金属薄板成形性能与试验方法--扩孔试验
- 格式:pdf
- 大小:118.74 KB
- 文档页数:4
第16卷第5期精密成形工程2024年5月JOURNAL OF NETSHAPE FORMING ENGINEERING55 316L不锈钢薄板焊缝成形及力学性能研究刁亚龙a,师文庆a,b*,程才a,贾东贺c,张冰青a(广东海洋大学 a.电子与信息工程学院 b.材料科学与工程学院c.船舶与海运学院,广东湛江 524088)摘要:目的减少1 mm厚度316L不锈钢薄板在焊接生产过程中出现的缺陷等问题,并提高不锈钢薄板焊缝成形质量和焊接接头力学性能。
方法采用脉冲激光焊接技术实现对厚度1 mm的316L不锈钢薄板的精确焊接,并利用金相显微镜、维氏硬度计、万能拉伸试验机和扫描电镜对焊缝的表面形貌、微观结构、力学性能、断口形貌进行表征分析。
结果当激光功率为403 W、输出电流为150 A、焊接速度为150 mm/min、离焦量为−5.525 mm时,焊缝正反面的形貌规则无缺陷。
焊缝区内的微观结构主要由δ-铁素体和奥氏体2种晶粒构成,相较于母材及热影响区,焊缝区晶粒尺寸更细小均匀,平均硬度为156HV,表现出更高的硬度特性。
焊接接头的抗拉强度和屈服强度均值分别达到643.28 MPa和305.95 MPa,相对于母材的强度分别提高了7%和49%;平均断后伸长率为37.2%,达到原始母材伸长率的55%;断裂呈现韧性断裂的塑性变形和延展性特征。
结论优化调整焊接工艺参数后,1 mm厚度316L不锈钢薄板的焊缝成形质量提高,无缺陷且微观组织分布均匀,焊接接头强度显著提高。
关键词:激光焊接;316L不锈钢薄板;焊缝形貌;微观组织;力学性能DOI:10.3969/j.issn.1674-6457.2024.05.007中图分类号:TG456.7 文献标志码:A 文章编号:1674-6457(2024)05-0055-07Forming and Mechanical Properties of Welds in 316L Stainless Steel SheetDIAO Yalong a, SHI Wenqing a,b*, CHENG Cai a, JIA Donghe c, ZHANG Bingqing a(a. College of Electronic and Information Engineering, b. College of Materials Science and Engineering,c. College of Shipping and Maritime Transport, Guangdong Ocean University, Guangdong Zhanjiang 524088, China)ABSTRACT: The work aims to reduce problems such as defects in the welding production process of 316L stainless steel sheet with a thickness of 1 mm, and to improve the weld forming quality of stainless steel sheet and the mechanical properties of its welded joints. Pulsed laser welding technology was used to accurately weld 316L stainless steel sheet with a thickness of 1 mm, and the surface morphology, microstructure, mechanical properties and fracture morphology of the welded joints were charac-terized by metallurgical microscope, Vickers hardness tester, universal tensile testing machine and scanning electron microscope收稿日期:2024-04-23Received:2024-04-23基金项目:国家自然科学基金(62073089);广东省普通高校重点领域专项项目(2020ZDZX2061);广东省大学生科技创新培育专项资金(pdjh2023a0242)Fund:National Natural Science Foundation of China (62073089); Special Projects in Key Areas of Guangdong Ordinary Col-leges and Universities (2020ZDZX2061); Special Funds for Cultivation of Science and Technology Innovation for College Stu-dents in Guangdong Province (pdjh2023a0242)引文格式:刁亚龙, 师文庆, 程才, 等. 316L不锈钢薄板焊缝成形及力学性能研究[J]. 