铝合金薄板激光拼焊工艺及其杯突成形性能_李云涛
- 格式:pdf
- 大小:804.54 KB
- 文档页数:5
高强度铝合金激光拼焊板冲压成形工艺研究的开题报告1.选题背景随着近年来汽车轻量化的重要性逐渐被认识,汽车材料从传统的钢材向铝合金等高强度材料转变,以降低汽车的自重并提高燃油效率。
因此,高强度铝合金的成形技术就成为了一个热门的研究方向。
而激光拼焊在汽车轻量化的过程中,由于其快速、高效、节能等优点,越来越被工程师所认可和采用。
而激光拼焊技术在铝合金板冲压成形中的应用也获得了越来越多的研究和应用。
2.选题意义本研究旨在探究高强度铝合金激光拼焊板在冲压成形过程中的应用,探究不同激光参数和冲床参数对成形质量的影响,从而为制造商提供有效的成形工艺参数,提高汽车轻量化的水平,降低制造成本,增加汽车市场竞争力。
3.研究目标本研究的目标是采用高强度铝合金板材作为研究对象,应用激光拼焊技术进行连接,通过优化激光参数和冲床参数,实现高强度铝合金板在冲压成形过程中的高质量和高效率。
4.研究内容(1)对高强度铝合金板进行激光拼焊连接,探究激光参数对接头质量的影响;(2)分析激光拼焊板的材料性质和界面微观结构;(3)采用冲压成形工艺,在不同的冲床参数下对拼焊板材进行成形实验,探究参数的影响;(4)对成形的板料进行力学性质测试和金相分析,比较不同参数的成形效果。
5.研究方法本研究采用实验研究法和数据统计法,通过对激光拼焊技术和板材冲压成形技术的学习和研究,确定激光参数和冲床参数,通过实验和成形,对不同参数下的成形质量进行数据统计和分析,比较不同参数的优劣,最终得出最佳的成形工艺参数。
6.预期成果本研究预期能够确定高强度铝合金板激光拼焊冲压成形的最佳参数,实现高质量、节能、高效率的汽车材料成形工艺。
预期成果将有利于推动汽车轻量化发展,提高我国制造业的竞争力。
载运工具铝合金薄壁结构件激光焊接关键技术与装备哎呀,你们说说这个题目,真是让人头疼啊!不过,既然我们是要写一篇关于载运工具铝合金薄壁结构件激光焊接关键技术与装备的文章,那我们就得好好聊聊这个问题了。
咱们得了解一下什么是铝合金薄壁结构件。
简单来说,就是用铝合金这种材料制造出来的,厚度比较薄的结构件。
这种结构件在我们的日常生活中可是随处可见哦,比如说自行车车架、飞机机翼等等。
而激光焊接呢,就是一种非常先进的焊接技术,它可以把两个或多个金属部件通过高能激光束加热到熔化状态,然后让它们自然冷却结合在一起。
这种焊接方式不仅速度快、效率高,而且焊缝质量还非常好。
那么,为什么我们要研究铝合金薄壁结构件激光焊接的关键技术与装备呢?原因很简单,就是因为这种焊接方式对于提高铝合金薄壁结构件的质量和性能有着非常重要的作用。
比如说,通过激光焊接可以提高结构的强度和刚度,降低材料的疲劳寿命,还可以减少焊接变形和裂纹等问题。
所以说,研究这种焊接技术对于推动我国航空航天、汽车制造等产业的发展具有非常重要的意义。
接下来,我们再来聊一聊这篇文章的结构吧。
按照题目的要求,我们可以把它分成以下几个部分:1. 铝合金薄壁结构件的特点和应用领域。
2. 激光焊接技术的基本原理和优点。
3. 铝合金薄壁结构件激光焊接的关键技术和装备。
4. 铝合金薄壁结构件激光焊接的应用前景和发展趋势。
好了,现在我们开始进入正题吧!我们来看看铝合金薄壁结构件的特点和应用领域。
铝合金薄壁结构件具有轻量化、高强度、耐腐蚀等优点,因此在航空航天、汽车制造、电子产品等领域都有着广泛的应用。
比如说,在航空航天领域,铝合金薄壁结构件可以用于制造飞机机身、翼子板等部件;在汽车制造领域,铝合金薄壁结构件可以用于制造车身骨架、底盘等部件;在电子产品领域,铝合金薄壁结构件可以用于制造手机外壳、电脑外壳等部件。
接下来,我们再来聊聊激光焊接技术的基本原理和优点。
激光焊接是利用高能激光束将金属材料加热到熔化状态,然后让它们自然冷却结合在一起的一种焊接方式。
铝合金薄板激光填丝焊接技术激光填丝焊接铝合金不但可以保持激光焊固有的优点,如能量集中、变形小等,还可以降低对接焊时的间隙裕度,减少焊接缺陷,提高接头性能等,从而扩大铝合金薄板激光焊接在航空航天工业中的应用。
