EN1057 铜管 铜及铜合金 中文
- 格式:doc
- 大小:439.50 KB
- 文档页数:14
![JISH铜及铜合金棒材标准[参考]](https://uimg.taocdn.com/7ac611a9f021dd36a32d7375a417866fb84ac0a8.webp)
铜及铜合金棒1.适用范围本规格是适用于拉制加工之后断面为圆形、正六角形、正方形、带圆角正六角形铜及铜合金的棒(以下称为棒)。
备注 1. 所谓棒就是,全长断面均匀,笔直的拉制制品。
2. 所谓带圆角正六角形就是正六角形的角的外切边切为圆弧形。
2.引用规格下面介绍的标准,都被本标准所引用,构成本标准的一部分内容。
这些标准都是最新版本(包括补充内容)。
JIS B 8265 压力容器的构造一般事项JIS B 8266 压力容器的构造特定标准JIS B 8607 制冷剂用喇叭口型和钎焊焊管接头JIS H 0321 非铁金属材料的检查手册JIS H 0505 非铁金属材料的电阻率记导电率的测定方法JIS H 1051 铜及铜合金的铜含量的测定方法JIS H1052 铜及铜合金的锡含量的测定方法JIS H1053 铜及铜合金的铅含量的测定方法JIS H1054 铜及铜合金的铁含量的测定方法JIS H1055 铜及铜合金的锰含量的测定方法JIS H1056 铜及铜合金的镍含量的测定方法JIS H1057 铜及铜合金的铝含量的测定方法JIS H1058 铜及铜合金的磷含量的测定方法JIS H1062 铜及铜合金的锌含量的测定方法JIS H1292 铜及铜合金的荧光X线分析方法JIS K8085 氨溶液JIS Z2201 金属材料抗拉试验用试料JIS Z2241 金属材料抗拉试验方法JIS Z2243 布氏硬度试验试验方法JIS Z2244 维氏硬度试验试验方法3.种类及标号棒的种类及标号,见表1备注材质的表示记号在表1中标号的后面。
前言本标准,根据工业标准化法第14条附属第12条第1项规定为基准,由日本制铜协会(JCBA)财团法人日本规格协会(JSA)提出申请将工业标准原案更改为日本工业规格,经过日本工业标准调查会的审议,由经济大臣批准更改的规格标准。
由此将JIS H3250:2000变更,由本标准置换。
在使用过程中希望注意的是本标准有部分内容有技术性质发明专利权、公开发表特权申请、新案实用特权或者是与申请公开的实用新案登记有出入。
铜及铜合金棒1.适用范围本规格是适用于拉制加工之后断面为圆形、正六角形、正方形、带圆角正六角形铜及铜合金的棒(以下称为棒)。
备注 1. 所谓棒就是,全长断面均匀,笔直的拉制制品。
2.所谓带圆角正六角形就是正六角形的角的外切边切为圆弧形。
2.引用规格下面介绍的标准,都被本标准所引用,构成本标准的一部分内容。
这些标准都是最新版本(包括补充内容)。
JISB8265 压力容器的构造一般事项JISB8266 压力容器的构造特定标准JISB8607 制冷剂用喇叭口型和钎焊焊管接头JISH0321 非铁金属材料的检查手册JISH0505 非铁金属材料的电阻率记导电率的测定方法JISH1051 铜及铜合金的铜含量的测定方法JISH1052 铜及铜合金的锡含量的测定方法JISH1053 铜及铜合金的铅含量的测定方法JISH1054 铜及铜合金的铁含量的测定方法JISH1055 铜及铜合金的锰含量的测定方法JISH1056 铜及铜合金的镍含量的测定方法JISH1057 铜及铜合金的铝含量的测定方法JISH1058 铜及铜合金的磷含量的测定方法JISH1062 铜及铜合金的锌含量的测定方法JISH1292铜及铜合金的荧光X线分析方法JISK8085 氨溶液JISZ2201 金属材料抗拉试验用试料JISZ2241 金属材料抗拉试验方法JISZ2243 布氏硬度试验试验方法JISZ2244 维氏硬度试验试验方法3.种类及标号棒的种类及标号,见表 1 备注材质的表示记号在表 1 中标号的后面。
前言本标准,根据工业标准化法第 14 条附属第 12条第 1 项规定为基准,由日本制铜协会(JCBA财团法人日本规格协会(JSA提出申请将工业标准原案更改为日本工业规格,经过日本工业标准调查会的审议,由经济大臣批准更改的规格标准。
由此将 JISH3250:2000 变更,由本标准置换。
在使用过程中希望注意的是本标准有部分内容有技术性质发明专利权、公开发表特权申请、新案实用特权或者是与申请公开的实用新案登记有出入。
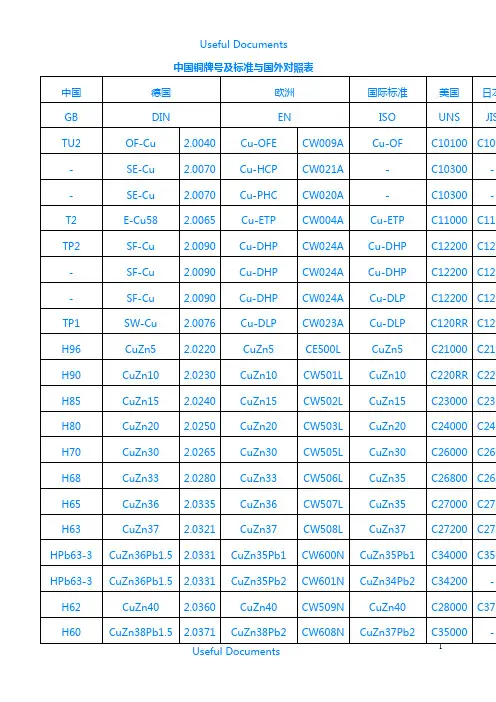
中国铜牌号及标准与国外对照表铜合金牌号对照表一、铅黄铜牌号对照表二、普通黄铜牌号对照表三、紫铜牌号对照表常用铜合金牌号化学成分--中国牌号一、铅黄铜系列二、普通黄铜系列三、紫铜系列常用铜合金牌号化学成分--日本牌号一、铅黄铜系列二、普通黄铜系列三、紫铜系列常用铜合金牌号化学成分--德国牌号一、铅黄铜系列二、普通黄铜系列三、紫铜系列常用铜合金牌号化学成分--德国牌号一、铅黄铜系列二、普通黄铜系列三、紫铜系列常用铜合金牌号化学成分--美国牌号、铅黄铜系列、普通黄铜系列、紫铜系列常用铜合金牌号化学成分--英国牌号一、铅黄铜系列二、普通黄铜系列三、紫铜系列英国标准化学成分对照表标准号:BSG017-1981欧标材质标准(EN12164)化学成份注:CuZn36Pb2As(CW602N)As砷含量:0.02-0.05;Mn含量<0.1。
铜合金管棒型材常见缺陷分析1、过热、过烧:定义:金属在加热或加工过程,由于温度高、时间长岛之组织及晶粒出大现象称为过热,严重过热时晶间决不低熔点组元熔化或晶界弱化现象称为过烧。
产生原因:a、加热温度高、时间长或局部长时间处于高温源处;b、热挤压终了温度过高或者在高温区停留时间长;c、合金中存在低熔点组元或低熔点杂质较多。
2、裂纹或开裂:定义:管棒型材表面出现连续或间断不规则裂纹,轻微的称为裂纹,严重的称为开裂。
产生原因:a、铸造锭中存在裂纹、夹杂、缩孔、疏松、冷隔或其他有害杂质或结晶组织、化学成分严重不均匀;b、铸锭中存在较大应力或加工工艺不当产生较大应力;c、挤压速度过快,加工率过大;d、热处理工艺不当,加工或热处理处于材料的脆性温度区。
3、缩尾:定义:缩尾是挤制品尾部的一种特殊缺陷。
在挤压末期,由于金属紊流,铸锭表面的氧化皮,润滑剂等污物往往流入其中,而导致金属之间的分层。
产生原因:a、挤压尾部金属流动紊乱;b、铸锭表面、次表面有缺陷,挤压筒有润滑剂等污染物。
4、鼓泡定义:经挤制、拉制、退货后的产品表面沿着加工方向拉长的条状鼓起,解剖开后为一空腔,这种鼓起称为鼓泡。
机械和一般工程用无缝钢管.交货技术条件.第2部分.非合金和合金钢管1 范围本标准部分指定了非合金和合金机械和一般工程用无缝钢管的交货技术条件。
2.引用标准本标准包括了注明和未注明日期的引用标准。
这些标准在本标准的合适位置引用且列出于本节末尾处。
对于注明日期的标准,其随后所有的修改单或修订版仅在加入本标准后生效。
凡是不注明日期的引用标准,其相关的最新版本(包括修订单)适用于本标准。
下列标准及文件中的条文通过本标准的引用而成为本标准的条文:EN 10002-1,金属材料-拉伸试验第1部分:常温试验方法EN 10020,钢级的定义和分类EN 10021,钢铁制品一般交货技术条件EN 10027-1,钢的命名体系-第1部分:钢名,主要符号EN 10027-2,钢的命名体系-第2部分:数字编号系统EN 10045-1,金属材料-夏比冲击试验第1部分:试验方法EN 10052,钢铁产品热处理术语prEN 101681)1,钢产品-检验文件-内容和说明的目录表EN 10204,金属制品-检验文件类型EN 10220,无缝及焊接钢管-尺寸和单位长度的质量EN 10246-1,钢管的无损检测第1部分:验证液压密封性用无缝和焊接铁磁钢管(埋弧焊除外)的自动电磁检验EN 10246-3,钢管的无损检测第3部分:缺陷探测用无缝和焊接钢管(埋弧焊除外)的自动涡流检验EN 10246-5,钢管的无损检测第5部分:纵向缺陷探测用无缝或焊接铁磁钢管的(埋弧焊除外)自动全周磁传感器检验/漏磁检验EN 10246-7,钢管的无损检测第7部分:纵向缺陷探测用的无缝和焊接铁磁钢管(埋弧焊除外)的自动全周超声检验EN 10256,钢管的无损检测1级和2级无损检测人员的资质和能力CR 10260:1998 钢的命名体系—附加符号prEN 102661),钢管、配件和结构空心型材-产品标准中使用的符号和术语定义EN ISO 642 顶端淬火淬透性试验(Jominy 试验)EN ISO 2566-1 钢的延伸值换算-第1部分:碳素钢和低合金钢EN ISO 6506-1 金属材料-布氏硬度试验-第1部分:试验方法EN ISO 6508-1:1999 金属材料-洛氏硬度-第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)3 术语和定义以下及EN10020、EN10021、EN10052、prEN 10266给出的术语和定义适用于EN 10216标准本部分:3.1 细晶粒钢采用EURONORM 103测试的奥氏体/铁素体晶粒尺寸《6的钢。