精密成形工程, 2024, 16(5): 55-61. DIAO Yalong, SHI Wenqing, CHENG Cai, et al. Forming and Mechanical Properties of Welds in 316L Stainless Steel Sheet[J]. Journal of Netshape Forming Engineering, 2024, 16(5): 55-61.*通信作者(Corresponding author)56精密成形工程 2024年5月for analysis. When the laser power was 403 W, the output current was 150 A, the welding speed was 150 mm/min, and the de-focus amount was −5.525 mm, the morphology of the front and back surfaces of the weld was regular without defects. The mi-crostructure in the weld zone was mainly composed of two grain, δ-ferrite and austenite. The grain in the weld zone was finer and more uniform than that in the base metal and the heat-affected zone, and the average hardness was 156HV, showing higher hardness characteristics. The average tensile strength and yield strength of the welded joints reached 643.28 MPa, 305.95 MPa, respectively, increased by 7% and 49% compared with the base material strength. The average elongation after fracture was37.2%, reaching 55% elongation rate of the original base material. The form of fracture was toughness fracture with characteris-tics of plastic deformation and ductility. After the welding process parameters are optimized and adjusted, the weld forming quality of 316L stainless steel sheet with a thickness of 1 mm is high. There is no defect, the microstructure distribution is uni-form, and the strength of welded joints is significantly improved.KEY WORDS: laser welding; 316L stainless steel sheet; weld morphology; microstructure; mechanical properties316L不锈钢薄板是低碳奥氏体不锈钢,具有优异的耐焊性、耐腐蚀性和耐高温性能,是制造业的必备金属材料,广泛应用于新能源、汽车、医疗化工等领域[1-4]。
2019 CREATION BEYOND VISION01宝钢先进高强钢家族1.1 概述1.2 产品种类1.3 高强钢应用性能及试验方法1.3.1 力学性能与硬化曲线1.3.2 成形极限1.3.3 扩孔率1.3.4 动态力学性能1.3.5 疲劳性能1.3.6 延迟开裂性能1.4 宝钢汽车板材料数据服务0101020703淬火延性钢3.1 概述3.2 常用牌号和命名规则3.3 微观组织3.4 力学性能3.5 成形性能3.5.1 成形极限3.5.2 扩孔率3.6 点焊性能3.7 服役性能3.7.1 动态力学性能3.7.2 疲劳特性3.7.3 延迟开裂特性3.8 应用案例3.9 可供规格28282829303135373704马氏体钢4.1 概述4.2 常用牌号和命名规则4.3 牌号对照 4.4 微观组织 4.5 力学性能 4.6 成形性能 4.6.1 成形极限 4.6.2 扩孔率 4.7 点焊性能 