G72指令
- 格式:doc
- 大小:99.00 KB
- 文档页数:5

1. 外圆粗加工复合循环(G71)指令格式 G71 UΔd ReG71 Pns Qnf UΔu WΔw Ff Ss Tt指令功能切除棒料毛坯大部分加工余量,切削是沿平行Z轴方向进行,见图1,图1 外圆粗加工循环A为循环起点,A-A'-B为精加工路线。
指令说明Δd表示每次切削深度(半径值),无正负号;e表示退刀量(半径值),无正负号;ns表示精加工路线第一个程序段的顺序号;nf表示精加工路线最后一个程序段的顺序号;Δu表示X方向的精加工余量,直径值;Δw表示Z方向的精加工余量。
使用循环指令编程,首先要确定换刀点、循环点A、切削始点A’和切削终点B的坐标位置。
为节省数控机床的辅助工作时间,从换刀点至循环点A使用G00快速定位指令,循环点A 的X坐标位于毛坯尺寸之外,Z坐标值与切削始点A’的Z坐标值相同。
其次,按照外圆粗加工循环的指令格式和加工工艺要求写出G71指令程序段,在循环指令中有两个地址符U,前一个表示背吃刀量,后一个表示X方向的精加工余量。
在程序段中有P、Q地址符,则地址符U表示X方向的精加工余量,反之表示背吃刀量。
背吃刀量无负值A’→B是工件的轮廓线,A→A’→B为精加工路线,粗加工时刀具从A点后退Δu /2、Δw,即自动留出精加工余量。
顺序号ns至nf之间的程序段描述刀具切削加工的路线例题1 图2所示,运用外圆粗加工循环指令编程。
图2 外圆粗加工循环应用N010 G50 X150 Z100N020 G00 X41 Z0N030 G71 U2 R1N040 G71 P50 Q120 U0.5 W0.2 F100N050 G01 X0N060 G03 X11 W-5.5 R5.5N070 G01 W-10N080 X17 W-10N090 W-15N100 G02 X29 W-7.348 R7.5N110 G01 W-12.652N120 X41N130 G70 P50 Q120 F302. 面粗加工复合循环(G72)指令格式 G72 WΔd ReG72 Pns Qnf UΔu WΔw Ff Ss Tt指令功能除切削是沿平行X轴方向进行外,该指令功能与G71相同,见图3。


项目2-5 轴类零件的外径粗精加工★项目内容及要求:1,通过本次学习训练,要求掌握G71/G72指令作用、格式、所带参数含义、编程方法。
2,学习后能正确使用G71/G72指令编程。
★项目理论知识点:项目基础知识一外径粗车复合循环G71指令一、G71指令:外径粗车复合循环1、G71指令格式及意义:用于粗、精车工件外径。
G71 U R P (ns)Q(nf) X Z FN(ns) …………N(nf) ……各参数含义:U—切削深度(背吃刀量、每次切削量),半径值,无正负号,图2-5-1中的△d。
R—每次退刀量,半径值,无正负,图2-5-1中的e;ns—精加工路线中第一个程序段的顺序号;nf--精加工路线中最后一个程序段的顺序号;X—X方向精加工余量,直径值,图2-5-1中的△u,一般取0.4mm;Z—Z方向精加工余量, 图2-5-1中的△w,一般取0.2mm;F—进给速度(mm/min)2、G71动作运动轨迹:在图2-5-1中:(只绘制了工件的下半部分)C——循环起点实线——进刀路线虚线——退刀路线XZ轴的交点为编程原点图2-5-13、使用G71编程时的说明:(1)应用G71前必须设一循环起点,图图2-5-1中的C点。
(2)G71程序段本身不进行精加工,粗加工是按后续程序段ns~nf给定的精加工编程轨迹A→A′→B→B′,沿平行于Z轴方向进行。
(3)G71程序段不能省略除F、S、T以外的地址符。
G71程序段中的F、S、T只在循环时有效,精加工时处于ns到nf程序段之间的F、S、T有效。
(4)循环中的第一个程序段(即ns段)必须包含G00或G01指令,即A→A′的动作必须是直线或点定位运动,但不能有Z轴方向上的移动。
(5) ns到nf程序段中,不能包含有子程序。
(6)G71循环时可以进行刀具位置补偿,但不能进行刀尖半径补偿。
因此在G71指令前必须用G40取消原有的刀尖半径补偿。
在ns到nf程序段中可以含有G41或G42指令,对精车轨迹进行刀尖半径补偿。