铝合金是航空航天工业中的主要结构材料,它不仅具有高比强度、高比模量、良好的断裂韧性、疲劳强度和较低的裂纹扩展速率,同时还具有优良的成形工艺性和良好的耐蚀性。
在民用飞机中,铝合金占结构材料重量百分比高达70% ~ 80%。
在新一代军用飞机中,由于复合材料和钛合金用量的增加,铝合金的用量有所减少,但高纯、高强、高韧的高性能铝合金用量却增加了。
苏-27飞机上铝合金约占全机结构重量的60%。
激光焊接具有能量集中、焊接变形小、焊缝质量优良、生产效率高等优点,此外激光的柔性更增加了焊接工艺的灵活性。
在飞机制造中,激光焊接可以实现飞机结构以焊代铆以及替代常规焊接方法提高焊缝质量。
因此对铝合金的激光焊接技术研究成为各国特别是航空航天制造工业界的焦点。
1激光焊接如果不填丝,将存在如下局限性:1.焊接接头的化学成份完全取决于母材,性能不能按要求进行调整;激光焊接铝合金时,低沸点元素容易蒸发造成接头性能下降。
2.激光焊接对接头间隙要求严格,自熔焊所允许的间隙量最大不超过板厚的10%。
在实际生产中,尤其对于航空航天工业,不可避免地会遇到对薄板的对接激光焊,当薄板厚度为1.2mm或者更薄时,对接焊的间隙要求很难满足。
如果对薄板采用曲面对接焊,这一间隙要求更难达到。
虽然通过机械加工可以使被焊工件的装配间隙符合要求,但这势必增加成本,更不利于激光焊接在工业生产中推广应用。
3.激光焊接铝合金时过程不稳定,焊缝成形不理想,且由于熔池中高反射率和低表面张力,将会导致焊缝缺陷,如焊塌、气孔和软化等。
同时,铝合金对气孔有最大的敏感性,而氢是铝及铝合金熔焊时产生气孔的主要原因。
氢之所以能使焊缝形成气孔,与其在铝及铝合金中溶解度的变化特性有关。
2024薄板铝合金激光拼焊工艺参数优化及电化学腐蚀性能研究的开题报告【摘要】该研究旨在优化2024薄板铝合金激光拼焊工艺参数并研究其电化学腐蚀性能,为工业生产提供技术支持。
首先,采用正交试验设计法确定最佳拼焊工艺参数,包括激光功率、扫描速度和焊接间距等。
接着,利用SEM和XRD等手段分析焊接界面的显微结构和组成成分等。
最后,使用电化学测试技术评估拼焊接头的耐腐蚀性能,包括腐蚀速率和腐蚀失重。
【关键词】2024铝合金;激光拼焊;工艺参数优化;电化学腐蚀性能【研究背景】2024铝合金是一种常用的高强度铝合金,具有良好的机械性能和广泛的应用前景。
由于其板材薄、结构复杂,传统的焊接方法往往会产生较大的变形、裂纹和气孔等缺陷,严重影响其性能和使用寿命。
激光拼焊技术因具有高速、高效、精度高等优点而逐渐成为一种重要的焊接手段。
然而,激光拼焊过程中存在参数复杂、焊接质量难以控制、焊缝强度和耐腐蚀性等问题,需要进一步研究和优化。
【研究内容】本研究将重点探索2024薄板铝合金激光拼焊工艺参数的优化及其电化学腐蚀性能。
具体研究内容包括:1.利用正交试验设计法确定最佳拼焊工艺参数,包括激光功率、扫描速度和焊接间距等。
分析各参数对焊缝形貌、组织结构和力学性能等的影响。
2.采用SEM和XRD等手段分析焊接界面的显微结构和组成成分等。
观察焊缝区域的金属断面、微观组织和相变等,探索影响焊接质量和性能的因素。
3.使用电化学测试技术评估拼焊接头的耐腐蚀性能,包括腐蚀速率和腐蚀失重。
探究焊缝与母材的差异、相互作用和保护膜的形成等。
【研究意义】本研究将为提高2024铝合金的焊接质量和工艺稳定性,推动激光拼焊技术的应用和发展提供基础性实验数据和科学依据。
同时,也有助于优化焊接工艺参数,提高拼焊接头的力学性能和耐腐蚀性,提高其在航空航天、汽车、舰船、电子等领域的应用价值。
不等厚激光拼焊板杯突试验及模拟
石锋
【期刊名称】《重型机械》
【年(卷),期】2009(000)005
【摘要】针对厚1.8 mm的SAPH440和厚2.2 mm的DP600不等厚异质板材采用激光焊接技术实现拼焊,进一步研究SAPH440和DP600的不等厚激光拼焊板的焊接接头性能和成形性能.针对拼焊板的胀形性进行杯突试验,研究表明,当薄板SAPH440所占的比例较厚板DP600大时,拼焊板的杯突值低于任何一侧母材的杯突值,即拼焊板的胀形性低于母材.并利用Dynaform软件对拼焊板的成形过程进行仿真分析:结果表明两侧板材变形不均匀,焊缝向厚板侧移动.