4.8 服役性能 4.8.1 动态力学性能 4.8.2 疲劳特性 4.8.3 延迟开裂特性 4.9 应用案例4.10 可供规格3838393940414144454502双相钢2.1 概述2.2 常用牌号和命名规则2.3 牌号对照2.4 微观组织2.5 力学性能2.6 成形性能2.6.1 成形极限2.6.2 扩孔率2.7 点焊性能2.8 服役性能2.8.1 动态力学性能2.8.2 疲劳特性2.8.3 延迟开裂特性2.9 应用案例2.10 可供规格0909********1623252607孪晶诱发塑性钢7.1 概述7.2 常用牌号和命名规则7.3 微观组织7.4 力学性能7.5 成形性能7.5.1 成形极限7.5.2 扩孔率7.6 点焊性能7.7 服役性能7.7.1 动态力学性能7.7.2 延迟开裂特性7.8 应用案例7.9 可供规格61616162626364646406相变诱导塑性钢6.1 概述6.2 常用牌号和命名规则6.3 牌号对照6.4 微观组织6.5 力学性能6.6 成形性能6.6.1 成形极限6.6.2 扩孔率6.7 点焊性能6.8 服役性能6.8.1 动态力学性能6.8.2 疲劳特性6.8.3 延迟开裂特性6.9 应用案例6.10 可供规格535353545455 5658596008热冲压成形钢8.1 概述8.2 常用牌号和命名规则8.3 牌号对照8.4 微观组织8.5 连续冷却转变(CCT)曲线8.6 力学性能8.7 点焊性能8.8 服役性能8.8.1 动态力学性能 8.9 应用案例8.10 可供规格6565656666676769707009高强钢零件产品与工艺设计建议9.1 产品形状的设计9.2 冲压工艺设计9.3 冲压模具设计9.4 模具加工、调试和验收7172737405复相钢5.1 概述5.2 常用牌号和命名规则5.3 牌号对照5.4 微观组织5.5 力学性能5.6 成形性能5.6.1 成形极限5.6.2 扩孔率5.7 点焊性能5.8 应用案例5.9 可供规格464646474849 49525210宝钢试验设备75宝钢超轻型白车身(BCB)的高强钢应用1.2 产品种类先进高强度钢板主要指以相变强化为主要强化方式的一类钢板,包括双相钢(Dual Phase Steel,DP)、相变诱发塑性钢(Transformation Induced Plasticity Steel,TRIP)、孪晶诱发塑性钢(Twinning Induced Plasticity Steel,TWIP)、复相钢(Complex Phase Steel,CP)和马氏体钢(Martensitic Steel,MS)等,如下图所示。
金属薄板成形性能试验1. 简介成形性能是指薄板对各种冲压成形的适应能力,即薄板在指定加工过程中产生塑性变形而不失效的能力。
成形性能研究的重点是成形极限的大小,也就是薄板发生破裂前能够获得的最大变形程度。
1.1 模拟成形性能指标选择或评定金属薄板冲压成形品级时,可对模拟成形性能指标提出要求。
设计或分析冲压成形工艺过程,以及设计冲压成形模具时,经常需要参考模拟成形性能指标的数据。
薄板常用模拟成形性能指标有:1、胀形性能指标:杯突值IE;2、拉深性能指标:极限拉深比LDR或载荷极限拉深比LDR(T);3、扩孔(内孔外翻)性能指标:极限扩孔率(平均极限扩孔率)λ(λ);4、弯曲性能指标:最小相对弯曲半径R min/t;5、“拉深+胀形”复合成形性能指标:锥杯值CCV;6、面内变形均匀性指标:凸耳率Z e;7、贴模(抗皱)性指标:方板对角拉伸试验皱高;8、定形性指标:张拉弯曲回弹值。
1.2 特定成形性能指标选择或评定金属薄板冲压成形品级、协议金属薄板的订货供货、设计或分析冲压成形工艺过程时,可对金属薄板的材料特性指标或工艺性能指标提出要求,或参考它们的数据,它们统称为特定成形性能指标:1、塑性应变比(r值)或平均塑性应变比(r);2、应变硬化指数(n值);3、塑性应变比平面各向异性度(r∆)。
1.3 局部成形极限评定、估测金属薄板的局部成形性能,或分析解决冲压成形破裂问题时,可使用金属薄板的成形极限图或成形极限曲线。
1.4 其他以上所列举的各种成型性能试验方法均为我国冲压生产和冶金制造行业已经使用或比较熟悉的模拟成型性能试验方法,而且也属于国际上的主流成形性能试验范畴。
除这些方法外,国际上还流行其他一些模拟成形性能试验,见图1。
图1 模拟成形性能试验方法注:整体成形极限指金属薄板在冲压过程中发生颈缩、破裂、皱曲等成形缺陷之前,某种特定的整体几何尺寸或某种几何特征的整体尺寸可以达到的极限变形程度。
局部成形极限指金属薄板在冲压过程中发生颈缩、破裂、皱曲等成形缺陷之前,局部点位或局部变形区域可以达到的极限变形程度。
不锈钢超薄板的力学性能及成形极限研究近十几年来,随着不锈钢超薄板在家电行业及国防装备中的广泛使用,其力学性能及成形极限的研究受到了广大科学家的广泛关注。
经过几年的研究,大量的有关不锈钢超薄板的力学性能及成形极限的实验证明被证明是可行的,为发展不锈钢超薄板的技术提供了重要的理论依据。
