G代码的详细解释(主要是车床)
- 格式:docx
- 大小:121.14 KB
- 文档页数:12
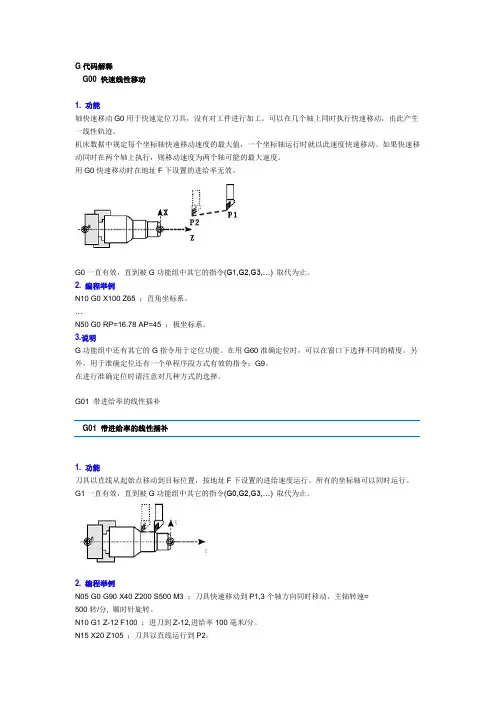
G代码解释G00 快速线性移动1. 功能轴快速移动G0用于快速定位刀具,没有对工件进行加工。
可以在几个轴上同时执行快速移动,由此产生一线性轨迹。
机床数据中规定每个坐标轴快速移动速度的最大值,一个坐标轴运行时就以此速度快速移动。
如果快速移动同时在两个轴上执行,则移动速度为两个轴可能的最大速度。
用G0快速移动时在地址F下设置的进给率无效。
G0一直有效,直到被G功能组中其它的指令(G1,G2,G3,…) 取代为止。
2. 编程举例N10 G0 X100 Z65 ;直角坐标系。
…N50 G0 RP=16.78 AP=45 ;极坐标系。
3.说明G功能组中还有其它的G指令用于定位功能。
在用G60准确定位时,可以在窗口下选择不同的精度。
另外,用于准确定位还有一个单程序段方式有效的指令:G9。
在进行准确定位时请注意对几种方式的选择。
G01 带进给率的线性插补G01 带进给率的线性插补1. 功能刀具以直线从起始点移动到目标位置,按地址F下设置的进给速度运行。
所有的坐标轴可以同时运行。
G1一直有效,直到被G功能组中其它的指令(G0,G2,G3,…) 取代为止。
2. 编程举例N05 G0 G90 X40 Z200 S500 M3 ;刀具快速移动到P1,3个轴方向同时移动,主轴转速=500转/分, 顺时针旋转。
N10 G1 Z-12 F100 ;进刀到Z-12,进给率100毫米/分。
N15 X20 Z105 ;刀具以直线运行到P2。
N20 Z80 ;快速移动空运行。
N25 G0 Z100 ;快速移动空运行。
N30 M2 ;程序结束。
G02/G03 圆弧插补1. 功能刀具以圆弧轨迹从起始点移动到终点,方向由G指令确定:G2 顺时针方向G3 逆时针方向G2和G3一直有效,直到被G功能组中其它的指令(G0,G1,…)取代为止。
说明:其它的圆弧编程方法有:CT –圆弧用切线连接CIP –通过中间点的圆弧2. 编程G2/G3 X… Z… I… J… ;圆心和终点G2/G3 CR=… X… Z… ;半径和终点G2/G3 AR=… I… J… ;张角和圆心G2/G3 AR=… X… J… ;张角和终点G2/G3 AP=… RP=… ;极坐标和极点圆弧说明: 其它的圆弧编程方法有:CT –圆弧用切线连接CIT –通过中间点的圆弧3. 编程举例圆心坐标和终点坐标举例:N5 G90 Z30 X40 ;用于N10的圆弧起始点N10 G2 Z50 X40 K10 I-7 ;终点和圆心终点和半径尺寸举例:N5 G90 Z30 X40 ;用于N10的圆弧起始点N10 G2 Z50 X40 CR=12.207 ;终点和半径说明:CR数值前带负号“-” 表明所选插补圆弧段大于半圆。

FANUC车床G代码切螺纹(G32)1、格式G32 X(U)_Z(W)_F_;G32 X(U) _Z(W)_E_;F--螺纹导程设置E--螺距(毫米)X(U)__ Z(W)__螺纹切削的终点坐标值在编制切螺纹程序时应当带主轴转速RPM均匀控制的功能(G97),并且要考虑螺距部分的某些特性。
在螺纹切削方式下移动速率控制和主轴速率控制功能将被忽略。
而且在送进保持按钮起作用时,其移动进程在完成一个切削循环后就停止了。
X省略时为圆柱螺纹切削,Z 省略时为端面螺纹切削;X、Z均布省略时为锥螺纹切削;F为导程。
螺纹切削应注意在两端设置足够的升速进刀段和降速退刀段。
2、举例G00 X29.4;(1循环切削)G32 Z-23. F0.2;G00 X32;Z4;X29;(2切削循环)G32 Z-23. F0.2;G00 X32;Z4刀具直径偏置功能(G40/G41/G42)精加工循环(G70)G7l U(△d) R(e);G71 P(ns) Q(nƒ) u(△u) W(△ω) F(ƒ) S(s) T(t);G70 P(ns) Q(nƒ);格式中,△d为切削深度(半径值指定,不带正负符号,且为模态指令);e为退刀量(模态指令);ns为精车程序段的开始段落号;nƒ为精车程序段的结束段落号;△u为x轴方向的精车余量(有正负符号,直径指令);△ω为z轴方向的精车余量(有正负符号);ƒ、s、t为粗加工循环中的进给速度、主轴转速及刀具功能;G70为精车循环,该命令不能单独使用,需在粗车复合循环指令之后。
精加工时,G71等中的F、S、T指令无效,只有在ns~nf中的才有效。
该指令执行如图所示的粗加工和精加工,其中其精加工路径为A→A′→B′→B的轨迹。
