼睛紧紧盯着显示屏,大气都不敢出。
我也跟着紧张起来,仿佛那显示屏上会跳出个怪物似的。
过了一会儿,师傅松了口气说:“还好,零位正常。
要是零位不准,这表测出来的数就全跑偏了。
”然后就是校准量程了。
从低量程开始,慢慢往上调。
师傅根据标准源输出的电流值,看着电流表的读数,眉头时而紧皱,时而舒展。
我在旁边看着那些数据,脑袋直发晕,就说:“师傅,这些数看着好复杂啊。
”师傅笑了笑说:“这还复杂?这都是基础的,你要是干这行,就得把这些数摸透了。
”每校准一个量程,师傅都要反复核对几次。
他那认真的样子,就像在雕琢一件艺术品。
我打趣说:“师傅,你这比绣花还仔细呢。
”师傅白了我一眼说:“你懂啥,这电流表要是不准,出去干活不得误事儿啊。
”校准完量程后,还得做个线性度检查。
看看在不同电流值下,电流表的读数是不是呈线性变化。
1.目的和适用范围1.1为确保本公司的电焊机的电流、电压表的测量能力与测量要求一致,另外规定了无电压表的电焊机进行检定检测,特制订本规程。
1.2本规程适用于全公司用于焊接的电焊机的电流、电压表的首次校准、后续校准和使用中校准,主要用于电焊机电流、电压表现场校准。
本规程随着测量和监控装置的更新将不断补充。
2. 对比校准原则2.1 公司内部校准应在适宜的环境条件下进行,包括温度、湿度、场所等。
2.2 应设置经检定的检测标准器具。
2.3 校准操作人员经过专业培训,在校准过程中,应严格按校准规程操作,并客观地记录校准内容和保存原始记录资料。
3. 校准用计量标准装置a)钳形电流表或其他大电流精密测量装置。
b)数字电压表或万用表的电压档。
4. 校准用辅助装置电焊机负载箱或其它电功率负载装置或由电焊工生成稳定电弧。
5. 电焊机用电流、电压表的校准检验规程参照JJG124《电流表、电压表、功率表及电阻表检定规程》执行。
5.1 校准温度:0~35℃,相对湿度≤85%。
5.2 校准地点:使用地点。
5.3 校准人:持电工证的电工,焊接责任人。
5.4校准方法:5.4.1 用经检定合格电流表、电压表作为标准表,与焊机连接进行在线测量。
读出被检表示值。
5.4.2 标准表和被检验表的工作原理要尽量相同。
5.4.3要求:(1)带有仪表显示的焊机:仪表的精度等级为5,输出电压、电流最大误差应不超过5%,如果电焊机仪表标有精度时,应直接引用仪表精度。
(2)无电压表的焊机:测量的电压值应符合WPS范围,不允许超过±5%。
6. 操作步骤及方法:6.1 电流表、电压表外观检验:面板完好、玻璃清晰,不存在任何影响测量性能的缺陷。
6.2 经外观检验后,并接入测量回路。
如图:具有“受控文件”标识的打印文本为正式有效文本。
北京龙威发电技术有限公司- 2 -其中:Uo 为标准电压表,Io 为标准电流表。
Ux 为被检电压表,Ix 为被检电流表6.3 用钳形电流表测量电流值,万用表电压表测量电压值。
指针式电流表校准指针式电流表是一种常见的电子仪器,广泛应用于各种领域。
它可以测量电路中的电流,并将其转化为指针的位置来表示。
然而,随着时间的推移和使用频率的增加,指针式电流表可能会出现误差,需要进行校准,以确保其准确性和稳定性。
本文将介绍指针式电流表校准的方法和流程。
1. 校准前的准备工作在进行指针式电流表校准之前,需要进行一些准备工作。
首先,需要检查电流表的外观和连接端口是否完好。
其次,需要确定指针式电流表的额定电流范围,以便正确校准。
2. 校准方法指针式电流表的校准方法主要有两种:标准电阻法和标准电流源法。
2.1 标准电阻法标准电阻法主要是通过将标准电阻连接在电路中,再与待校准的电流表进行比较,以校准其准确性。
该方法还需要使用电压表或万用表测量标准电阻的阻值,并按照以下公式计算出待校准电流表的测量误差:E = I × [(R标准 - R待校准) / R标准]其中,E为误差值,I为电流值,R标准为标准电阻的阻值,R待校准为待校准电流表的阻值。
2.2 标准电流源法标准电流源法是一种更为精确的校准方法,它通过使用标准电流源来提供标准电流,并与待校准电流表进行比较,以确定其误差。
该方法需要使用电流源、电压表或万用表等工具进行操作。
3. 校准流程指针式电流表的校准流程具体如下:(1)将指针式电流表与标准电阻或标准电流源连接;(2)根据指针式电流表的额定电流范围,选择相应的标准电阻或标准电流源;(3)启动指针式电流表和标准电阻或标准电流源,并保持稳定电流状态,以进行比较和校准;(4)使用电压表或万用表等工具测量标准电阻或标准电流源的值,并按照上述公式计算出校准误差;(5)如果发现误差超出规定范围,则需要进行校准或调整,以确保指针式电流表的准确性和稳定性。
4. 注意事项在进行指针式电流表校准时需要注意以下事项:(1)校准前需要仔细检查电路连接和仪器状态,以确保安全和可靠性;(2)选择正确的标准电阻或标准电流源,并根据额定电流范围进行选择;(3)根据校准方法和流程进行操作,并保持稳定电流状态;(4)根据电流表使用说明书或相关标准进行校准误差评估,并及时进行校准和调整。