不锈钢超薄板的力学性能及成形极限的研究主要是通过模拟实验和理论分析研究相关性能的过程。
实验方面,模拟实验中使用的设备有拉伸机,冲击试验机,疲劳试验机,耐热曲线仪,耐蚀试验机等。
而在理论分析方面,研究者利用计算机仿真技术,运用不锈钢复合材料的微观结构和力学模型,建立不锈钢超薄板微观结构与力学性能之间的关系。
此外,成形极限研究还需要考虑塑性变形、应力集中、应变分布等因素。
在不锈钢超薄板力学性能及成形极限研究过程中,研究过程受不锈钢复合材料微观结构、热处理工艺、塑性变形参数、力学性能计算方法、模拟实验参数等多个因素的影响。
如经过不同的热处理工艺,不同的不锈钢超薄板在热处理前后的室温力学性能有明显差别。
此外,不锈钢超薄板微观结构的大小、形状、碳含量等因素均可能影响其力学性能。
在成形极限研究过程中,模拟实验被广泛应用,但是模拟实验受参数的影响,如件尺寸、材料类型、加载速率等因素,可能会导致成形极限的准确性和可靠性存在较大的偏差。
理论分析方法也在成形极限研究中被广泛应用,它通过研究不锈钢超薄板的微观结构和柔性变形的关系,来预测塑性变形的成形极限。
综上所述,不锈钢超薄板的力学性能及成形极限的研究不仅有助于深入研究不锈钢超薄板的材料性能,而且可以为相关技术的发展提供重要的理论依据。
未来,在此基础上,我们将继续深入研究不锈钢超薄板的力学性能及成形极限,开发出更为先进实用的技术方案,为发展不锈钢超薄板技术和行业做出贡献。

锻压、冲压工艺标准精选(最新)G6402《GB/T 6402-2008 钢锻件超声检测方法》G8176《GB 8176-2012 冲压车间安全生产通则》G8541《GB/T 8541-2012 锻压术语》G12361《GB/T12361-2003 钢质模锻件通用技术条件》G12362《GB/T12362-2003 钢质模锻件公差及机械加工余量》G12363《GB/T 12363-2005 锻件功能分类》G13318《GB13318-2003 锻造生产安全与环保通则》G13320《GB/T 13320-2007 钢质模锻件金相组织评级图及评定方法》G13887《GB 13887-2008 冷冲压安全规程》G13914《GB/T 13914-2013 冲压件尺寸公差》G13915《GB/T 13915-2013 冲压件角度公差》G13916《GB/T 13916-2013 冲压件形状和位置未注公差》G14999.6《GB/T 14999.6-2010 锻制高温合金双重晶粒组织和一次碳化物分布测定方法》G15055《GB/T 15055-2007 冲压件未注公差尺寸极限偏差》G15825.1《GB/T 15825.1-2008 金属薄板成形性能与试验方法第1部分:成形性能和指标》G15825.2《GB/T 15825.2-2008 金属薄板成形性能与试验方法第2部分:通用试验规程》G15825.3《GB/T 15825.3-2008 金属薄板成形性能与试验方法第3部分:拉深与拉深载荷试验》G15825.4《GB/T 15825.4-2008 金属薄板成形性能与试验方法第4部分:扩孔试验》G15825.5《GB/T 15825.5-2008 金属薄板成形性能与试验方法第5部分:弯曲试验》G15825.6《GB/T 15825.6-2008 金属薄板成形性能与试验方法第6部分:锥杯试验》G15825.7《GB/T 15825.7-2008 金属薄板成形性能与试验方法第7部分:凸耳试验》G15825.8《GB/T 15825.8-2008 金属薄板成形性能与试验方法第8部分:成形极限图(FLD)测定指南》G15826《GB/T15826.1~9-1995 锤上自由锻自由锻件机械加工余量与公差》G16743《GB/T 16743-2010 冲裁间隙》G17107《GB/T17107-1997 锻件用结构钢牌号和力学性能》G20078《GB/T 20078-2006 铜和铜合金锻件》G20911《GB/T 20911-2007 锻造用半成品尺寸、形状和质量公差》G21469《GB/T 21469-2008 锤上钢质自由锻件机械加工余量与公差一般要求》G21470《GB/T 21470-2008 锤上钢质自由锻件机械加工余量与公差盘、柱、环、筒类》G21471《GB/T 21471-2008 锤上钢质自由锻件机械加工余量与公差轴类》G22131《GB/T 22131-2008 筒形锻件内表面超声波检测方法》G25134《GB/T 25134-2010 锻压制件及其模具三维几何量光学检测规范》G25135《GB/T 25135-2010 锻造工艺质量控制规范》G25136《GB/T 25136-2010 钢质自由锻件检验通用规则》G25137《GB/T 25137-2010 钛及钛合金锻件》G26030《GB/T 26030-2010 镍及镍合金锻件》G26036《GB/T 26036-2010 汽车轮毂用铝合金模锻件》G26637《GB/T 26637-2011 镁合金锻件》G26638《GB/T 