1.采用复合固定循环需设置一个循环起点,刀具按照数控系统安排的路径一层一层按照直线插补形式分刀车削成阶梯形状,最后沿着粗车轮廓车削一刀,然后返回到循环起点完成粗车循环。
G代码一览表G 代码是数控编程中用于控制机床运动和功能的指令代码。
在数控机床的加工过程中,正确理解和运用 G 代码至关重要。
下面为您详细列出常见的 G 代码及其功能。
G00:快速定位这个代码用于将刀具快速移动到指定的位置,其移动速度是机床设定的最快速度,通常不进行切削加工。
G01:直线插补它能让刀具沿着直线轨迹进行切削加工,需要指定移动的终点坐标和进给速度。
G02:顺时针圆弧插补用于指定顺时针方向的圆弧加工路径,需要给定圆弧的终点坐标、圆心坐标或者半径,以及切削进给速度。
G03:逆时针圆弧插补与 G02 相反,用于逆时针方向的圆弧加工。
G04:暂停在程序执行过程中,使用 G04 可以让刀具在指定的时间内暂停动作,常用于给加工留出足够的时间,如让切削液充分冷却工件等。
G17、G18、G19:平面选择G17 选择 XY 平面,G18 选择 XZ 平面,G19 选择 YZ 平面。
这决定了后续圆弧插补等指令所参考的平面。
G20、G21:单位设定G20 设定单位为英寸,G21 设定单位为毫米。
G28:返回参考点使刀具自动返回机床设定的参考点。
G30:返回第二、第三和第四参考点除了常见的第一参考点,机床还可以设定多个参考点,通过 G30 指令可以返回指定的参考点。
G40、G41、G42:刀具半径补偿G40 取消刀具半径补偿,G41 为左补偿,G42 为右补偿。
在进行轮廓加工时,根据刀具与工件的相对位置选择合适的补偿方式,以确保加工精度。
G43、G44、G49:刀具长度补偿G43 为正补偿,G44 为负补偿,G49 取消刀具长度补偿。
用于补偿刀具长度的差异,确保加工深度的准确性。
G50:坐标系设定可以设定工件坐标系的坐标原点和坐标轴的最大值、最小值。
G54 G59:工件坐标系选择预先设定多个工件坐标系,通过这些代码可以快速切换使用。
G70:精车循环用于进行精加工。
G71:外圆粗车循环适用于外圆的粗加工。
G72:端面粗车循环针对端面进行粗加工。
一.指令集(X向如X、U等的编程量均采用直径量)G00:快速定位指令。
格式为G00? X(U)Z(W),X、Z为绝对编程时的目标点,U、W为相对编程时的目标点。
两轴同时以机床最快速度开始运动,但不一定同时停止,即合成刀具轨迹并不一定是直线。
本系统可以混合编程,如G00? X W。
G01:直线插补指令。
格式为G01? X(U)Z(W)F,X、Z为绝对编程时的目标点,U、W为相对编程时的目标点,F值为插补速度,单位是mm/min或mm/r,具体取决于设定为G98还是G99。
G02:顺圆插补指令。
格式为G02? X(U)Z(W)R(I K)F,X、Z为绝对编程时的目标点,U、W为相对编程时的目标点,R为半径(仅用于劣弧编程),I、K为圆心的X、Z坐标,F值为插补速度,单位是mm/min或mm/r,具体取决于设定为G98还是G99。
注:I采用半径量,I、K始终为相对量编程。
G03:逆圆插补指令。
格式为G03? X(U)Z(W)R(I K)F,X、Z为绝对编程时的目标点,U、W为相对编程时的目标点,R为半径(仅用于劣弧编程),I、K为圆心的X、Z坐标,F值为插补速度,单位是mm/min或mm/r,具体取决于设定为G98还是G99。
注:I采用半径量,I、K始终为相对量编程。
?G04:暂停指令。
格式为G04 P(X U ) ,采用P时(不能用小数点),时间单位为ms,X、U 时,时间单位为s。
最大延时9999.999s。
G20:英制单位设定指令。
G21:公制单位设定指令。
注意:某程序若不指定G20、G21,则采用上次关机时的设定值。
G27:返回参考点检测指令。
格式为G27? X(U)Z(W)T0000,本指令执行前必须使刀架回零一次。
若指定的两个坐标值分别是机床参考点的坐标值,且机床面板上的两个回零参考点指示灯都亮,则说明机床零点正确。
否则,机床定位误差过大。
G28:返回参考点指令。
格式为G28? X(U)Z(W)T0000,若机床启动后回过零点,则本指令的执行使刀架经过指定点回零,否则经过指定点移动至系统加电时的位置。
数控车床G代码.txt G03:逆圆插补指令。
格式为G03? X(U)Z(W)R(I K ) F ,X、Z为绝对编程时的目标点,U、W为相对编程时的目标点,R为半径(仅用于劣弧编程),I、K为圆心的X、Z坐标,F值为插补速度,单位是mm/min或mm/r,具体取决于设定为G98还是G99。
注:I采用半径量,I、K始终为相对量编程。
?G04:暂停指令。
格式为G04 P(X U ) ,采用P时(不能用小数点),时间单位为ms,X、U时,时间单位为s。