《镍及镍铜合金管》国家标准编制说明(讨论稿)根据全国有色金属标准技术委员会,有色标委[2011]28号《关于转发2011年第一批有色金属国家标准计划的通知》要求,我公司及宝鸡有色金属加工厂承担了国家标准《镍及镍合金管》的修订任务,计划编号为:20110662-T—610。
自2010年有色金属标准年会上对于修订GB/T2882-2005《镍及镍铜合金管》论证后,我们即着手收集、查阅有关镍及镍合金管的生产技术资料,并走访了一部分生产企业和用户,准确掌握国内行业发展概况。
通过调研,我们了解到,镍合金在能源开发、化工、电子、电力、航海、航空和航天等部门中都有广泛用途。
随着镍合金应用领域的不断发展,镍及镍合金管新的应用不断被开发,新的合金牌号(N5、N7、N8,NCu30,N06600)被应用于生产特殊用途的镍管,因此,本次修订增加了近几年来在电力(冷凝管)食品、高温等领域获得应用的合金无缝管的牌号和技术条件,使标准内容更完整。
并对原有合金牌号的规格范围、使用状态等进行扩充,修正。
同时我们查阅到多个国外先进镍管标准:ASTM B 161-05《镍无缝管》、ASTM B163-04《冷凝和热交换器用镍及镍合金无缝管》、ASTM B165-2003《镍铜合金(UNS04400)无缝管规范》、ASTM B829-04a《镍及镍合金管一般要求》等。
目前国外的镍及镍合金管材标准主要为美国标准居多,与我国镍及镍合金管材标准相比内容更详实,在不同领域的应用均有具体的产品标准。
而我国现只有一个镍及镍合金管材标准,缺少很多内容,国内镍管生产厂家生产均是使用美国标准,因此本次修订主要参照美国的镍管系列标准。
本标准与原标准相比,主要修订内容如下:1. 对管材规格进行了调整,随着我国装备和技术整体水平的不断提升,我国能够生产的镍及镍合金管已经增大,本标准修订将最大外径由原来的90㎜增加到了110㎜,壁厚由原来的5.0㎜增加到了8.0㎜。
en12735-1 标准?
答:EN 12735-1是一个关于铜和铜合金无缝圆管的标准,主要用于空调和制冷系统。
该标准由欧洲标准化组织(European Committee for Standardization,简称CEN)发布,是欧洲空调和制冷行业中广泛使用的规范之一。
EN 12735-1标准规定了铜和铜合金无缝圆管的尺寸、材料、制造工艺、检验和测试等方面的要求。
这些管子主要用于制冷和空调系统中的管道系统,如连接冷凝器、蒸发器和压缩机等部件。
该标准的主要特点包括:
1.规定了管子的尺寸范围和公差,确保管子的互换性和安装精度。
2.明确了材料的化学成分和机械性能要求,保证管子的质量和可靠性。
3.规定了制造工艺和热处理要求,确保管子的内部质量和无缺陷。
4.提供了管子的检验和测试方法,包括外观检查、尺寸测量、压力测试和非破坏性检测等,以确保管子符合标准要求。
通过使用EN 12735-1标准的铜和铜合金无缝圆管,可以确保空调和制冷系统的管道系统具有良好的密封性、耐腐蚀性和传热性能,从而提高系统的效率和可靠性。
同时,该标准也有助于促进欧洲空调和制冷行业的标准化和规范化发展。
中国铜牌号及标准与国外对照表铜合金牌号对照表一、铅黄铜牌号对照表二、普通黄铜牌号对照表三、紫铜牌号对照表常用铜合金牌号化学成分--中国牌号一、铅黄铜系列二、普通黄铜系列三、紫铜系列常用铜合金牌号化学成分--日本牌号一、铅黄铜系列二、普通黄铜系列三、紫铜系列常用铜合金牌号化学成分--德国牌号一、铅黄铜系列二、普通黄铜系列三、紫铜系列常用铜合金牌号化学成分--德国牌号一、铅黄铜系列二、普通黄铜系列三、紫铜系列常用铜合金牌号化学成分--美国牌号、铅黄铜系列、普通黄铜系列、紫铜系列常用铜合金牌号化学成分--英国牌号一、铅黄铜系列二、普通黄铜系列三、紫铜系列英国标准化学成分对照表标准号:BSG017-1981欧标材质标准(EN12164)化学成份注:CuZn36Pb2As(CW602N)As砷含量:0.02-0.05;Mn含量<0.1。
铜合金管棒型材常见缺陷分析1、过热、过烧:定义:金属在加热或加工过程,由于温度高、时间长岛之组织及晶粒出大现象称为过热,严重过热时晶间决不低熔点组元熔化或晶界弱化现象称为过烧。
产生原因:a、加热温度高、时间长或局部长时间处于高温源处;b、热挤压终了温度过高或者在高温区停留时间长;c、合金中存在低熔点组元或低熔点杂质较多。
2、裂纹或开裂:定义:管棒型材表面出现连续或间断不规则裂纹,轻微的称为裂纹,严重的称为开裂。
产生原因:a、铸造锭中存在裂纹、夹杂、缩孔、疏松、冷隔或其他有害杂质或结晶组织、化学成分严重不均匀;b、铸锭中存在较大应力或加工工艺不当产生较大应力;c、挤压速度过快,加工率过大;d、热处理工艺不当,加工或热处理处于材料的脆性温度区。
3、缩尾:定义:缩尾是挤制品尾部的一种特殊缺陷。
在挤压末期,由于金属紊流,铸锭表面的氧化皮,润滑剂等污物往往流入其中,而导致金属之间的分层。
产生原因:a、挤压尾部金属流动紊乱;b、铸锭表面、次表面有缺陷,挤压筒有润滑剂等污染物。
4、鼓泡定义:经挤制、拉制、退货后的产品表面沿着加工方向拉长的条状鼓起,解剖开后为一空腔,这种鼓起称为鼓泡。
铜及铜合金线材1 范围本标准规定了铜及铜合金线材的要求、试验方法、检验规则、标志、包装、运输、贮存、质量证明书及订货单(或合同)。
本标准适用于一般用途用的圆形、正方形、正六角形的铜及铜合金线材(以下简称线材)。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 228.1-2010 金属材料拉伸试验第1部分:室温试验方法GB/T 230.1 金属材料洛氏硬度试验第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T 标尺)GB/T 231.1 金属材料布氏硬度试验第1部分:试验方法GB/T 238 金属材料线材反复弯曲试验方法GB/T 239.1 金属材料线材第1部分:单向扭转试验方法GB/T 239.2 金属材料线材第2部分:双向扭转试验方法GB/T 2828.1 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T 2976 金属材料线材缠绕试验方法GB/T 4340.1 金属材料维氏硬度试验第1部分:试验方法GB/T 5121(所有部分)铜及铜合金化学分析方法GB/T 5231 加工铜及铜合金牌号和化学成分GB/T 8888 重有色金属加工产品的包装、标志、运输、贮存和质量证明书GB/T 10567.2 铜及铜合金加工材残余应力检验方法氨熏试验法GB/T 10573 有色金属细丝拉伸试验方法GB/T 23606 铜氢脆检验方法GB/T 26303.2 铜及铜合金加工材外形尺寸检测方法第2部分:棒、线、型材YS/T 336 铜、镍及其合金管材和棒材断口检验方法YS/T 347 铜及铜合金平均晶粒度测定方法YS/T 482 铜及铜合金分析方法光电发射光谱法YS/T 483 铜及铜合金分析方法X射线荧光光谱法(波长色散型)YS/T 668 铜及铜合金理化检测取样方法YS/T 815 铜及铜合金力学性能和工艺性能试样的制备方法3 要求3.1 产品分类3.1.1牌号、状态、规格产品的牌号、状态和规格应符合表1的规定。