【总页数】5页(P31-35)
【作者】石锋
【作者单位】天津理工大学材料科学与工程学院,天津,300384
【正文语种】中文
【中图分类】TG425
【相关文献】
1.不等厚高强钢激光拼焊板焊缝组织及胀形性能分析 [J], 刘广达;李云涛;张建;毕大森
2.不等厚激光拼焊板焊缝处力学性能的试验研究 [J], 王春燕;韩英淳;李丽波
3.不等厚激光拼焊板咬边缺陷研究 [J], 陈东;景宽;宋华;王宇
4.不等厚激光拼焊板拉延成形分析和调试 [J], 曾凡涛
5.不等厚激光拼焊板拉延成形分析和调试 [J], 曾凡涛
因版权原因,仅展示原文概要,查看原文内容请购买。
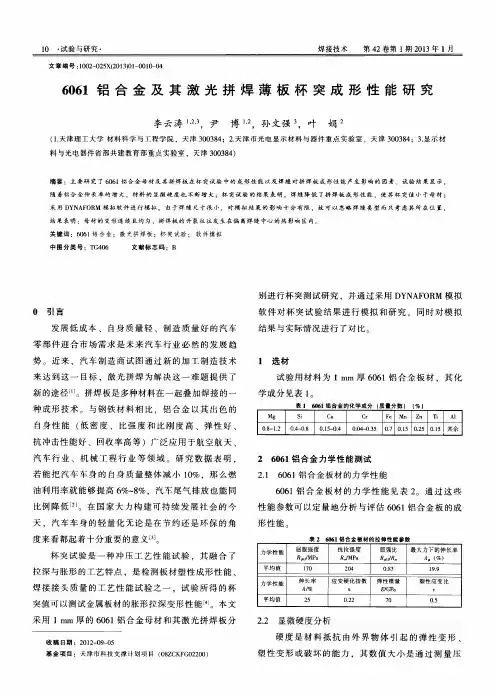
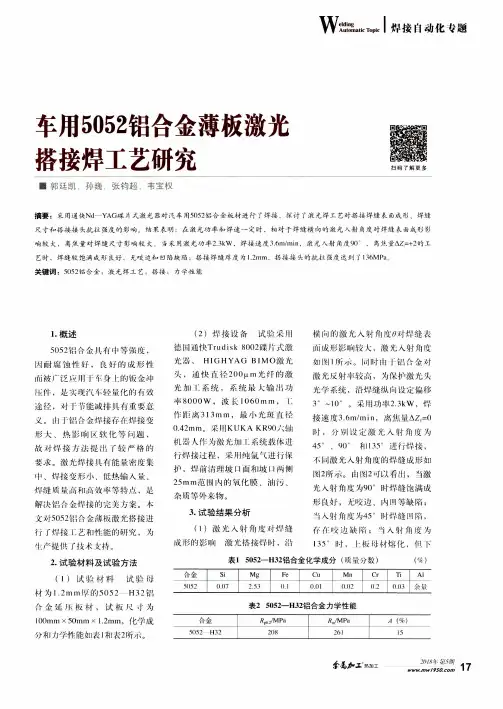
10.试验与研究.焊接技术第42卷第1期2013年1月文章编号:1002-025X(2013)01-0010—046061铝合金及其激光拼焊薄板杯突成形性能研究李云涛1,2,3尹博1,2,孙文强3叶娟2(1.天津理工大学材料科学与工程学院,天津300384;2.天津市光电显示材料与器件重点实验室,天津300384;3.显示材料与光电器件省部共建教育部重点实验室,天津300384)摘要:主要研究了6061铝合金母材及其拼焊板在杯突试验中的成形性能以及焊缝对拼焊板成形性能产生影响的因素。
试验结果显示随着铝合金伸长率的增大.材料的显微硬度也不断增大;杯突试验的结果表明,焊缝降低了拼焊板成形性能,使其杯突值小于母材采用D Y N A FO R M模拟软件进行模拟.由于焊缝尺寸很小,对模拟结果的影响十分有限,故可以忽略焊缝类型而只考虑其所在位置结果表明:母材的变形连续且均匀,拼焊板的开裂往往发生在偏离焊缝中心的热影响区内。
关键词:6061铝合金;激光拼焊板;杯突试验;软件模拟中图分类号:T G406文献标志码:B0引言发展低成本、自身质量轻、制造质量好的汽车零部件迎合市场需求是未来汽车行业必然的发展趋势。
近来,汽车制造商试图通过新的加工制造技术来达到这一目标,激光拼焊为解决这一难题提供了新的途径…。
拼焊板是多种材料在一起叠加焊接的一种成形技术。