最大延时9999.999s。
G20:英制单位设定指令。
G21:公制单位设定指令。
注意:某程序若不指定G20、G21,则采用上次关机时的设定值。
G27:返回参考点检测指令。
格式为G27? X(U)Z(W)T0000,本指令执行前必须使刀架回零一次。
若指定的两个坐标值分别是机床参考点的坐标值,且机床面板上的两个回零参考点指示灯都亮,则说明机床零点正确。
否则,机床定位误差过大。
G28:返回参考点指令。
格式为G28? X(U)Z(W)T0000,若机床启动后回过零点,则本指令的执行使刀架经过指定点回零,否则经过指定点移动至系统加电时的位置。
G32:螺纹切削指令。
G32 X(U)Z(W) F ,F为螺纹长轴方向的导程(即进给速度采用mm/r)。
G50:工件坐标系设定或主轴转速钳制指令。
格式为G00? X Z (坐标系设定),或G50 S(转速钳制)。
前者,XZ值为机床零点在设定的工件坐标系中的坐标;后者,S为最高转速。
G70:精加工复合循环。
格式为G70 P Q S F ,其中P等于精加工程序段开始编号,Q等于精加工程序段结束编号。
G71:粗加工复合循环。
格式为G71 U R ,其中U等于X向吃刀量或切深,R等于退刀量,均为半径值。
?G71 P Q U W S F ,其中P等于精加工程序段开始编号,Q等于精加工程序段结束编号,U等于X向精加工余量的直径值,W等于Z向精加工余量,S为主轴转速,F为进给速度。
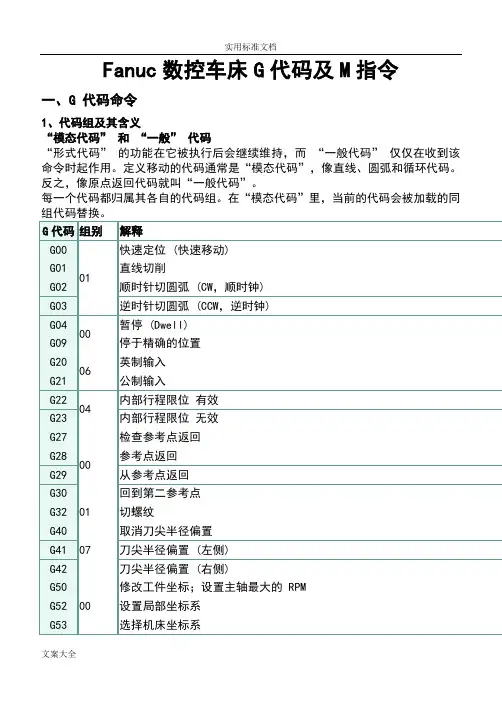
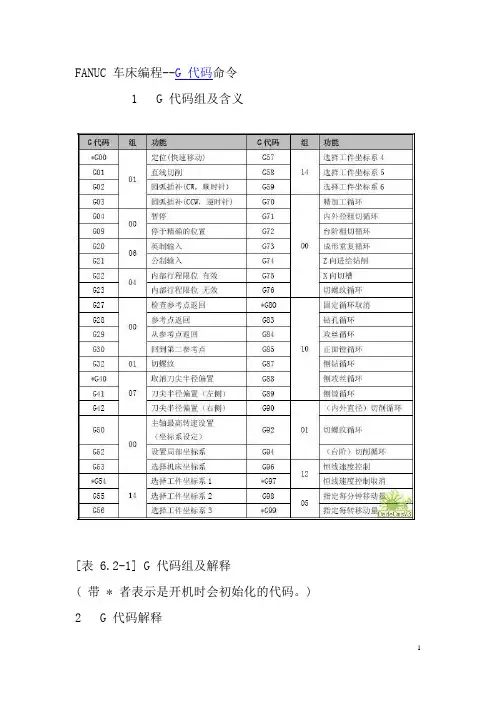
Fanuc数控车床G代码及M指令一、G 代码命令1、代码组及其含义“模态代码”和“一般”代码“形式代码”的功能在它被执行后会继续维持,而“一般代码”仅仅在收到该命令时起作用。
定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。
反之,像原点返回代码就叫“一般代码”。
每一个代码都归属其各自的代码组。
在“模态代码”里,当前的代码会被加载的同2、代码解释:G00 定位1. 格式G00 X_ Z_这个命令把刀具从当前位置移动到命令指定的位置 (在绝对坐标方式下),或者移动到某个距离处 (在增量坐标方式下)。
2. 非直线切削形式的定位我们的定义是:采用独立的快速移动速率来决定每一个轴的位置。
刀具路径不是直线,根据到达的顺序,机器轴依次停止在命令指定的位置。
3. 直线定位刀具路径类似直线切削(G01) 那样,以最短的时间(不超过每一个轴快速移动速率)定位于要求的位置。
4. 举例N10 G0 X100 Z65G01 直线插补1. 格式G01 X(U)_ Z(W)_ F_ ;直线插补以直线方式和命令给定的移动速率从当前位置移动到命令位置。
X, Z: 要求移动到的位置的绝对坐标值。
U,W: 要求移动到的位置的增量坐标值。
2. 举例①绝对坐标程序G01 X50. Z75. F0.2 ;X100.;②增量坐标程序G01 U0.0 W-75. F0.2 ;U50.G02/G03 圆弧插补 (G02, G03)1. 格式G02(G03) X(U)__Z(W)__I__K__F__ ;G02(G03) X(U)__Z(W)__R__F__ ;G02 –顺时钟 (CW) 凹圆G03 –逆时钟 (CCW) 凸圆X, Z –在坐标系里的终点U, W –起点与终点之间的距离I, K –从起点到中心点的矢量 (半径值)R –圆弧范围 (最大180 度)。
2. 举例①绝对坐标系程序G02 X100. Z90. I50. K0. F0.2或G02 X100. Z90. R50. F02;②增量坐标系程序G02 U20. W-30. I50. K0. F0.2;或G02 U20. W-30. R50. F0.2;G30 第二原点返回 (G30)坐标系能够用第二原点功能来设置。
数控车床G代码对照表数控车床G代码对照表举报不良信息上一篇/ 下一篇/ 日志列表2009-06-20 14:03:58.0SINUMERIK G代码地址含义赋值说明编程D 刀具刀补号0…9整数,不带符号用于某个刀具T…的补偿参数:D0表示补偿值=0一个刀具最多有9个D号D… F 0.001…99 999.999 刀具/工件的进给速度,对应G94或G95,单位分别为毫米/分钟或毫米/转F… F 进给率(与G4 一起可以编程停留时间) 0.001…99 999.999 停留时间,单位秒G4 F… 单独运行G G功能(准备功能字) 已事先规定G功能按G功能组划分,一个程序段中只能有一个G功能组中的一个G功能指令。
G 功能按模态有效(直到被同组中其它功能替代),或者以程序段方式有效。