26638-2011 液压机上钢质自由锻件复杂程度分类及折合系数》G26639《GB/T 26639-2011 液压机上钢质自由锻件通用技术条件》G29532《GB/T 29532-2013 钢质精密热模锻件通用技术条件》G29533《GB/T 29533-2013 钢质模锻件材料消耗工艺定额编制方法》G29534《GB/T 29534-2013 温锻冷锻联合成形锻件通用技术条件》G29535《GB/T 29535-2013 温锻冷锻联合成形工艺工艺编制原则》G30566《GB/T 30566-2014 GH4169合金棒材、锻件和环形件》G30567《GB/T 30567-2014 钢质精密热模锻件工艺编制原则》G30568《GB/T 30568-2014 锆及锆合金锻件》G30569《GB/T 30569-2014 直齿锥齿轮精密冷锻件结构设计规范》G30570《GB/T 30570-2014 金属冷冲压件结构要素》G30571《GB/T 30571-2014 金属冷冲压件通用技术条件》G30572《GB/T 30572-2014 精密冲裁件工艺编制原则》G30573《GB/T 30573-2014 精密冲裁件通用技术条件》G30895《GB/T 30895-2014 热轧环件》GJ904A《GJB904A-1999 锻造工艺质量控制要求》GJ1057《GJB 1057-1990 铝合金过时效锻件》GJ2351《GJB2351-1995 航空航天用铝合金锻件规范》GJ5154《GJB5154-2002 航空航天用镁合金锻件规范》GJ2744A《GJB2744A-2007 K 航空用钛及钛合金锻件规范》GJ5040《GJB5040-2001 航空用钢锻件规范》GJ5061《GJB 5061-2001 航空航天用超高强度钢锻件规范》GJ5911K《GJB 5911-2006 K 舰艇用15CrNi3MoV钢锻钢规范》HB0-19《HB0-19-2011 开口弯边》HB0-20《HB0-20-2011 皱纹弯边》HB0-22《HB0-22-2008 挤压型材下陷》HB0-35《HB0-35-2011 挤压型材倾斜角度极限值》HB199《HB/Z199-2005 钛合金锻造工艺》H283《HB/Z283-1996钢的锻造工艺》HB5224《HB5224-2011 航空发动机用钛合金盘模锻件规范》H5355《HB5355-1994 锻造工艺质量控制》H5402《HB5402-1997 锻件试制定型规范》HB6077《HB6077-2008 模锻件公差及机械加工余量》HB6587《HB 6587-1992 锤上自由锻件机械加工余量与尺寸公差》H7238《HB7238-1995 钛合金环形锻件》H7726《HB7726-2002 航空发动机用钛合金叶片精锻件规范》HB8401《HB 8401-2013 钣金成形工装设计要求》QJ262《QJ 262-1994 钣金冲压件通用技术条件》QJ502A《QJ 502A-2001 铝合金、铜合金锻件技术条件》QJ2141A《QJ2141A-2011 高温合金锻件规范》WJ2537《WJ2537-1999 兵器用冲压件规范》CB773《CB/T 773-1998 结构钢锻件技术条件》J1266《JB/T 1266-2014 25 MW~200 MW汽轮机轮盘及叶轮锻件技术条件》J1268《JB/T 1268-2014 汽轮发电机Mn18Cr5 系无磁性护环锻件技术条件》J1270《JB/T 1270-2014 水轮机、水轮发电机大轴锻件技术条件》J1271《JB/T 1271-2014 交、直流电机轴锻件技术条件》J1581《JB/T 1581-2014 汽轮机、汽轮发电机转子和主轴锻件超声检测方法》J1582《JB/T 1582-2014 汽轮机叶轮锻件超声检测方法》J3733《JB/T 3733-2006 大型锻造合金钢热轧工作辊》J4120《JB/T 4120-2006 大型锻造合金钢支承辊》J4129《JB/T4129-1999 冲压件毛刺高度》J4201《JB/T4201-1999 直齿锥齿轮精密热锻件技术条件》J4290《JB/T4290-1999 高速工具钢锻件技术条件》J4378《JB/T4378.1~2-1999 金属冷冲压件》J4381《JB/T 4381-2011 冲压剪切下料未注公差尺寸的极限偏差》J4385《JB/T4385.1~2-1999 锤上自由锻件》J5109《JB/T5109-2001 金属板料压弯工艺设计规范》J6052《JB/T 6052-2005 钢质自由锻件加热通用技术条件》J6053《JB/T6053-2004 钢制锻件热锻工艺燃料消耗定额计算方法》J6054《JB/T6054-2001 冷挤压件工艺编制原则》J6056《JB/T 6056-2005 冲压车间环境保护导则》J6395《JB/T 6395-2010 大型齿轮、齿圈锻件技术条件》J6396《JB/T 6396-2006 大型合金结构钢锻件技术条件》J6397《JB/T 