ASTM标准中文版B系列ASTM B100-1992 桥梁和其他结构用途加工铜合金支承及伸缩厚板和薄板50ASTM B101-1983(1988) 镀铅铜薄板50ASTM B103/B103M-1991 磷青铜中厚板、薄板、带及轧制条材50ASTM B105-1988 电导体用拉制硬态铜合金线50ASTM B107/B107M-1992 镁合金挤压异形棒、圆棒、型材、管材和线材70ASTM B108-1992a 永久型铝合金铸件60ASTM B111M-1992 铜及铜合金无缝冷凝管和管口密套件(米制) 60ASTM B1149-1987b 红外热成象无损检测术语定义50ASTM B115-1991 电解阴极铜50ASTM B116-1964(1990) 工业运输用9字形带深槽铜电车架空线和8字形铜电车架空线60 ASTM B1-1990 拉制硬态铜线50ASTM B121/B121M-1991 加铅黄铜板、薄板、带及轧制棒50ASTM B122-1990 铜镍锡合金、铜镍锌合金(镍银)和铜镍合金厚板、薄板、带材和轧制条材50ASTM B124M-1990 铜及铜合金锻制棒、条和型材(米制) 50ASTM B127-1993 镍-铜合金(UNS N04400)中厚板、薄板和带材60ASTM B129-1988 黄铜弹壳深冲件50ASTM B130-1986 深冲子弹壳用工业青铜带材50ASTM B131-1988 铜合金弹壳深冲件50ASTM B133M-1992 铜棒材、条材和型材50ASTM B134-1988 黄铜线50ASTM B135M-1991 无缝黄铜管(米制) 50ASTM B137-1945(1979) 铝阳极氧化镀层重量测量方法50ASTM B138M-1984 锰青铜棒、条和型材(米制) 50ASTM B139-1990 磷青铜棒材、条材和型材50ASTM B140M-1985 铜锌铅(含铅红铜和小五金青铜)棒材、条材和型材(米制) 50ASTM B148-1992 铝青铜砂型铸件50ASTM B150M-1991 铝青铜棒材、条材和型材50ASTM B151M-1989 铜镍锌合金(镍银)和铜镍合金棒材与条材(米制) 50ASTM B152M-1992 铜薄板、带、中厚板和轧制条材(米制) 50ASTM B159M-1986a 磷青铜线(米制) 50ASTM B16/B16M-2005 螺纹切削机用易车削黄铜棒、条和型材标准规范60ASTM B160-1993 镍圆棒和异形棒50ASTM B161-1993 镍无缝管50ASTM B162-1993 镍中厚板、薄板和带材50ASTM B163-1993 冷凝器和热交换器用镍和镍合金无缝非标准尺寸管材50ASTM B164-1993 镍铜合金圆棒、异形棒和线材50ASTM B165-1993 镍铜合金(UNS N04400)无缝管50ASTM B166-1993 镍-铬-铁合金(UNS N06600、N06601和N06690)以及镍-铬-钴-钼合金(UNS N06617)圆棒、异形棒和线材50ASTM B167-1993 镍-铬-铁合金(UNS N06600、N06601和N06690)无缝管50ASTM B168-1993 镍-铬-铁合金(UNS N06600、N06601和N06690)及镍-铬-钴-钼合金(UNS N06617)中厚板、薄板和带材50ASTM B169M-1988 铝青铜中厚板、薄板、带材和轧制条材(米制) 50ASTM B170-1993 无氧电解铜-精炼型锭60ASTM B171M-1991a 压力容器、冷凝器和热交换器用的铜合金厚板和薄板(米制) 50 ASTM B172-1990 电导体用由分股绞合构成的绳"绞合铜导线" 50ASTM B173-1990 电导体用由分股同心绞合线构成的绳绞合铜导线" 50ASTM B174-1990 电导体用多股绞合铜导线50ASTM B176-1990 铜合金压铸件50ASTM B179-1992a 砂型铸件、永久型铸件及压铸件用的铝合金锭50ASTM B187-1992 母线用铜条材、棒材和型材50ASTM B188-1988 母线用无缝钢管50ASTM B189-1990 电气用镀铅和镀铅合金软态铜线50ASTM B19-1986 弹壳用黄铜薄板、带、厚板、条和圆坯50ASTM B194-1992 铜铍合金中厚板、薄板、带材和轧制条材60ASTM B196M-1990 铜铍合金棒材和条材(米制) 50ASTM B197-1991 铜铍合金线50ASTM B199-1987 镁合金永久型铸件50ASTM B206M-1987 铜镍锌合金(镍银)线和铜镍合金线(米制) 50ASTM B209-2004 铝和铝合金薄板和中厚板标准规范50ASTM B210M-1992a 铝和铝合金拉制无缝管(米制) 60ASTM B211M-1992a 铝和铝合金异形棒、圆棒和线材(米制) 50ASTM B216-1989 生产加工产品用的火法精炼韧铜及铜合金-精炼型锭50ASTM B2-1988 拉制半硬态铜线50ASTM B21M-1990a 海军黄铜棒材、条材和型材(米制) 50ASTM B22-1990a 桥梁和转台有青铜铸件50ASTM B221M-1992a 铝和铝合金挤制圆棒、异形棒、线材、型材和管材(米制) 60ASTM B224-1992 铜的标准分类50ASTM B226-1990 有芯圆环形同心绞合铜导线50ASTM B227-1988 拉制硬态包铜钢线50ASTM B228-1988 同心绞合包铜钢导线50ASTM B229-1990 铜和包铜钢复合同心绞线50ASTM B230M-1989 电气用1350-H19铝线(米制) 50ASTM B231-1990 同心绞合1350铝导线50ASTM B23-1983(1988) 巴比轴承合金50ASTM B232M-1992 同心绞合镀层钢芯铝导线(ACSR)(米制) 60ASTM B233-1992 电气用1350铝拉丝坯盘条50ASTM B234M-1992 冷凝器与热交换器用铝合金拉制无缝管(米制) 50ASTM B236M-1992a 电气用铝棒(母线) 50ASTM B241/B241M-1992a 铝和铝合金无缝管及无缝挤压管60ASTM B244-1979 用涡流法检测铝材的阳极氧化涂层厚度及在其它非磁性基体金属绝缘涂层厚度的方法50ASTM B247M-1992a 铝和铝合金模锻件、手工锻件和轧制环形锻件(米制) 60ASTM B248M-1991a 铜和铜合金加工厚板、薄板、带材和轧制条材的一般要求(米制) 70 ASTM B249-1991 铜和铜合金加工棒材、条材和型材的一般要求70ASTM B250M-1988 加工铜合金线材的一般要求(米制) 50ASTM B251M-1988 加工铜和铜合金无缝管的一般要求(米制) 50ASTM B26/B26M-1992a 铝合金砂型铸件60ASTM B265-1993 钛和钛合金带材、薄板和中厚板材50ASTM B267-1990 绕线电阻器用丝材50ASTM B271-1991 铜基合金离心浇注铸件50ASTM B272-1983 带轧制或拉制边的扁平铜产品(扁线和带材) 50ASTM B280-1992 空调及制冷领域用无缝铜管50ASTM B283-1991 铜及铜合金热压模锻件50ASTM B286-1989 电子设备连接线用铜导线50ASTM B291-1991 铜锌锰合金(锰黄铜)薄板和带材50ASTM B29-1992 精炼铅50ASTM B298-1987 镀银软态或退火铜线50ASTM B299-1992 海绵钛50ASTM B30-1992 铜基合金锭70ASTM B301M-1990 易切削黄铜棒材和条材(米制) 50ASTM B302-1988 无螺纹铜管50ASTM B306-1988 铜排水管(DWV) 50ASTM B308/B308M-1992a 6061-T6铝合金标准结构型材50ASTM B313/B313M-1992a 铝及铝合金焊接圆管50ASTM B314-1990 通讯电缆用1350铝线50ASTM B315-1991 无缝铜合金管和标准规格管60ASTM B316-1992a 铝及铝合金铆钉和冷镦用线材与圆棒(米制) 50ASTM B317-1992a 导电(母线)用铝合金挤制条材、棒材、管材和结构型材50ASTM B3-1990 软态或退火铜线50ASTM B32-1993 钎焊料金属50ASTM B324-1988 电气用矩形和方形铝线50ASTM B327-1992 压铸锌合金用铝中间合金50ASTM B33-1991 电气用软态或退火镀锡铜线50ASTM B333-1992 镍-钼合金中厚板、薄板和带材50ASTM B335-1989 镍-钼合金圆棒50ASTM B338-1991a 冷凝器用和热交换器用钛和钛合金无缝与焊接管50ASTM B339-1993 锡锭50ASTM B341M-1993 钢芯铝绞线(ACSR/AZ)用镀铝钢芯线(米制) 50ASTM B344-1992 电加热元件用拉制或轧制镍铬和镍铬铁合金丝50ASTM B345M-1992a 煤气和石油输送与管网分配系统用铝和铝合金无缝管和无缝挤压管(米制) 50ASTM B348-1993 钛和钛合金条材和方坯50ASTM B350-1993 核工来用锆和锆合金锭50ASTM B351-1992 核工业用热轧和冷加工锆和锆合金棒材和线材50ASTM B352-1992 核工业用锆和锆合金薄板、带材和中厚板材50ASTM