G功能组:G… G0 快速移动1:运动指令G0 X…Z… G1 直线插补(插补方式) 模态有效G1 X…Z…F… G2 顺时针圆弧插补G2 X…Z…I…K…… ;圆心和终点G2 X…CR=…F… ;半径和终点G2 AR=…I…F… ;张角和圆心G2 AR=…X…F… ;张角和终点G3 逆时针园弧插补G3….; 其它同G2 CIP 中间点圆弧插补CIPX…Z…I1=…K1=…F… G33 恒螺距的螺纹切削S… M… ;主轴转速,方向G33Z…K… 在Z轴方向上带补偿夹具攻丝. G331 不带补偿夹具切削内螺纹N10 SPOS= 主轴处于位置调节状态N20 G331 Z…K… S… ;在Z轴方向不带补偿夹具攻丝;右旋螺纹或左旋螺纹通过螺距的符号(比如K+) 确定: +: 同M3 -: 同M4 G332 不带补偿夹具切削内螺纹. 退刀G332 Z… K… ;不带补偿夹具切削螺纹. Z退刀;螺距符号同G331 CT 带切线的过渡圆弧插补N10… N20 CT Z… X…F. 圆弧以前一段切线为过渡. G4 快速移动2: 特殊运行,程序段方式有效G4 F…或G4 S….;自身程序段G63 快速移动G63 Z…F…S…M… G74 回参考点G74X…Z… ;自身程序段G75 回固定点G75X…Z… ;自身程序段TRANS 可编程的偏置3: 写存储器,程序段方式有效TRANSX…Z…自身程序段ROT 可编程的旋转ROT RPL=… ;在当前平面中旋转G17到G19 SCALE 可编程比例系数SCALEX…Z…在所给定轴方向比例系数,自身程序段MIRROR 可编程镜像功能MIRROR X0 改变方向的坐标轴,自身程序段ATRANS 附加可编程的偏置ATRANSX…Z…自身程序段AROT 附加可编程的旋转AROT RPL=… ;在当前平面中旋转G17到G19 ASCALE 附加可编程比例系数ASCALEX…Z…在所给定轴方向比例系数,自身程序段AMIRROR 附加可编程镜像功能AMIRROR X0 改变方向的坐标轴,自身程序段G25 主轴转速下限G25S… ;自身程序段G25 X…Z…;自身程序段G26 主轴转速上限G26S… ;自身程序段G26 X…Z…;自身程序段G17 (在加工中心孔时要求) 6: 平面选择G17…所在平面的垂直轴为刀具长度补偿轴G18* Z/X平面模态有效G40 刀尖半径补偿方式的取消7: 刀尖半径补偿模态有效G41 调用刀尖半径补偿, 刀具在轮廓左侧移动G42 调用刀尖半径补偿, 刀具在轮廓右侧移动G500 取消可设定零点偏置8: 可设定零点偏置模态有效G54 第一可设定零点偏置G55 第二可设定零点偏置G56 第三可设定零点偏置G57 第四可设定零点偏置G58 第五可设定零点偏置G59 第六可设定零点偏置G53 按程序段方式取消可设定零点偏置9: 取消可设定零点偏置段方式有效G153 按程序段方式取消可设定零点偏置,包括框架G60* 准确定位10:定位性能模态有效G64 连续路径方式G9 准确定位,单程序段有效11:程序段方式准停段方式有效G601 在G60,G9方式下准确定位,精12:准停窗口模态有效G602 在G60,G9方式下准确定位,粗G70 英制尺寸13:英制/公制尺寸模态有效G71* 公制尺寸G700 英制尺寸,也用于进给率F G710 公制尺寸,也用于进给率F G90* 绝对尺寸14:绝对尺寸/增量尺寸模态有效G91 增量尺寸G94* 进给率F,单位毫米/分15:进给/主轴模态有效G95 主轴进给率F,单位毫米/转CFC 圆弧加工时打开进给率修调16:进给率修调偿模态有效CFTCP 关闭进给率修调G901 在圆弧段进给补偿“开” G900 进给补偿“关” G450 圆弧过渡18:刀尖半径补偿时拐角特性模态有效G451 等距线的交点BRISK 轨迹跳跃加速21:加速度特性模态有效SOFT* 轨迹平滑加速FFOWF 预控关闭预控模态有效FFOWN* 预控打开WALIMON* 工作区域限制生效工作区域限制模态有效适用于所有轴,通过设定数据激活;值通过G25,G26设置WALIMOF 工作区域限制取消G920* 西门子方式其它NC语言G921 其它方式模态有效带* 的功能在程序启动时生效(如果没有编程新的内容,指用于“铣削” 时的系统变量). H H0= T0 H9999 H功能±0.000001…9999.9 999(8个十进制数据位)或使用指数形式用于传送到PLC的数值,其定义由机床制造厂家确定。
数控车床代码大全及使用方法数控车床是一种自动化加工设备,通过预先编写好的代码来控制机床进行加工操作。
在数控车床代码大全中,包含了各种常用的G代码和M代码,用于控制车床的各项功能。
下面将介绍一些常用的数控车床代码及其使用方法。