6397-2006 大型碳素结构钢锻件技术条件》J6398《JB/T 6398-2006 大型不锈、耐酸、耐热钢锻件》J6402《JB/T 6402-2006 大型低合金钢铸件》J6405《JB/T 6405-2006 大型不锈钢铸件》J6541《JB/T6541-2004 冷挤压件形状和结构要素》J6957《JB/T6957-2007 精密冲裁件工艺编制原则》J6958《JB/T6958-2007 精密冲裁件通用技术条件》J6959《JB/T 6959-2008 金属板料拉深工艺设计规范》J6979《JB/T 6979-1993 大中型钢质锻模模块质量分级》J7023《JB/T 7023-2014 水轮发电机镜板锻件技术条件》J7025《JB/T 7025-2004 25MW以下汽轮机转子体和主轴锻件技术条件》J7026《JB/T 7026-2004 50MW以下汽轮发电机转子锻件技术条件》J7027《JB/T 7027-2002 300MW以上汽轮机转子体锻件技术条件》J7028《JB/T 7028-2004 25MW以下汽轮机转盘及叶轮锻件技术条件》J7029《JB/T 7029-2004 50MW以下汽轮发电机无磁性护环锻件技术条件》J7030《JB/T 7030-2014 汽轮发电机Mn18Cr18N 无磁性护环锻件技术条件》J7032《JB/T7032-2001 大型全纤维曲轴锻件》J7531《JB/T 7531-2005 旋压件设计规范》J7532《JB/T 7532-2005 旋压工艺编制原则》J7535《JB/T7535-1994 锻件工艺质量控制规范》J8421《JB/T8421-1996 钢质自由锻件检验通用规则》J8466《JB/T 8466-2014 锻钢件渗透检测》J8467《JB/T 8467-2014 锻钢件超声检测》J8468《JB/T 8468-2014 锻钢件磁粉检验》J8705《JB/T 8705-2014 50 MW以下汽轮发电机无中心孔转子锻件技术条件》J8706《JB/T 8706-2014 50 MW~200 MW汽轮发电机无中心孔转子锻件技术条件》J8707《JB/T8707-1998 300MW以上汽轮无中心孔转子锻件技术条件》J8708《JB/T 8708-2014 300 MW~600 MW汽轮发电机无中心孔转子锻件技术条件》J8888《JB/T8888-1999 环芯法测量汽轮机,汽轮发电机转子锻件残余应力的试验方法》J8930《JB/T8930-1999 冲压工艺质量控制规范》J9020《JB/T9020-1999 大型锻造曲轴的超声波检验》J9021《JB/T 9021-2010 汽轮机主轴和转子锻件的热稳定性试验方法》J9174《JB/T9174-1999 模锻件材料消耗工艺定额编制方法》J9175.1《JB/T 9175.1-2013 精密冲裁件第1部分:结构工艺性》J9175.2《JB/T 9175.2-2013 精密冲裁件第2部分:质量》J9176《JB/T9176-1999 冲压件材料消耗工艺定额编制方法》J9177《JB/T9177-1999 钢制模锻件结构要素》J9178.1《JB/T9178.1-1999 水压机上自由锻件通用技术条件》J9178.2《JB/T9178.2-1999 水压机上自由锻件复杂程度分类及折合系数》J9179《JB/T9179.1~8-1999 水压机上自由锻件机械加工余量与公差》J9180.1《JB/T 9180.1-2014 钢质冷挤压件第1部分:公差》J9180.2《JB/T 9180.2-2014 钢质冷挤压件第2部分:通用技术条件》J9181《JB/T9181-1999 直齿锥齿轮精密热锻件结构设计规范》J10138《JB/T10138-1999 渗碳轴承钢锻件》J10265《JB/T 10265-2014 水轮发电机用上下圆盘锻件技术条件》J10663《JB/T 10663-2006 25MW及25MW以下汽轮机无中心孔转子和主轴锻件技术条件》J10664《JB/T 10664-2006 25MW~200MW汽轮机无中心孔转子和主轴锻件技术条件》J11017《JB/T 11017-2010 1000MW及以上火电机组发电机转子锻件技术条件》J11018《JB/T 11018-2010 超临界及超超临界机组汽轮机用Cr10型不锈钢铸件技术条件》J11019《JB/T 11019-2010 超临界及超超临界机组汽轮机用高中压转子锻件技术条件》J11020《JB/T 11020-2010 超临界及超超临界机组汽轮机用超纯净钢低压转子锻件技术条件》J11021《JB/T 11021-2010 大型高铬锻钢支承辊技术条件》J11022《JB/T 11022-2010 大型高铬铸钢热轧工作辊技术条件》J11023《JB/T 11023-2010 大型高铬铸铁热轧工作辊技术条件》J11024《JB/T 11024-2010 大型核电机组汽轮机用焊接转子锻件技术条件》J11026《JB/T 11026-2010 