g72端面编程实例G72端面编程是数控加工中常用的一种加工方式,它可以实现对工件两端之一进行自动切削加工。
下面以一个实例来演示G72端面编程的具体使用方法。
1. 首先,我们需要设置工件的坐标系和零点。
假设工件的坐标系为绝对坐标系,零点设在工件的左端点处。
2. 接着,我们需要设置刀具的切入点和切削方向。
假设刀具切入点为工件左侧5mm处,切削方向为从左向右。
3. 接下来,我们可以开始编写G72端面加工指令。
假设工件的长度为100mm,切削深度为2mm,切削速度为800mm/min,进给速度为200mm/min,切削宽度为10mm。
4. 首先,我们需要使用G90指令将加工坐标系设置为绝对坐标系。
指令格式为:G90。
5. 然后,我们需要使用G72指令设置端面加工参数。
指令格式为:G72 X切入点Z切入点P切削深度Q切削宽度I切削方向。
例如:G72 X5. Z0. P2. Q10. I1.6. 接着,我们需要使用G00指令将刀具移动到切入点。
指令格式为:G00 X切入点Z切入点。
例如:G00 X5. Z0.7. 然后,我们需要使用G01指令进行切削。
指令格式为:G01 X切削终点F 切削速度。
例如:G01 X95. F800.8. 最后,我们需要使用G00指令将刀具移动到安全位置。
指令格式为:G00 X 安全位置Z安全位置。
例如:G00 X5. Z5.通过以上步骤,我们就可以完成对工件左端点到5mm处的端面切削加工。
需要注意的是,实际应用中,G72端面编程的参数需要根据具体的工件和刀具进行调整和优化,以获得最佳的加工效果。
G72端面循环编程实例
1. 任务概述
本文将介绍G72端面循环编程实例的相关内容。
G72是一种数控加工中的固定循环,用于在机床上对工件进行端面加工。
通过学习和理解G72端面循环编程实例,我们可以掌握如何使用该固定循环来完成端面加工任务。
2. G72端面循环简介
G72是一种数控加工中的固定循环,用于在机床上对工件进行端面加工。
它通过指
定旋转刀具的切削轨迹和切削参数来完成加工任务。
G72端面循环的编程格式如下:N10 G72 P__ Q__ R__
其中,P表示每次进给量;Q表示每次切削量;R表示每次重复次数。
3. 编程实例
下面我们将通过一个编程实例来演示如何使用G72端面循环进行端面加工。
假设我们需要对一个直径为100mm的圆柱体进行端面加工,要求每次进给量为1mm,每次切削量为0.5mm,重复3次。
首先,在程序开头设置好坐标系,并将刀具移动到起始位置:
N10 G90 G54 G17 G40 G49 G80
N20 G0 X100 Y0 Z10
然后,使用G72端面循环进行加工:
N30 G72 P1 Q0.5 R3
在加工过程中,G72指令会使刀具按照指定的切削轨迹进行移动,并根据进给量和
切削量来控制每次切削的深度和速度。
最后,结束加工并将刀具移回安全位置:
N40 M30
4. 完整程序示例
```G-code
N10 G90 G54 G17 G40 G49 G80 N20 G0 X100 Y0 Z10
N30 G72 P1 Q0.5 R3
N40 M30。
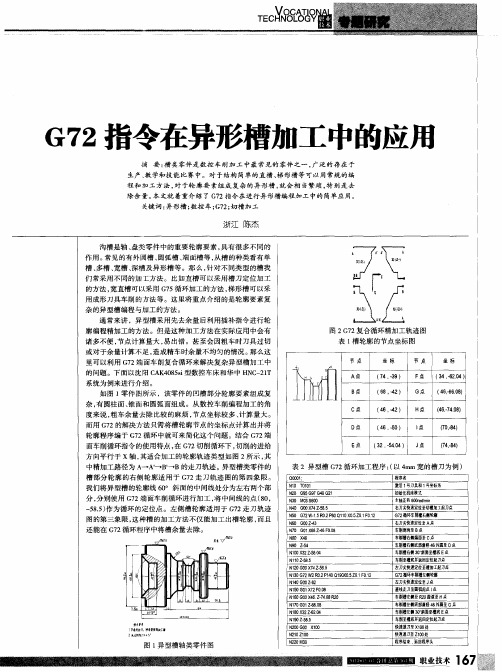
ExperienceIM· 55 ·对G72指令在数控车床加工编程方法的研究,分析了数控车床各种沟槽的不同加工方法,比较了G72、G73和G75指令加工沟槽的特性,分析了编程加工时的注意事项。
结合加工实例,阐明了G72指令在数控车削复杂沟槽零件时的编程方法和技巧。
G72加工复杂沟槽的独特效能证明,熟练掌握和灵活运用编程指令,是提高加工效率的重要途径。
一、引言FANUC 系统数控车床在生产加工中已得到广泛使用,零件编程加工时,常用循环指令:G71、G72和G73指令,使用时比较简单实用。
在生产加工中, 沟槽加工也是数控车常见的加工方法之一,加工中会遇到各种形状的沟槽。
在FANUC 数控系统中,切削沟槽常使用G75循环指令,但是G75只适合切削简单的直沟槽。
当加工需一次完成斜槽或者槽肩和槽根处有倒角、倒圆角的复杂槽型时,G75指令就不再适合,无法加工了。
G73指令可加工复杂沟槽,但由于加工时刀具是沿工件表面轮廓层层深入加工,空行程很多,加工效率极低。