1. G代码:G代码用于控制加工过程中的各种运动方式,如刀具的直线或曲线运动、进给速度的调整等。
常用的G代码有:- G00:快速定位,用于将刀具迅速移动到指定位置,不进行加工。
- G01:直线插补,用于控制刀具按直线路径进行加工。
- G02/G03:圆弧插补,用于控制刀具按圆弧路径进行加工,G02表示顺时针方向,G03表示逆时针方向。
- G90:绝对定位,用于以机床坐标系中的绝对坐标进行加工。
- G91:增量定位,用于以刀具当前位置为基准,按照增量值进行加工。
2. M代码:M代码用于控制机床的一些辅助功能,如切割润滑、切削进给等。
常用的M代码有:- M03:主轴正转,开启主轴旋转。
- M04:主轴反转,反转主轴旋转。
- M05:主轴停止,停止主轴旋转。
- M08:冷却液开启,开启切削液供给。
- M09:冷却液关闭,关闭切削液供给。
在使用数控车床代码时,首先需要了解机床的坐标系和工件坐标系。
机床坐标系是机床固有的坐标系,而工件坐标系是以工件作为参考的坐标系。
在编写代码时,需要根据加工需要选择合适的坐标系。
其次,需要了解数控车床控制系统的具体操作界面,如何编辑和输入代码。
通常可以通过专门的数控编程软件进行代码编辑,并通过U盘或网络传输到机床控制系统。
另外,在编写代码时需要注意安全性和合理性。
合理设置切削参数、进给速度、切削深度等,以避免加工过程中出现问题。
总之,数控车床代码是控制机床加工操作的重要工具。
通过掌握常用的G代码和M代码,并了解其使用方法,可以更好地利用数控车床进行加工操作,提高加工效率和质量。
FANUC数控G代码,常用M代码:代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给功能详解G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
共分四部分: 1. 代码名称-功能简述2.功能详解3.注意事项4.其他一.代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G06------抛物线插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G10------数据设置G16------极坐标编程G17------加工XY平面G18------加工XZ平面G19------加工YZ平面G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G34------增螺距螺纹切削G35------减螺距螺纹切削G40------刀具补偿/刀具偏置注销G41------刀具补偿——左G42------刀具补偿——右G43------刀具偏置——正G44------刀具偏置——负G45------刀具偏置+/+G46------刀具偏置+/-G47------刀具偏置-/-G48------刀具偏置-/+G49------刀具偏置0/+G50------刀具偏置0/-G51------刀具偏置+/0G52------刀具偏置-/0G53------直线偏移,注销G54------直线偏移xG55------直线偏移yG56------直线偏移zG57------直线偏移xyG58------直线偏移xzG59------直线偏移yzG60------准确路径方式(精)G61------准确路径方式(中)G62------准确路径方式(粗)G63------攻螺纹G68------刀具偏置,内角G69------刀具偏置,外角G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点) G75------返回编程坐标零点G76------车螺纹复合循环G80------固定循环注销G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G93------时间倒数,进给率G94------进给率,每分钟进给G95------进给率,每转进给G96------恒线速度控制G97------取消恒线速度控制FANUC数控系统的准备功能M代码及其功能M代码功能附注M00 程序停止非模态M01 程序选择停止非模态M02 程序结束非模态M03 主轴顺时针旋转模态M04 主轴逆时针旋转模态M05 主轴停止模态M06 换刀非模态M07 冷却液打开模态M08 冷却液关闭模态M30 程序结束并返回非模态M31 旁路互锁非模态M52 自动门打开模态M53 自动门关闭模态M74 错误检测功能打开模态M75 错误检测功能关闭模态M98 子程序调用模态M99 子程序调用返回模态G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