大型核电机组四极汽轮发电机转子锻件技术条件》J11028《JB/T 11028-2010 汽轮发电机集电环锻件技术条件》J11030《JB/T 11030-2010 汽轮机高低压复合转子锻件技术条件》J11032《JB/T 11032-2010 燃气轮机压气机轮盘不锈钢锻件技术条件》J11033《JB/T 11033-2010 燃气轮机压气机轮盘合金钢锻件技术条件》J11760《JB/T 11760-2013 直齿锥齿轮精密冷锻件技术条件》J11761《JB/T 11761-2013 齿轮轴毛坯楔横轧技术条件》J12028《JB/T 12028-2014 涡旋压缩机铝合金精锻涡旋盘通用技术条件》J50196《JB/T50196-2000 3~600MW发电机无磁性护环合金钢锻件质量分等》J50197《JB/T50197-2000 3~600MW汽轮机转子和主轴锻件锻件质量分等》J53485《JB/T53485-2000 50MW以下发电机转子锻件质量分等》J53488《JB/T53488-2000 25MW以下汽轮机转盘及叶轮锻件产品质量分等》J53495《JB/T53495-2000 特大型轴承钢锻件产品质量分等》J53496《JB/T53496-2000 50~600MW发电机转子锻件质量分等》YB091《YB/T 091-2005 锻(轧)钢球》YS479《YS/T 479-2005 一般工业用铝及铝合金锻件》YS686《YS/T 686-2009 活塞裙用铝合金模锻件》TB2944《TB/T 2944-1999 铁道用碳素钢锻件》TB3014《TB/T 3014-2001 铁道用合金钢锻件》SJ10726《SJ/T10726-1996 冲压件一般检验原则》SJ10538《SJ/T10538-1994 冲压生产技术经济指标计算方法》A788《ASTM A788 -2004a 钢锻件通用要求的标准技术条件》(中文版)JB/T4129-1999 冲压件毛刺高度JB/T4201-1999 直齿锥齿轮精密热锻件技术条件JB/T4290-1999 高速工具钢锻件技术条件JB/T4378.1-1999 金属冷冲压件结构要素JB/T4378.2-1999 金属冷冲压件通用技术条件JB/T4381-1999 冲压剪切下料未注公差尺寸的极限偏差JB/T 4385.1-1999 锤上自由锻件通用技术条件JB/T 4385.2-1999 锤上自由锻件复杂程度分类及折合系数JB/T8930-1999 冲压工艺质量控制规范JB/T9174-1999 模锻件材料消耗工艺定额编制方法JB/T 9175.1-1999 精密冲裁件结构工艺性JB/T 9175.2-1999 精密冲裁件质量JB/T9176-1999 冲压件材料消耗工艺定额编制方法JB/T9177-1999 钢质模锻件结构要素JB/T9178.1-1999 水压机上自由锻件通用技术条件JB/T9178.2-1999 水压机上自由锻件复杂程度分类及折合系数JB/T 9179.1-1999 水压机上自由锻件机械加工余量与公差一般要求JB/T 9179.2-1999 水压机上自由锻件机械加工余量与公差圆轴、方轴和矩形截面类JB/T 9179.3-1999 水压机上自由锻件机械加工余量与公差台阶轴类JB/T 9179.4-1999 水压机上自由锻件机械加工余量与公差圆盘和冲孔类JB/T 9179.5-1999 水压机上自由锻件机械加工余量与公差短圆柱类JB/T 9179.6-1999 水压机上自由锻件机械加工余量与公差模块类JB/T 9179.7-1999 水压机上自由锻件机械加工余量与公差筒体类JB/T 9179.8-1999 水压机上自由锻件机械加工余量与公差圆环类JB/T 9180.1-1999 钢质冷挤压件公差JB/T 9180.2-1999 钢质冷挤压件通用技术条件JB/T9181-1999 直齿锥齿轮精密热锻件结构设计规范JB/T9194-1999 辊锻模结构形式及尺JB/T9195-1999 辊锻模通用技术条件JB/T10138-1999 渗碳轴承钢锻件。
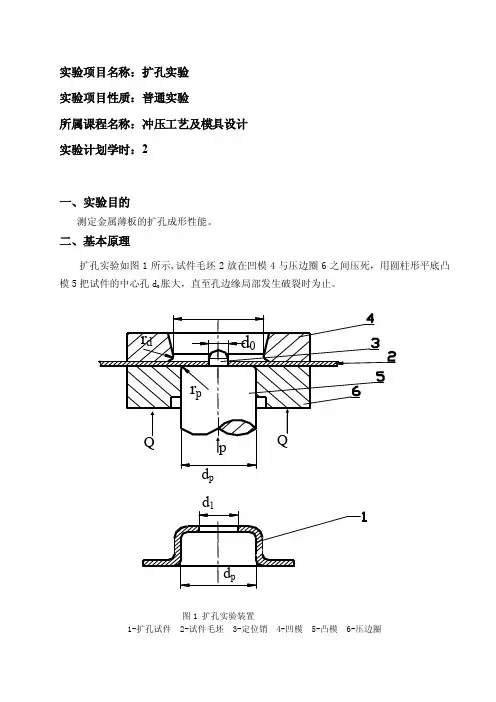
实验项目名称:扩孔实验实验项目性质:普通实验所属课程名称:冲压工艺及模具设计实验计划学时:2一、实验目的测定金属薄板的扩孔成形性能。
二、基本原理扩孔实验如图1所示,试件毛坯2放在凹模4与压边圈6之间压死,用圆柱形平底凸模5把试件的中心孔d0胀大,直至孔边缘局部发生破裂时为止。
图1 扩孔实验装置1-扩孔试件 2-试件毛坯 3-定位销 4-凹模 5-凸模 6-压边圈测量扩孔试件的最大孔径d 1max 和最小孔径d 1min ,用下式计算扩孔率λ。
作为扩孔成形的性能指标:10001⨯-=d d d λ%式中:0d --试件中心孔的初始直径,mm1d --扩孔后边缘破裂时孔径的平均值,mm ;)(min 1max 11d d d +=/2。
λ越大,钣料的扩孔成形性能越好。
扩孔实验也叫KWI 实验。
三、实验设备及工具BHB-80A 型钣料试验机、卡尺。