B353-1991 核设施用形变锆和锆合金无缝管和焊接管60ASTM B355-1990 镀镍软态或退火铜线50ASTM B359M-1992 冷凝器及热交换器用铜与铜合金无缝翅片管(米制) 50ASTM B36/B36M-1991a 黄铜厚板、薄板、带材和轧制条材50ASTM B360-1988 限流用拉制硬态铜毛细管50ASTM B361-1992 工厂制造的形变铝和铝合金焊接配件50ASTM B364-1992 钽和钽合金锭50ASTM B365-1992 钽和钽合金棒材和线材50ASTM B369-1990b 铜镍合金铸件50ASTM B370-1988 建筑结构用铜薄板和带材50ASTM B371-1984a 铜锌硅合金棒材50ASTM B37-1992 钢铁生产用铝50ASTM B372-1992 铜和铜合金无缝矩形波导管50ASTM B373-1992a 电容器用铝箔50ASTM B379-1980(1987) 磷铜-精炼型锭50ASTM B386-1991(1992) 钼和钼合金中厚板、薄板、带材和箔材50ASTM B387-1990 钼和钼合金棒材和线材50ASTM B388-1987 双金属片用薄板和带材50ASTM B391-1989 铌和铌合金锭50ASTM B39-1979(1993) 镍50ASTM B392-1989 铌和铌合金扁材、棒材和线材50ASTM B393-1989 铌和铌合金带材、薄板和中厚板50ASTM B394-1989 铌和铌合金无缝和焊接管50ASTM B395M-1992 热交换器和冷凝器用铜和铜合金无缝U形弯管(米制) 60ASTM B396-1987 电气用5005-H19铝合金线50ASTM B397-1985(1992) 5005-H19铝合金同心绞合导线50ASTM B398M-1992 电气用6201-T81铝合金线(米制) 50ASTM B399M-1992 6201-T81铝合金同心绞合导线[米制]50ASTM B400-1992 1350铝紧密型同心绞合圆导线50ASTM B401-1992 紧密型钢芯同心绞合圆形铝导线(ACSR/COMP) 50ASTM B403-1990 镁合金熔模铸件50ASTM B404M-1992a 冷凝器和热交换器用铝或铝合金无缝翅片管(米制) 50ASTM B407-1993 镍铁铬合金无缝管50ASTM B408-1987 镍铁铬合金圆棒和异形棒50ASTM B409-1993 镍铁铬合金中厚板、薄板和带材50ASTM B411-1985 铜镍硅合金棒材和条材50ASTM B412-1987 铜镍硅合金线材50ASTM B413-1989 精炼银50ASTM B415-1992 冷拉包钢铝包丝50ASTM B416-1988 同心绞合包铝钢导线50ASTM B42-1992 标准规格的无缝铜管50ASTM B422-1991 铜铝硅钴合金、铜镍硅镁合金和铜镍铝镁合金薄板与带材50 ASTM B423-1990 镍铁铬钼铜合金(UNS N08825和N08221)无缝管50ASTM B424-1993 镍铁铬钼铜合金(UNS N08825和UNS N08221)中厚板、薄板和带材50 ASTM B425-1993 镍铁铬钼铜合金(UNS N08825和UNS N08221)圆棒和异形棒50 ASTM B427-1990 青铜合金齿轮铸件50ASTM B429-1992a 铝合金挤制结构管50ASTM B43-1991 标准规格的红色黄铜无缝管50ASTM B432-1991 包覆铜和铜合金中厚钢板50ASTM B434-1989 镍钼铬铁合金(UNS N10003)中厚板、薄板和带材50ASTM B435-1993 合金UNS N06002、UNS N06230和UNS R30556中厚板、薄板和带材50 ASTM B440-1983(1988) 镉50ASTM B441-1985 铜钴铍合金(UNS号C17500)和铜镍铍合金(UNS号C17510)棒材和条材50 ASTM B442-1980(1987) 化学法精炼的紫铜型锭50ASTM B443-1993 镍铬钼铌合金(UNS N06625)中厚板、薄板及带材50ASTM B444-1990 镍铬钼铌合金(UNS N06625)无缝管50ASTM B445-1987 镍铬铁铌钼钨合金(UNS N06102)无缝管50ASTM B446-1993 镍铬钼铌合金(UNS N06625)圆棒和异形棒50ASTM B447-1992a 焊接铜管50ASTM B451-1981(1986) 印刷电路和载波带用铜箔、带和薄板50ASTM B452-1988 电子工业用包铜钢丝50ASTM B453M-1988 铜锌铅合金(含铅黄铜)棒材(米制) 50ASTM B455-1991 铜锌铅合金(含铅黄铜)挤压型材50ASTM B462-2004 高温耐腐蚀用锻制或轧制的UNS NO6030、UNS NO6022、UNS NO6200、UNS NO8020、UNS NO8024、UNS NO8026、UNS NO8367、UNS NO10276、UNS N10665、UNS N10675和UNS R20033合金管法兰、锻制管件、阀门和零件标准规范60ASTM B463-1993 合金UNS N08020、UNS N08026和UNS N08024中厚板、薄板和带材50 ASTM B464-1993 合金UNS N08020、UNS N08024和UNS N08026标准尺寸焊接管(一般用途) 50ASTM B465-1990 铜铁合金中厚板、薄板、带和轧制棒50ASTM B466M-1986 铜镍合金无缝管(米制) 50ASTM B467-1988 铜镍合金焊接管50ASTM B468-1993 合金UNS N08020、N08024和N08026非标准尺寸焊接管(锅炉、热交换器和冷凝器用) 50ASTM B469-1988 承压用铜合金无缝管50ASTM B470-1990 电子设备连接线用焊合铜导线50ASTM B471-1993 UNS N08020、UNS N08026和UNS N08024镍合金圆形弹簧线材50 ASTM B47-1964(1990) 铜电车架空线50ASTM B472-1991a 供再锻造用的UNS N08020、UNS N08026、UNS N08024、UNS N08926和UNS N08367镍合金坯料及条材50ASTM B473-1991 UNS N08020、UNS N08026和UNS N08024镍合金条材及线材50ASTM B474-1987 镍合金UNS N08020、N08026和N08024电熔焊管50ASTM B475-1991 UNS N08020、UNS N08026和UNS N08024镍合金圆形编织用丝50 ASTM B476-1990 贵金属电触头材料一般要求50ASTM B477-1992 金银镍电触头合金50ASTM B479-1992a 软质包装隔离用退火铝和铝合金箔50ASTM B48-1992 电导体用矩形和方形软态裸铜线50ASTM B483M-92a 一般用途的铝和铝合金拉制管(米制) 50ASTM B488-1986 工程用金电镀层50ASTM B491/B491M-1992a 一般用途的铝和铝合金挤制圆管(米制) 50ASTM B49-1992 电气用再拉铜盘条50ASTM B495-1990 锆和锆合金锭50ASTM B496-1992 紧密型同心绞合圆形铜导线50ASTM B498M-1993 钢芯铝绞线(ACSR)用镀锌钢芯线(米制) 50ASTM B500-1992 钢芯铝绞线(ACSR)用镀锌、镀锌-5%铝-混合稀土合金和镀铝捻股钢芯50ASTM B501-1988 电子工业用镀银包铜钢丝50ASTM B502-1993 包铝钢芯铝导线用包铝钢芯线50ASTM B505-1991b 铜基合金连续铸件60ASTM B506-1981(1986) 建筑结构用包铜不锈钢薄板和带材50ASTM B508-1986 挠性金属软管用铜合金带材50ASTM B509-1977(1983) 对核用镍合金板的补充要求50ASTM B510-1977(1983) 核用镍合金棒和条的补充要求规范50ASTM B511-1993 镍铁铬硅合金条材及型材50ASTM B512-1987 镍铬硅合金(UNS N08830)坯料和条材50ASTM B513-1979(1985) 核用镍合金无缝管附加要求技术条件50ASTM B514-1985 镍铁铬合金焊管50ASTM B515-1990 合金UNS