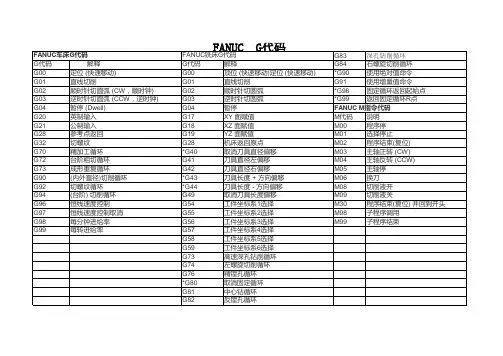
FANUC车床G代码
G00
定位(快速移动)
G01
直线切削
G02
顺时针切圆弧(CW,顺时钟)
G03
逆时针切圆弧(CCW,逆时钟)
G04
暂停(Dwell)
G09
停于精确的位置
G20
英制输入
G21
公制输入
G22
内部行程限位有效
G23
内部行程限位无效
G27
检查参考点返回
G28
参考点返回
G29
从参考点返回
G30
回到第二参考点
G32
切螺纹
G40
取消刀尖半径偏置
G41
刀尖半径偏置(左侧)
G42
刀尖半径偏置(右侧)
G50
修改工件坐标;设置主轴最大的RPM
G52
设置局部坐标系
G53
选择机床坐标系
G70
精加工循环
G71
内外径粗切循环
G72
台阶粗切循环
G73
成形重复循环
G74
Z向步进钻削
G75
X向切槽
G76
切螺纹循环
G80
取消固定循环
G83
钻孔循环
G84
攻丝循环
G85
正面镗孔循环
G87
侧面钻孔循环
G88
侧面攻丝循环
G89
侧面镗孔循环
G90
(内外直径)切削循环
G92
切螺纹循环
G94
(台阶)切削循环
G96
恒线速度控制
G97
恒线速度控制取消
G98
每分钟进给率
G99
每转进给率
支持宏程序编程。
g代码详解以及实例资料G代码是数控机床上常用的指令集,它用于控制机床运动轨迹、速度、进给等参数,以使加工零件满足特定要求。
在本文中,我们将详细介绍G代码的语法、功能和实例资料,帮助读者更好地理解和应用G代码。
一、G代码的语法G代码由字母和数字组成,每个代码都有特定的含义。
下面是几个常见的G代码:1. G00:快速定位指令,使工件快速移动到目标位置。
4. G04:延迟指令,使加工过程延迟一段时间后再执行后面的指令。
5. G20/G21:英制/公制指令,设置机床的计量单位。
除了以上几个示例,还有很多其他的G代码,每个代码都有其独特的功能。
通常,G代码还会与其他代码一起使用,例如M代码和T代码等。
1. 控制机床的运动轨迹和速度:G代码可以控制机床在三个坐标轴上的运动,确保工件按照预定路径、速度和加工精度进行加工。
2. 实现各种加工操作:G代码可以控制机床的工作状态,如切换工具、冷却液的打开和关闭、主轴速度的控制等,从而实现各种不同类型的加工操作。
3. 提高加工效率:G代码可以自动完成一系列加工过程,大大提高了生产效率,同时也降低了操作员的劳动强度和机床的故障率。
4. 保证加工精度:G代码支持任意精度的加工操作,可以随时进行精度修正,确保加工出来的零件符合设计要求。
三、G代码实例资料下面是一个G代码实例,它实现了一个简单的加工程序,包含了以下几个步骤:2. 切换工具:执行T0101指令,将主轴上的刀具切换为钻头。
3. 开启冷却液:执行M08指令,打开冷却水泵,为钻孔过程降温。
4. 钻孔:执行G01指令,按直线路径向工件孔位移动。
5. 关闭冷却液:执行M09指令,关闭冷却水泵,避免工件表面出现水印。
7. 铣削:执行G02指令,按圆形路径进行铣削操作。
代码如下:G00 X10.0 Y5.0 ; 移动至目标位置T0101 ; 切换为钻头M08 ; 打开冷却水泵G01 Z-10.0 F200 ; 按直线路径钻孔M09 ; 关闭冷却水泵T0202 ; 切换为铣刀G02 X20.0 Y10.0 I10.0 J0 ; 按圆形路径铣削总结:本文详细介绍了G代码的语法、功能和实例资料。
Fanuc数控车床G代码及M指令一、G 代码命令1、代码组及其含义“模态代码” 和“一般” 代码“形式代码” 的功能在它被执行后会继续维持,而“一般代码” 仅仅在收到该命令时起作用。
定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。
反之,像原点返回代码就叫“一般代码”。
每一个代码都归属其各自的代码组。
在“模态代码”里,当前的代码会被加载的同组代码替换。
G代码组别解释G00 01 定位 (快速移动)G01 直线切削G02 顺时针切圆弧 (CW,顺时钟)G03 逆时针切圆弧 (CCW,逆时钟)G0400 暂停 (Dwell)G09 停于精确的位置G2006 英制输入G21 公制输入G2204 内部行程限位有效G23 内部行程限位无效G2700 检查参考点返回G28 参考点返回G29 从参考点返回G30 回到第二参考点G32 01 切螺纹G4007 取消刀尖半径偏置G41 刀尖半径偏置 (左侧) G42 刀尖半径偏置 (右侧)G5000 修改工件坐标;设置主轴最大的 RPMG52 设置局部坐标系G53 选择机床坐标系G70 00 精加工循环G71 内外径粗切循环G72 台阶粗切循环G73 成形重复循环G74 Z 向步进钻削G75 X 向切槽G76 切螺纹循环G9001 (内外直径)切削循环G92 切螺纹循环G94 (台阶) 切削循环G9612 恒线速度控制G97 恒线速度控制取消G98 10 固定循环返回起始点2、代码解释:G00 定位1. 格式G00 X_ Z_这个命令把刀具从当前位置移动到命令指定的位置 (在绝对坐标方式下),或者移动到某个距离处 (在增量坐标方式下)。