宏程序也可加工复杂沟槽,但编程复杂,使用不方便。
G72指令却可以简单方便完成复杂沟槽加工。
二、G72指令沟槽加工FANUC-0i 系统数控车床G72代码指令是端面复合循环加工指令, 主要用于盘类零件的加工,是轴向进给,径向切削的端面的加工循环指令。
G72指令的功能,根据加工工件、刀具不同,加工范围也不同。
在实际生产中,通常采用切削刃平行与轴线的90°偏刀,对轴向尺寸精度相对要求较高、径向尺寸精度要求较低,零件轮廓外形是单调递增或单调递减,直径相差较大的盘套类零件毛坯进行车削加工。
内孔则采用刀刃平行于轴线的镗孔刀,加工G72指令在数控车床加工复杂沟槽的研究撰文/江苏科技大学工程训练中心 洪超 吴萍长度短、直径差大的零件端面。
从指令定义上理解它与沟槽加工无任何关系。
但是G72指令切削方向与沟槽的切削方向相同, 而且它可以进行曲面轮廓的描述加工。
西安工程技术(技师)学院
陕西省明德职业中等学校
理论课教案
任课教师:向成刚
端面粗车复合循环指令G72 新课讲授:FANUC系统提供了六个人性化的多重复合循环,可以满足实际生产中一般零件的加工需求。
今天学习端面粗车复合循环指令G72。
新课讲授:
G72 —端面粗车复合循环指令
1、概述:G72指令称为端面粗车复合循环指令。
端面粗车复合循环指令的含义与G71类似,不同之处是刀具平行于X轴方向切削,它是从外径方向向轴心方向切削端面的粗车循环,该循环方式适用于长径比较小的盘类工件端面粗车。
如用93°外圆车刀,其端面切削刃为
G72指令段内部参数示意图
2、指令格式
端面粗车复合循环指令格式:
G72 W(△d) R(e);
G72 P(ns) Q(nf)U(△u) W(△w) F(f) S(s) T(t);
N(ns)……;
……;
……;
…F__;
…S__;
…T__;
N(nf)……;
式中△d —每次循环的切削深度,模态值,直到下个指定之前均有效。
也可以用参数指定。
根据程序指令,参数中的值也变化,
单位为mm。
e —每次切削的退刀量。
模态值,在下次指定之前均有效。
也可
以用参数指定。
根据程序指令,参数中的值也变化。
ns —精加工路径第一程序段的顺序号(行号)。
nf —精加工路径最后程序段的顺序号(行号)。
△u —X方向精加工余量。
△w —Z方向精加工余量。
f , s , t :在G72程序段中指令,在顺序号为ns到顺序号为nf 的程序段中粗车时使用的F、S、T功能。
3、说明
①在A→A′之间的刀具轨迹,在顺序号ns的程序段中指定,可以用G00或G01指令,但不能指定X轴的运动。
当用GOO指定时,A→A′为快速移动,当用GO1指定时,A→A′为切削进给移动。
②在A′→B之间的零件形状,X轴和Z轴都必须是单调增大或单调减小的轮廓。
这是Ⅰ型端面粗车循环的关键。
有的系统还提供了Ⅱ型端面粗车循环功能。
③G72指令必须带有P、Q地址ns、nf,且与精加工路径起、止顺
序号对应,否则不能进行该循环加工。
④在顺序号为ns到顺序号为nf的程序段中,不能调用子程序。
⑤在程序指令时,A点在G72程序段之前指令。
在循环开始时,刀具首先由A点退回到C点,移动△u/2和△w的距离。
刀具从C点平行于 A A′移动△d,开始第一刀的端面粗车循环。
第一步的移动,是用G00还是用G01,由顺序号ns中的代码决定,当ns中用G00时,这个移动就用G00, 当ns中用G01时,这个移动就用G01。
第二步切削运动用G01,当到达本程序段终点时,以与X轴成45°夹角的方向退出。
第四步以离开切削表面e的距离快速返回到X轴的出发点。
再以切深为△d进行第二刀切削,当达到精车留量时,沿精加工留量轮廓DE 加工一刀,使精车留量均匀。
最后从E点快速返回到A点,完成一个粗车循环。
⑹当顺序号ns程序段用G00移动时,在指令A点时,必须保证刀具在X方向上位于零件之外。
顺序号ns的程序段,不仅用于粗车,还要用于精车时进刀,一定要保证进刀的安全。
4、编程示例
例1用G72指令编程加工如图中的外轮廓。
小结:G72指令适用于编程加工盘类零件,它只能用于编程加工轮廓是单调的零件。
但在实际生产中应用非常广泛,希望大家深刻理解指令中参数的含义并能灵活应用。
布置作业:作业为自拟题。