N08800和UNS N08810焊接管材50ASTM B516-1993 镍铬铁合金(UNS N06600)非标准尺寸焊接管材50ASTM B517-1993 镍铬铁合金(UNS N06600)标准尺寸焊管50ASTM B518-1987 镍铬铁铌钼钨合金(UNS N06102)圆棒及异形棒50ASTM B519-1992 镍铬铁铌钼钨合金(UNS N06102)中厚板、薄板和带材50ASTM B5-1989 电解精炼韧铜型锭50ASTM B520-1970(1988) 电子用镀锡包铜钢丝50ASTM B521-1992 钽和钽合金无缝与焊接管50ASTM B522-1990 金银铂电触头合金50ASTM B523-1992 锆和锆合金无缝与焊接管50ASTM B524M-1992 铝合金芯线同心绞合铝导线(ACAR,1350/6201)[米制]50ASTM B531-1990 电气用5005铝合金拉拔坯盘条50ASTM B534-1991 铜钴铍合金和铜镍铍合金中厚板、薄板、带材和轧制条材50ASTM B535-1987 镍铁铬硅合金(UNS N08330和UNS N08332)无缝管50ASTM B536-1993 镍铁铬硅合金(UNS N08330和UNS N08332)中厚板、薄板和带材50 ASTM B540-1991 钯电触头合金50ASTM B541-1989 金电触头合金50ASTM B543M-1991 热交换器用铜和铜合金焊接管(米制) 50ASTM B546-1987 镍铁铬硅合金(UNS N08330和UNS N08332)电熔焊管50ASTM B547-1992a 成形后电弧焊接的铝和铝合金圆管50ASTM B548-1982 压力容器用铝合金板超声检测方法和规范50ASTM B549-1988 包铝钢芯同心绞合铝导线50ASTM B550-1992 锆和锆合金条材与线丝材50ASTM B551-1992 锆和锆合金带材、薄板和中厚板50ASTM B552-1986 海水淡化工厂无缝和焊接铜镍管50ASTM B559-1988 电子工业用镀镍包铜钢丝50ASTM B561-1986 精炼铂50ASTM B562-1986 精炼金50ASTM B563-1989 钯银铜电触头合金50ASTM B564-2006 镍合金锻件标准规范35ASTM B566-1988(1993) 包铜铝线50ASTM B567-1987 β背散射法测定涂层厚度方法50ASTM B569-1986 热交换器管道用UNS号C26000黄铜窄薄带材50ASTM B570-1989 铜铍合金锻件和挤压件50ASTM B572-1987a 合金UNS N06002、UNS N06230和UNS R30556圆棒50ASTM B573-1989 镍钼铬铁合金(UNS N10003)圆棒50ASTM B574-1991 低碳镍钼铬和低碳镍铬钼合金圆棒50ASTM B575-1992 低碳镍钼铬和低碳镍铬钼合金中厚板、薄板和带材50ASTM B581-1993 镍铬铁钼铜合金圆棒50ASTM B582-1992 镍铬铁钼铜合金中厚板、薄板和带材50ASTM B584-1991a 一般用途的铜合金砂型铸件50ASTM B587-1988 焊接黄铜管60ASTM B589-1982(1987) 精炼钯50ASTM B591-1991 铜锌锡合金中厚板、薄板、带材和轧制条材50ASTM B592-1986 铜锌铝钴(或镍)合金中厚板、薄板、带材和轧制条材50ASTM B594-1982 航空用铝合金制品超声检测方法50ASTM B596-1989 金铜合金电触头材料50ASTM B599-1992 稳定化镍铁铬钼铌合金(UNS N08700)中厚板、薄板和带材50ASTM B601-1992 加工和铸造铜及铜合金状态代号施行方法50ASTM B603-1990 拉拔或轧制的电加热元件用铁铬铝合金50ASTM B606-1993 钢芯铝和铝合金导线用高强度镀锌钢芯线50ASTM B608-1988 铜合金焊接管60ASTM B609M-1991 电气用退火状态和中间状态的1350铝圆线(米制) 50ASTM B61-1990 蒸汽红黄铜或阀青铜铸件50ASTM B616-1991 精炼铑50ASTM B617-1983(1988) 电触头银币合金50ASTM B618-1992a 铝合金熔模铸件50ASTM B619-1992 镍和镍钴合金标准尺寸焊管50ASTM B6-1987(1992) 锌金属50ASTM B620-1993 镍铁铬钼合金(UNS N08320)中厚板、薄板和带材50ASTM B621-1989 镍铁铬钼合金(UNS N08320)圆棒50ASTM B62-2002 青铜或高铜黄铜铸件标准规范60ASTM B622-1993 镍和镍钴合金无缝管50ASTM B623-1993 火法精炼高电导率韧铜-精炼型锭50ASTM B624-1992 电子工业用高强度和高电导率铜合金线50ASTM B625-1993 合金UNS N08904、UNS N08925、UNS N08031、UNS N08932和UNS N08926中厚板、薄板和带材50ASTM B626-1993 镍和镍钴合金非标准尺寸焊接管材50ASTM B628-1983(1988) 银铜共晶电触头合金50ASTM B631-1988 银钨电触头材料50ASTM B632M-1992a 轧制铝合金踏板(米制) 50ASTM B638-1992 太阳热吸收器用铜及铜合金镶板50ASTM B639-1992 高温用弥散硬化含钴合金(UNS R30155和UNS R30816)条材、圆棒、锻件和锻坯50ASTM B640-1992 空调和制冷设备用铜和铜合金焊管60ASTM B641-1992 无缝和焊接铜配管(D类) 50ASTM B642-1988 铜合金UNS号C21000焊接水管50ASTM B643-1990 铜铍合金无缝管50ASTM B644-1988 铜合金添加剂50ASTM B649-1993 Ni-Fe-Cr-Mo-Cu低碳合金(UNS N08904)和Ni-Fe-Cr-Mo-Cu-N低碳合金(UNS N08925、UNS N08031和UNS N08926)异形棒及线材50ASTM B652-1992 铌铪合金锭50ASTM B654-1992 铌铪合金箔材、薄板、带材和中厚板50ASTM B655-1992 铌铪合金条材、棒材和线材50ASTM B658-1992 锆和锆合金无缝与焊接管50ASTM B66-1990a 机车磨损件用青铜铸件毛坯50ASTM B662-1989 银钼电触头材料50ASTM B663-1989 银-碳化钨电触头材料50ASTM B664-1990 80%银-20%石墨滑动接触材料50ASTM B668-1989 合金UNS N08028无缝非标准尺寸管材50ASTM B669-1989 铸造和压铸件用锌-铝合金型锭50ASTM B670-1993 高温用沉淀硬化镍合金(UNS N07718)中厚板、薄板和带材50ASTM B671-1981(1987) 精炼铱50ASTM B67-1990 车辆及煤水车用镶轴瓦滑动轴承50ASTM B672-1985 镍铁铬钼铌稳定化合金(UNS N08700)异形棒和线材50ASTM B673-1991 合金UNS N08904、N08925和UNS N08926标准尺寸焊管50ASTM B674-1991 合金UNS N08904、UNS N08925和UNS N08926非标准尺寸焊接管材50 ASTM B675-1990a 合金UNS N08366和UNS N08367标准尺寸焊管50ASTM B676-1990 合金UNS N08366和UNS N08367非标准尺寸焊接管材50ASTM B677-1991 合金UNS N08904、UNS N08925和UNS N08926无缝管50ASTM B679-1991 工程用钯电镀层50ASTM B682-1981(1991) 电导线的标准米制规格50ASTM B683-1990 纯钯电触头材料50ASTM B684-1992 铂铱电触头材料50ASTM B685-1990 钯铜电触头材料50ASTM B686-1992a 高强度铝合金铸件50ASTM B687-1988 黄铜、铜和镀铬管焊纹接头50ASTM B688-1993 铬镍钼铁(UNS N08366和UNS N08367)中厚板、薄板和带材50ASTM B68M-1992 光亮退火无缝铜管(米制) 50ASTM B690-1993 铁镍铬钼合金(UNS N08366和UNS