与钢铁材料相比,铝合金以其出色的自身性能(低密度、比强度和比刚度高、弹性好、抗冲击性能好、回收率高等)广泛应用于航空航天、汽车行业、机械工程行业等领域。
研究数据表明,若能把汽车车身的自身质量整体减小10%,那么燃油利用率就能够提高6%~8%,汽车尾气排放也能同比例降低[2]。
在国家大力构建可持续发展社会的今天。
汽车车身的轻量化无论是在节约还是环保的角度来看都起着十分重要的意义13]。
杯突试验是一种冲压工艺性能试验,其融合了拉深与胀形的工艺特点,是检测板材塑性成形性能、焊接接头质量的工艺性能试验之一,试验所得的杯突值可以测试金属板材的胀形拉深变形性能[4]。
Ti6Al4V薄板脉冲激光拼焊的焊缝成形及力学性能
孔斌;杜心伟;海沁雨;陈纪城;刘仁培;魏艳红
【期刊名称】《机械制造文摘:焊接分册》
【年(卷),期】2022()5
【摘要】为了改善钛合金薄板激光焊接过程中因工装误差或存在毛刺造成的焊穿、焊漏等缺陷,采用光纤激光器对1.2 mm厚的Ti6Al4V薄板进行脉冲激光焊接试验。
分析脉冲频率、对接间隙及激光峰值功率3个工艺条件对焊缝成形的影响,针对外
观成形较好的焊缝进行显微组织与力学性能测试,确定了适合Ti6Al4V薄板拼焊的
最佳焊接工艺参数。
结果表明,采用脉冲频率40 Hz,占空比60%,激光峰值功率2.0 kW,光斑直径0.7 mm,焊接速度1.8 m/min的脉冲激光焊接工艺可以获得质量优
异的焊缝;焊缝由粗大的柱状β晶粒和针状α′相组成,热影响区形成了短针状α′相;
随着峰值功率的增大,焊缝的显微硬度明显增大,抗拉强度逐渐减小。
最优焊接工艺
参数下的焊缝强度可以达到母材的98%,拉伸断口表面平整、规则,断面与拉伸轴线方向呈45°,断口含有大量韧窝。
【总页数】7页(P1-7)
【作者】孔斌;杜心伟;海沁雨;陈纪城;刘仁培;魏艳红
【作者单位】南京航空航天大学
【正文语种】中文
【中图分类】TG456.7
【相关文献】
1.镀锌薄板TIG拼焊的焊缝组织及成形性能
2.不等厚激光拼焊板焊缝处力学性能的试验研究
3.不锈钢超薄板脉冲微束等离子弧焊熔池尺寸和焊缝成形质量
4.Ti6Al4V薄板脉冲激光拼焊焊缝成形及力学性能
因版权原因,仅展示原文概要,查看原文内容请购买。