四、模具与试件按照JB4409•4-88“薄钢板扩孔试验方法”规定,扩孔试验参数按表1选择。
扩孔实验试件毛坯的外形可以是圆形,也可以是方形,本实验采用方形毛坯。
中心孔在钻孔之后还要铰孔,并用100目的砂纸打磨,要求中心孔无毛刺和裂纹。
试件表面不得有伤痕,边缘无毛刺。
五、实验步骤1准备试样、编号、测量中心孔直径(精度±0.02)。
2根据试样厚度从表1选择凹模,把凹模4装在试验机的凹模座上。
3根据试件厚度和中心孔直径d 0从表1选择凸模,把凸模5装在中心活塞上,并把压边圈6放在压边活塞上。
4在试件上涂润滑油,以中心孔定位,定放在压边圈上。
5把凹模座落入模筒中,按下压边按钮,调整压边液压达到2MPa 。
6按压胀形按钮,凸模上升,开始阶段可以快些;当孔边缘临近裂纹时,凸模上升应缓慢;当裂纹出现时,要立即停止凸模上升,并取下试件。
为了防止颈缩的裂纹不再继续扩大,可以立即旋回电液控制器上的旋钮,使小电流表指针回零位。
或手指不离开压边开关的停止按钮,及时按下即可。
MGH956合金板材基本成形性能研究杨踊;曹一超;周勇【摘要】MGH956合金为国内仿MA956合金研制的一种氧化物弥散强化高温合金,对MGH956合金板材进行了埃里克森杯突、拉深、扩孔、弯曲、锥杯和成形极限图等试验.通过试验,对于MGH956合金板材,建议采用具有拉深、胀形或拉胀复合成形特征零件的热成形,减少或避免用于具有较多翻边特征的零件加工.【期刊名称】《航空制造技术》【年(卷),期】2015(000)016【总页数】6页(P85-89,95)【关键词】氧化物弥散强化;成形性能;板材【作者】杨踊;曹一超;周勇【作者单位】中航工业沈阳黎明航空发动机(集团)有限责任公司;中航工业沈阳黎明航空发动机(集团)有限责任公司;中航工业沈阳黎明航空发动机(集团)有限责任公司【正文语种】中文MGH956合金为国内仿MA956合金研制的一种氧化物弥散强化高温合金(Oxide Dispersion Strengthened,简称ODS合金),该材料具有优良的高温强度、耐氧化、耐碳化和耐热腐蚀等综合性能[1]。
国外已应用于航空发动机和燃汽轮机的一些高温部件,长期使用温度1100℃左右,完全抗氧化温度达到1200℃左右,国内正在开展其应用研究工作。
然而,MGH956合金较低的加工硬化指数、较大的屈强比、较差的延伸率及高的缺口敏感性导致其冲压成形工艺性差。
该合金的屈服强度高于多数传统材料的屈服强度,导致成形零件具有较高冲压力和较大成形回弹量。
据国外相关MA956合金板材成形方面资料介绍,这种材料的冲压成形性能与钛合金板材类似,冷成形不适合成形较复杂和精度要求较高的零件,热成形是其理想的成形工艺[2]。
为了全面掌握该材料的成形性,按照GB/T 15825进行拉深、扩孔、弯曲、锥杯和成形极限图试验,按照标准GB/T 4156-2007进行埃里克森杯突试验,将部分试验结果与钛合金做了对比,最后对MGH956合金板材基本冲压成形性能进行了较全面评价。
《汽车钢板高应变率冲击拉伸试验方法》标准报批稿编制说明近年来,汽车工业得到了飞速的发展,新时代对汽车的安全性、舒适性、燃料经济性以及环境友好特性的要求越来越高。
汽车的轻量化工作在中国的汽车企业中也不断受到重视,厂商相继采取各种办法提高产品的竞争力。
其中最重要的办法就是使产品减重。
高强度钢在汽车上的应用既可减重节能又不牺牲安全性,能为汽车轻量化做显著的贡献。
在综合考虑汽车成本,减重节能,舒适性、安全性各方面因素后,世界范围内,汽车业中先进高强度钢的应用发展迅猛,新品不断涌现。
汽车用高强度钢具备高强度和相应韧性的配合。
高强度钢虽然具备了较高的静态抗拉强度和屈服强度,但从汽车安全性方面考虑,更重要的性能是其动态力学性能。
例如,汽车在行驶过程中若发生车祸,相关安全性部件的变形速率在102-103/s范围,因此,体现高强度钢抗冲击和碰撞的动态性能显得愈发重要,否则安全性得不到保证,会对人身安全造成很大的威胁。
目前,汽车制造商在新车型开发中对特定产品选用材料时,在提出静态力学性能的要求的同时,还会提出动态力学性能的要求。
例如宝时捷汽车,宝马汽车,日产汽车,上汽集团、中国一汽和中国二汽等公司都提出材料动态力学性能检测的要求。
由此,高速冲击拉伸试验机设备也应运而生,可以满足动态力学性能测试的相关要求。
在类似高速碰撞过程中,对高强度钢的动态力学性能进行规范地测试和研究,将保证车体材料在特定情况下吸收大量的有效能量,同时减小对人体的伤害。
由于我国汽车轻量化工作刚刚起步,对高强度钢的动态力学性能的检测还没有统一的规范,在高强度钢的推广应用过程中,一方面结构设计人员对材料的动态力学性能没有足够的认识,另一方面也缺乏相应的动态力学性能的检测数据,因此统一的动态力学性能的测试方法可以使高强度钢的动态力学性能具有可比性,测试结果可以指导我们在新车型开发和设计中有针对性地选择并使用高强度钢,从而提高汽车企业的核心竞争力。
据此,制定统一的“汽车钢板高应变率冲击拉伸试验方法”标准具有非常重要的现实意义和实用价值。