N08367)无缝管50ASTM B691-1993 铁镍铬钼合金(UNS N08366和UNS N08367)棒材、条材和线材50 ASTM B69-1992 轧制锌材50ASTM B692-1990 75%银-25%石墨滑动接触材料50ASTM B693-1991 银镍电触头材料50ASTM B694-1986 电缆屏蔽用铜、铜合金和包铜不锈钢薄板和带材50ASTM B698-1991 铜及铜合金无缝与焊接卫生管道与管材50ASTM B701-1991 钢芯同心绞合自减振铝导线(ACSR/SD) 50ASTM B702-1988 铜钨电触头材料50ASTM B704-1991 合金UNS N06625和UNS N08825非标准尺寸焊管50ASTM B705-1982(1990) 镍合金(UNS N06625和N08825)标准尺寸焊管50ASTM B706-1988 铜合金(UNS号C69100)无缝管50ASTM B707M-1988 无缝铜水管(特殊用途)(米制) 50ASTM B708-1992 钽和钽合金中厚板、薄板和带材50ASTM B709-1993 铁镍铬钼合金(UNS N08028)中厚板、薄板和带材50ASTM B710-1987 镍铁铬硅合金标准尺寸焊管50ASTM B711-1988 钢芯同心绞合铝合金导线(AACSR)(6201) 50ASTM B716M-1992 焊接铜水管(米制) 50ASTM B717-1984(1991) 精炼钌50ASTM B718-1992 镍铬钼钴钨铁硅合金(UNS N06333)中厚板、薄板和带材50ASTM B719-1983(1990) 镍铬钼钴钨铁硅合金(UNS N06333)棒材50ASTM B720-1993 UNS N08310合金非标准尺寸无缝管50ASTM B722-1983a 镍铬钼钴钨铁硅合金(UNS N06333)无缝管50ASTM B723-1983(1990) 镍铬钼钴钨铁硅合金(UNS N06333)标准尺寸焊管50ASTM B725-1993 镍(UNS N02200/UNS N02201)镍铜合金(UNS N04400)标准尺寸焊管50 ASTM B726-1991 镍铬钼钴钨铁硅合金(UNS N06333)非标准尺寸焊管50ASTM B729-1991 镍合金UNS N08020、N08026和N08024无缝管50ASTM B730-1993 镍(UNS N02200/UNS N02201)镍铜合金(UNS N04400)非标准尺寸焊管50 ASTM B731-1991 60%钯-40%银电触头材料50ASTM B736-1992a 电缆用铝、铝合金和包铝钢屏蔽带材50ASTM B738-1984(1988) 电导体用细铜线多股绞合和绳多股绞合铜导线" 50ASTM B739-1993 镍铁铬硅合金非标准尺寸焊管50ASTM B740-1991 铜镍锡亚稳合金带材50ASTM B742-1990 纯银电触头加工材50ASTM B743-1992a 无缝铜盘管50ASTM B744/B744M-1985(1990) 波纹铝管用铝合金薄板50ASTM B745/B745M-1992 下水道与排水管用波纹铝管50ASTM B746/B746M-1989a 现场拴接管道、管拱和拱用的铝合金波纹结构板50ASTM B747-1989 铜锆合金薄板和带材50ASTM B753-1986 双金属片组元用合金50ASTM B755-1993 镍铬钼钨合金(UNS N06110)中厚板、薄板和带材50ASTM B756-1993 镍铬钼钨合金(UNS N06110)棒材和条材50ASTM B757-1990 镍铬钼钨合金(UNS N06110)标准尺寸焊管50ASTM B758-1986 镍铬钼钨合金(UNS N06110)非标准尺寸焊管50ASTM B759-1986 镍铬钼钨合金(UNS N06110)无缝管50ASTM B75M-1992a 无缝铜管(米制) 50ASTM B760-1986(1993) 钨中厚板、薄板和箔材50ASTM B763-1990 阀门用铜合金砂型铸件50ASTM B768-1990 铜钴铍合金带材和薄板50ASTM B770-1990 一般用途的铜铍合金砂型铸件50ASTM B774-1987(1993) 低熔点合金50ASTM B776-1991 铪和铪合金带、薄板及中厚板50ASTM B777-1987(1993) 高密度钨基金属50ASTM B778-1992 型线紧密同心绞合铝导线(AAC/TW) 50ASTM B779-1991 钢芯型线紧密同心绞合铝导线(ACSR/TW) 50ASTM B780-1987 75%-24.5%铜-0.5%镍电触头合金50ASTM B784-1988 绝缘电缆用改进型同心绞合铜导线50ASTM B785-1988 绝缘电缆用改进型紧密圆形同心绞合铜导线50ASTM B786-1988 后继绝缘用19线外层搭配单向绞合1350铝导线50ASTM B787-1988 后继绝缘用19线外层搭配单向绞合铜导线50ASTM B800-1988 电气用退火和中间状态的8000系列铝合金线50ASTM B801-1988 后继加包皮或绝缘用的8000系列铝合金同心绞合导线50ASTM B80-1991 镁合金砂型铸件60ASTM B802-1989 钢芯铝绞线(ACSR)用锌-5%铝-混合稀土合金镀层钢芯钢丝50 ASTM B803-1989 钢芯铝和铝合金绞合导线用高强度锌-5%铝-混合稀土合金镀层钢芯钢丝50ASTM B804-1989 UNS N08367合金标准尺寸焊管50ASTM B805-1990 UNS N07716和UNS N07725沉淀硬化镍合金条材和线材50ASTM B806-1990 一般用途的铜合金金属型铸件50ASTM B811-1990 核反应堆燃料包壳用形变锆合金无缝管60ASTM B813-1991 铜和铜合金管材用的液态焊剂及焊膏50ASTM B814-1991 镍铬铁钼钨合金(UNS N06920)中厚板、薄板和带材50ASTM B815-1991 钴-铬-镍-钼-钨合金(UNS R31233)棒材50ASTM B818-1991 钴-铬-镍-钼-钨合金(UNS R31233)中厚板、薄板和带材50ASTM B819-1992 医用气体装置用无缝铜管50ASTM B8-1990 硬态、半硬态或软态同心绞合铜导线50ASTM B824-1992 铜合金铸件一般要求50ASTM B85-1992a 铝合金压铸件50ASTM B88M-1992 无缝铜水管(米制) 50ASTM B90/B90M-1993 镁合金薄板和厚板50ASTM B91-1992 镁合金锻件50ASTM B9-1990 青铜电车架空线50ASTM B92/B92M-1989 重熔用镁锭及镁棒50ASTM B93/B93M-1992 砂型铸件、永久型铸件及压铸件用镁合金锭50ASTM B94-1992 镁合金压铸件50ASTM B96-1992 一般用途及压力容器用的铜硅合金厚板、薄板、带材和轧条50ASTM B98M-1984 铜硅合金棒材、条材和型材(米制) 50ASTM B99M-1986a 一般用途的铜硅合金线材(米制) 50。
EN10217-7(欧盟标准)压力用途无缝钢管.交货技术条件.第7部分:不锈钢管1 范围 (2)2 参考标准 (2)3 术语和定义 (3)4 符号 (3)5 分类和定义 (3)5.1 分类 (3)5.2 定义 (3)6 采购商须提供的信息 (4)6.2 选项 (4)6.3 定单样本 (4)7.生产工艺 (5)7.1 炼钢工艺 ............................................................................................ 错误!未定义书签。
7.2 管子制造工艺与交货技术条件 ........................................................ 错误!未定义书签。
8. 要求 .............................................................................................................. 错误!未定义书签。
8.1 总述 .................................................................................................... 错误!未定义书签。