2. 非直线切削形式的定位我们的定义是:采用独立的快速移动速率来决定每一个轴的位置。
刀具路径不是直线,根据到达的顺序,机器轴依次停止在命令指定的位置。
3. 直线定位刀具路径类似直线切削(G01) 那样,以最短的时间(不超过每一个轴快速移动速率)定位于要求的位置。
G 代码命令代码组及其含义“模态代码” 和“一般” 代码“形式代码” 的功能在它被执行后会继续维持,而“一般代码” 仅仅在收到该命令时起作用。
定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。
反之,像原点返回代码就叫“一般代码”。
每一个代码都归属其各自的代码组。
在“模态代码”里,当前的代码会被加载的同组代码替换。
G代码组别解释G00 01 定位 (快速移动)G01 直线切削G02 顺时针切圆弧 (CW,顺时钟)G03 逆时针切圆弧 (CCW,逆时钟)G04 00 暂停 (Dwell)G09 停于精确的位置G20 06 英制输入G21 公制输入G22 04 内部行程限位有效G23 内部行程限位无效G27 00 检查参考点返回G28 参考点返回G29 从参考点返回G30 回到第二参考点G32 01 切螺纹G40 07 取消刀尖半径偏置G41 刀尖半径偏置 (左侧)G42 刀尖半径偏置 (右侧)G50 00 修改工件坐标;设置主轴最大的 RPMG52 设置局部坐标系G53 选择机床坐标系G70 00 精加工循环G71 内外径粗切循环G72 台阶粗切循环G73 成形重复循环G74 Z 向步进钻削G75 X 向切槽G76 切螺纹循环G80 10 取消固定循环G83 钻孔循环G84 攻丝循环G85 正面镗孔循环G87 侧面钻孔循环G88 侧面攻丝循环G89 侧面镗孔循环G90 01 (内外直径)切削循环G92 切螺纹循环G94 (台阶) 切削循环G96 12 恒线速度控制G97 恒线速度控制取消G98 05 每分钟进给率G99 每转进给率代码解释G00 定位1. 格式 G00 X_ Z_ 这个命令把刀具从当前位置移动到命令指定的位置 (在绝对坐标方式下),或者移动到某个距离处 (在增量坐标方式下)。
2. 非直线切削形式的定位我们的定义是:采用独立的快速移动速率来决定每一个轴的位置。
刀具路径不是直线,根据到达的顺序,机器轴依次停止在命令指定的位置。
目錄車床程式製作指令說明3一、G碼指令說明31.1、G碼指令一覽表3 1.2、指令說明5 1.2.1G00:直線快速定位5 1.2.2G01:直線切削7 1.2.3G02、G03:圓弧切削9 1.2.4G04:暫停指令14 1.2.5G09:確實停止檢測15 1.2.6G10:可程式輸入補正量16 1.2.7G17、G18、G19:工作平面設定17 1.2.8G20:外(內)徑車削循環18 1.2.9G21:螺紋車削循環23 1.2.10G24:端面車削循環28 1.2.11G28:參考點復歸33 1.2.12G29:從參考點復歸34 1.2.13G30:任意參考點回歸35 1.2.14G31:跳越機能36 1.2.15G33:螺紋切削38 1.2.16G41、G42、G40:刀鼻半徑補正指令50 1.2.17G52:局部座標設定60 1.2.18G53:機械座標定位61 1.2.19G54...G59.9:工作座標系統設定62 1.2.20G65:單一巨集程式呼叫64 1.2.21G66、G67:模式巨集程式64 1.2.22G70/G71:英制/公制單位設定指令65 1.2.23小數點輸入65 1.2.24G72~G78:複式切削循環65 1.2.24G72:精車削循環66 1.2.25G73:橫向(外徑)粗車削循環70 1.2.26G74:徑向(端面)粗車削循環75 1.2.27G75:成形輪廓粗車削循環79 1.2.28G76:端面(Z軸)啄式加工循環82 1.2.29G77:橫向(X軸)啄式加工循環84 1.2.30G78:複合型螺紋切削固定循環86鑽孔用固定循環(G80~G89) 90 1.2.31G83/G87:正面/側面鑽孔循環93 1.2.32G84/G88:端面Z向/側面X向攻牙循環96 1.2.33G85/G89:正面/側面搪孔循環98 