8.2 化学成分 ............................................................................................ 错误!未定义书签。
8.3 机械性能 ............................................................................................ 错误!未定义书签。
英语版用于压力设备的钢铁铸件该欧洲标准由欧洲标准化委员会于2007年11月30日批准。
欧洲标准化委员会成员必须遵守欧洲标准化委员会/欧洲电工标准化委员会国际准则,即在不对欧洲标准的进行任何更改的前提下,无条件的将欧洲标准作为该国的国家标准。
与这些国家标准有关的最新的标准列表和文献目录可以从中央秘书处或者任何一个欧洲标准化委员会成员申请获得。
欧洲标准具有三个官方版本(英语,法语,德语)。
欧洲标准化委员会成员有责任将欧洲标准翻译为本国语言并通知中央秘书处,翻译后的版本与官方版本具有相同效力。
以下国家标准体为欧洲标准化委员会成员:澳大利亚,比利时,保加利亚,塞浦路斯,捷克共和国,爱沙尼亚,芬兰,法国,德国,希腊,匈牙利,冰岛,爱尔兰,意大利,拉脱维亚,卢森堡,马耳他,荷兰,挪威,波兰,葡萄牙,西班牙,罗马尼亚,斯洛伐克,斯洛文尼亚,瑞典,瑞士和英国。
中央秘书处:rue de Stassart 36, B-1050布鲁塞尔EN 10213: 2007(E)目录Page前言 3 导论 41 范围 52 标准参考文献 53 术语和定义 64 提供给买方的信息 6 z4.1 必要信息 64.2 可选信息 65 命名 66 制造7 6.1 制造过程7 6.2 焊接操作76.3 后续处理77 要求7 7.1 一般条件7 7.2 材料77.3 铸造8●●7.4 腐蚀行为108 关于材料测试的测试和文件10 8.1 一般条件10 8.2 检查和测试11 8.3 测试单元抽样11 8.4 试样(试块)11 8.5 测试方法11 8.6 测试的合理性11 8.7 二次测试118.8 分类和再处理119 标记1210 包装和表面保护1211 投诉1212 补充资料12 附录A 焊接条件21 附录B(提供信息的)物理性能23 附录C(提供信息的)蠕变性能25 附录ZA(提供信息的)本欧洲标准和欧盟97/23/EC号文件要求之间的关系272EN 10213: 2007(E) 前言该欧洲标准(EN 10213: 2007)由ECISS/TC 28 “钢制铸件”技术委员会制作,该委员会的秘书处由法国标准化组织协会组建。
《无缝铜水管和铜气管》国家标准修订编制说明日期:2009-9-3 本文作者:摘自:一、五年来标准的执行情况及修订的必要性。
我国首次于2000年正式颁发了GB/T 18033《无缝铜水管和铜气管》国家标准,1999年也首次发布了GB/T 11618《铜管接头》国家标准,经过5年或5年以上的实施运作,铜水管和管件标准对我国建筑领域推广应用,起了积极作用,例如:北京市2000年全市大型、高档建筑工程,诸如商务写字楼、宾馆、医院及标志性建筑场馆,铜水管的应用选择,只占据 1.5%,到2004年,已发展到15—20%大型建设项目选择了使用铜水管及相应的管件配套。
全国范围以上海市、深圳市、广州市在推广应用中,先后达到40%,35%、30%的大型建设工程,都选用了铜水道管,这就是标准的指导与促进作用,铜水管已从2000年的9600吨,发展到2003年的34000吨,增幅3.5倍,如今突破4万吨/年。
经过五年的运作实践,要求我们对标准进行修改与完善是必要的;2004年12月由全国标准化委员会代表参加的全国有色金属标准化技术委员会和全国船用机械标准化技术委员会在北京联合主持召开了“GB/T 18033 -2000《无缝铜水管和铜气管》与GB/T 11618-1999《铜管接头》国家标准修订研讨会”。
对两个标准的修订工作达成了共识;积极配合,相互促进,尽快完成GB/T 18033《无缝铜水管和铜气管》与GB/T 11618《铜管接头》国家标准修订工作。
2005年6月22日北京召开的众多铜管及管件生产厂参加《铜水管应用推广会》上,再次提出两个标准修订的急迫性。
二、主要修编内容1、合金牌号GB/T 18033-2000《无缝铜水管和铜气管》有T2、TB两个牌号。
美国ASTMB8S欧盟EN1057,日本JISH3300 同类标准,均只为一个牌号,相当于我国的TP2。
TF2中含磷,能提高铜管的强度以及耐蚀性,还会改善铜管的钎焊性能,已为我国多年实践所广为证明。
EN10305-1:2002精密钢管交货技术条件第一部分:冷拔无缝钢管精密钢管目录:前言1、范围2、涉及标准3、名词与定义4、符号5、分类与标识(钢号)5.1、分类5.2、标识(钢号)6、买方提供信息7、制造过程8、要求9、检验10、取样11、测试方法12、打号13、保护与包装附录A(标准)附加钢等级需求附录B(信息)EN 10305- 1;2002 标准是由ECISS/TC29技术委员会,UNI下属“钢管和钢管配件”秘书处起草的。
该欧洲标准最迟在2003年5月应该通过发布相同文件或者修改原标准而成为国家标准,国家标准与欧洲标准相冲突的部分最迟应在2003年5月前撤销。
包括以下部分,统一的标题为:精密钢管交货技术条件:10305EN-----第一部分无缝冷拔钢管-----第二部分焊接冷拔钢管-----第三部分焊接冷加工钢管-----第四部分液压和气压系统用无缝冷拔钢管-----第五部分焊接冷精加工方形和矩形钢管-----第六部分液压和气压系统用焊接冷拔钢管该EN标准中附录A是标准性的,附录B是提示性的。
该文档包含参考文献。
根据CEN/CENELEC国际规范,下列国家的国家标准组织联合实行了该欧洲标准:澳大利亚、比利时、捷克共和国、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、马耳他、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士和英国。
EN10305中这一部分规定了圆形截面的精密冷拔无缝钢管的交货技术条件。
注:该EN 10305同样涵盖其他种类截面通过EN 10305管材被精确规定公差的尺寸和指定的表面粗糙度而特征化。
典型的应用在汽车、设备和一般的工业工程。
2 参考标准该欧洲标准包含了其他地方发表的注日期和不注日期的标准。
这些参考标准被引用在文中的合适位置,并且此后列出出处。
对于注日期的标准,发标者随后对其作出的修改与修订只有当这些修改和修订包含在本标准中时才适用于本标准。
对于没有注日期的标准,发表者的最新版本适用于本标准(包括修正案)。
铜及铜合金—用于卫生和供热装置的无缝圆形铜水管和铜气管 BS EN1057:19962005-7-13BS EN 1057:1996引言由该标准生产的铜管材应符合该标准所涉及到的检测要求,并应接受供方质量体系所引用的标准 EN ISO9001 、 EN ISO9002 或 EN ISO9003 的监督。
外径不大于 108mm 的管材能适合于毛细管焊接、铜焊或进行机械加工成套管装配。
对于外径大于 108mm 的管材能很好地适合于焊接或铜焊操作。
对于其它领域所应用的管子可参照该标准执行,在这种情况下,其特殊要求(如规格、技术要求或交货条件等)应由供需双方协商。
1. 范围该标准规定了铜管材的要求、试样、试验方法和交货条件。
该标准适用于外径从 6mm — 267mm 的无缝圆形铜管。
——热水和冷水的供水系统——热水的热装置系统,包括地下热装置系统——民用天然气和煤气供应系统——废水下水道设备2. 标准的参照文献现行 EN 723 铜及铜合金—铜管或管装置内表面碳的燃烧测定方法现行 EN 1971 铜及铜合金—管材涡流探伤方法EN 10002—1 金属材料—拉伸试验—第 1 部分:试验方法(室温)EN 10232 金属材料—管材—弯曲试验方法(全截面)EN 10234 金属材料—管材—扩口试验方法EN 10235 金属材料—管材—卷边试验方法ISO 6507—1 金属材料—硬度试验—维氏硬度第 1 部分:HV5—HV1003. 定义该标准采用如下定义。
3.1 无缝圆形铜管用铜制成的半成品,具有圆的横截面、均匀的各义壁厚、连续的圆柱表面,并以直条或盘卷的形式供应。
3.2 钎焊和铜焊用熔点低于被连部件和原金属的填充料,使其在液态下发生微作用而进行金属间的非直接连接。
3.2.1 钎焊、软钎焊使用熔点低于450℃ 的填充料的微作用进行的一种连接方式。
3.2.2 铜焊、硬钎焊使用熔点高于450℃ 的填充料的微作用而进行的一种连接方式。
3.3 焊接通过热或压力或两个部件之间的化合作用进行的两个或更多部件之间的连接,使其形成一个整体。
使用具有与被焊材料类似的熔点的填充料。
3.4 铜焊通过类似熔化焊接技术逐步获得一种开放连接形式的操作,焊料的熔点高于450℃ 。
3.5 直径管材同一横截面上的任何两个外径尺寸的平均值。
3.6 外径尺寸公差管材的任何横截面上的最大外径和最小外径的差。
3.7 同心度管材的同一截面上最大壁厚和最小壁厚之差的一半。
3.8 产品组批同一产品的质量,应具有同一形状,同一状态和同一横截面,同一尺寸,并在相同的条件下用相同的生产工艺制成。
4. 牌号及状态表示方法4.1 材料4.1.1 一般规定材料的数字代号表示方法见 6.1 。
4.1.2 牌号材料的牌号表示方法符合 ISO 1190—1 的牌号表示体系。
4.1.3 数字牌号材料的数字牌号表示方法与 EN 1412 的规定一致4.2 材料状态标准引用的材料状态表示方法与 EN 1173 一致(见表 1 )。
R :状态代表规定的抗拉强度和伸长率的产品所具有的最小拉伸强度要求。
4.3 产品产品标志应给出同一的形式,以便于在通讯传输中快速明确地说明。
这种形式具有国际上识别产品的共同内容,并符合相应的欧共体标准的要求。
产品的标志在标准的全文中是不可替换的。
产品的标志应由如下部分组成:——名称(铜管);——欧共体标准的代号( EN1057 );——材料状态(见表 1 );——名义的横截外径(毫米),外径× 壁厚。
例:按本标准供应铜管,状态为 R220 (退火),名义外径为 12mm ,名义壁厚为 1.0mm ,其标志为:5. 文件内容为了使供需双方的文件便于查询、管理和确认,需方应说明他的要求及提供如下内容:a) 材料总数量(米);b) 名称(铜管);c) 欧共体标准代号( EN1057 );d) 状态代号(见 4.2 和表 1 );e) 名义横截尺寸:外径× 壁厚(见表 3 和附录 A );f) 长度(见 9.2 );g) 交货形式(见 9.2 )。
注:产品标志中的 b) 、 e) 已在 4.3 条中进行了解释。
例:用 EN 1057 定购 500m 的铜管,状态为 R220 (退火),名义外径为 12mm ,名义壁厚为 1.0mm ,每卷 50m 。
500m 铜管 EN 1057—R220—12×1.0— 50m 卷。
6. 要求6.1 化学成分化学成分应符合下列要求:Cu + Ag: 最小 99.90%0.015% < P < 0.040%铜牌号表示用 Cu—DHP 或 CW 024A6.2 性能特征抗拉强度和伸长率应符合表 1 的要求,其实验方法应符合 8.2 的要求。
R250 (半硬)管材的伸长率与尺寸有关,其外径与壁厚的关系见表 2 。
当 d < 66.7mm 且 e < 1mm 或 d/e2 > 24, 伸长率> 30% 。
当 d > 66.7mm , e > 1mm 且 d/e2 < 24, 伸长率> 20% 。
在此: d—名义外径尺寸;e—名义壁厚, mm 。
6.3 尺寸与公差6.3.1 一般要求管材的外形特征由外径、壁厚和长度所决定,外径和壁厚应符合表 3 (或 A.1 )、表 4 和表 5 的规定,在有争议的情况下,尺寸应在(23±5 )℃ 的温度下测量。
6.3.2 名义尺寸标准的名义外径和名义壁厚见表 3 (或 A.1 ),长度应符合表 10 的规定。
注 1 :管材标准尺寸从欧洲市场上现行的标准中选取。
注 2 :其它尺寸已被列入附录 A ,以便将来修订标准时参考。
注 3 : CEN/TC 133 推荐 R 尺寸作为首选尺寸,每个外径尺寸对应的壁厚是有限的,一般不超过三个。
6.3.3 外径公差外径尺寸应符合表 4 中的公差要求。
6.3.4 壁厚公差壁厚公差用名义壁厚的百分数表示,在任意点测量应符合表 5 的要求。
6.3.5 长度公差长度应均等或比预定略长。
6.4 无缺陷管材应完好无有害的缺陷。
6.5 表面质量管材的内外表面应是清洁和光滑的。
管材内表面没有任何有害层,也不存在由于含碳过程而在安装时形成一些有害层。
当按 8.4 和 8.5 条进行试验后应符合表 6 的规定。
试验结果应记录在册,当要求时,提供给需方或他的代表。
注:生产厂的日常质量控制,可选择碳含量的分析或碳层试验6.6 弯曲试验当表 7 中规定的尺寸和状态的管材按 8.6 进行试验时,管材在肉眼观察下无裂纹。
6.7 扩口试验当表 7 中规定的尺寸和状态的管材(需要时,由供需双方协商)按 8.7 进行试验时,管材在肉眼观察下无裂纹、开口和破损出现。
6.8 卷边试验当表 7 中规定的尺寸和状态的管材(需要时,由供需双方协商)按 8.8 进行试验时,在肉眼的观察下管材边沿无破损。
7. 取样为了确保产品的质量,随机采样的单元应符合表 8 的规定采样率应用于尺寸控制中,其它指定控制在每第二个采样单元中进行,假若产品的特性可以在生产过程中保持不变,假若生产的质量体系被 EN ISO9001 和 EN ISO9002 所认证,化学成分的检验,可在产品制造的初期分析,如在铸造或坯锭阶段。
8. 试验方法8.1 分析化学成分分析试样应符合条款 7 的规定,分析方法应按欧洲或国际标准的化学方法或光谱方法进行。
在有争议的情况,仲裁的方法应是化学分析方法。
8.2 拉伸试验拉伸试验方法应按 EN 10002—1 的规定进行,取样符合条款 7 的规定。
8.3 硬度试验当要求时,维氏硬度试验应按 ISO6507—1 的规定进行。
8.4 碳含量试验碳含量的确定和取样应符合条款 7 ,标准方法应按现行 EN723 进行。
注:该试验用于确保工艺质量的日常控制中,其它方法如碳黑试验( VTR 方法的修订)可作为替代方法。
8.5 碳层试验碳层的检查和确定以及取样应符合条款 7 的规定,其方法按附录 B 进行。
8.6 弯曲试验当要求时,弯曲试验应在现行的操作条件下,使用适当的弯曲设备,在没有芯棒的情况下按 EN10232 的规定进行,试样应在表 9 中给出的最小弯曲角半径下,弯曲成 90o 。
8.7 扩口试验当要求时,应按 EN10234 的规定进行扩口试验。
管材端部的外径应用 45o 的锥芯扩口 30% 。
8.8 卷边试验当要求时,应按 EN10235 的规定进行卷边试验。
管材经具有约 1mm 的顶心曲率半径的卷边工具试验后,卷边的外径应至少大于名义外径 30% 。
8.9 非破坏性试验每个管材应符合如下三种试验方法的一种规定要求。
——对缺陷的涡流探伤试验按现行 EN1971 的规定进行并符合 C.1 的要求。
——水压试验按 C.2 的方法进行。
——气压试验按 C.3 的方法进行。
以上方法的选择由生产者自行决定。
8.10 重复试验当试样不符合试验要求时,把试样所代表的该批产品,或自该试验前的所有管材(对连续生产时)放置在一捆。
重复取样在该捆中进行,取样数为条款 7 中的 4 倍。
若任何重复试样不符合要求,试样所代表的管材将被认为不符合本标准要求,并予拒收。
若所有的重复试样都符合要求,试样所代表的管材将被认为符合本标准要求。
9. 标志和交货形式9.1 标志直径在 10~ 54mm 的管材,应在沿长度方向连续间距不大于 600mm 的管材上作永久性标志,并至少包括如下内容:——标准编号( EN 1057 )——名义截面直径:外径× 壁厚——R250 (半硬)状态的标志符号:卅——生产厂的识别标志——产品生产日期:年和季节(Ⅰ 到Ⅳ )或年和月份( 1 到 12 )直径为 6~ < 10m 的管材或直径大于 54mm 的管材应在管材两端至少作醒目的类似标志。
管材推荐的交货形式见表 10 。
附录 B (标准的附录)碳膜试验B.1 试样的准备试验所用的管材试样应将外表面的金属屑造成的磨痕清除或消除原管材表面的所有痕迹,可采用化学方法将管口一端用耐酸的塞子塞住,浸入硝酸溶液中,然后用去离子水洗净并烘干。
试样应从清洁的管材上切取,长度不小于 25mm ,用干净的锯条沿纵向切成两个试样块,一个试样块应用丙酮脱脂。
试样块应具有尺寸大于22mm × 1mm 的表面,试样的处理应符合上述的程序要求。
B.2 方法经过脱脂处理的试样块放入一个小型的平底瓷盘或玻璃盘内,试样的内表面朝上,在室温下加入 25% ( V/V )的硝酸,将试样块淹没。
酸将使试样表面沉积物浮起,当酸液变成蓝色时,应将试样块取出,并用去离子水冲洗,再回到酸液中洗去试样块上的任何微小物质。
B.3 碳膜的测定试样块在酸中的反应应用 10 倍的放大镜观察。
开始的观察将评定材料在酸中的反应是否形成了一层膜或微小的物质。