1.2.34G92:座標系設定/主軸最高轉速限制1001.2.35G94/G95:進給量單位設定101 1.3.36G96/G97:等表面線速度控制102 1.2.37轉角倒角,轉角倒圓角,直線角度(,C,R,A) 103 1.2.38刀具機能:T碼指令115 1.2.39主軸轉速機能:S碼指令1151.2.40進給機能:F碼指令115二、M碼指令說明:116附錄一:車床專用參數說明123附錄二:車床雙程式使用說明124車床程式製作指令說明一、G碼指令說明1.1、G碼指令一覽表1.2、指令說明1.2.1 G00:直線快速定位指令格式:G00 X(U) Z(W) ;X 、Z :指定點位置(絕對值方式) U 、W :指定點位置(增量值方式)說明:G00指令為快速移動之定位,只能作點到點之定位,而不能有任何切削動作,主要目地在節省無切削狀況的移動時間;在車床程式中,常使用在機械原點到工件切削起點行程,或工件切削結束點回到機械原點行程。
FANUC车床G代码切螺纹(G32)1、格式G32 X(U)_Z(W)_F_;G32 X(U) _Z(W)_E_;F--螺纹导程设置E--螺距(毫米)X(U)__ Z(W)__螺纹切削的终点坐标值在编制切螺纹程序时应当带主轴转速RPM均匀控制的功能(G97),并且要考虑螺距部分的某些特性。
在螺纹切削方式下移动速率控制和主轴速率控制功能将被忽略。
而且在送进保持按钮起作用时,其移动进程在完成一个切削循环后就停止了。
X省略时为圆柱螺纹切削,Z 省略时为端面螺纹切削;X、Z均布省略时为锥螺纹切削;F为导程。
螺纹切削应注意在两端设置足够的升速进刀段和降速退刀段。
2、举例G00 X29.4;(1循环切削)G32 Z-23. F0.2;G00 X32;Z4;X29;(2切削循环)G32 Z-23. F0.2;G00 X32;Z4刀具直径偏置功能(G40/G41/G42)精加工循环(G70)G7l U(△d) R(e);G71 P(ns) Q(nƒ) u(△u) W(△ω) F(ƒ) S(s) T(t);G70 P(ns) Q(nƒ);格式中,△d为切削深度(半径值指定,不带正负符号,且为模态指令);e为退刀量(模态指令);ns为精车程序段的开始段落号;nƒ为精车程序段的结束段落号;△u为x轴方向的精车余量(有正负符号,直径指令);△ω为z轴方向的精车余量(有正负符号);ƒ、s、t为粗加工循环中的进给速度、主轴转速及刀具功能;G70为精车循环,该命令不能单独使用,需在粗车复合循环指令之后。
精加工时,G71等中的F、S、T指令无效,只有在ns~nf中的才有效。
该指令执行如图所示的粗加工和精加工,其中其精加工路径为A→A′→B′→B的轨迹。
1.采用复合固定循环需设置一个循环起点,刀具按照数控系统安排的路径一层一层按照直线插补形式分刀车削成阶梯形状,最后沿着粗车轮廓车削一刀,然后返回到循环起点完成粗车循环。
2.零件轮廓必须符合X、Z轴方向同时单调增大或单调减少,即不可有内凹的轮廓外形;精加工程序段中的第一指令只能用G00或G01,且不可有Z轴方向移动指令。
3.G71指令也可用于内孔轮廓的粗车加工。
4.G71指令只是完成粗车程序,虽然程序中编制了精加工程序,目的只是为了定义零件轮廓,但并不执行精加工程序,只有执行G70时才完成精车程序。
以上只适用于Fanuc和广数980机床,但在华中系统中有些不同。
1、法兰克和980中此复合循环分粗车和精车程序段:其中粗车程序段格式:G71 U (Δd) R(e)G71 P(ns) Q(nf) U(Δu) W(Δw) F(f) S(s) T(t)精车程序段格式:G70 P(ns) Q(nf)如果粗车程序走完后要改变车削参数{主轴转速、进给速度、道具等等},可以在G70前或G70中指定。
一般来讲可以在G70前加上M05&M00,方便粗车完毕后测量,修正刀补值,然后执行G70精车程序。
2、华中系统中G71不分粗、精车。
格式:G71 U(Δd) R(e) P(ns) Q(nf) X(Δu) Z(Δw) F(f) S(s) T(t)在此系统中,粗车完毕后就执行精车程序。
华中G71程序一般模式:T#### 粗车刀具M03S### 粗车转速G00或G01定位G71 U (Δd) R(e) P(ns) Q(nf) X(Δu) Z(Δw) F(f) S(s) T(t)M03S#### 精车转速{G41或G42}+{G00或G01}调刀尖圆弧补偿N10G01X### 第一条不能用G02或G03,尽量不用G00靠近工件G01Z### 固定格式。
N20G01离开毛坯表面。
3、Fanuc和广数980机床零件轮廓必须符合X、Z轴方向同时单调增大或单调减少,而华中可以不满足几何形状单调性,意为华中系统可以用G71车X向凹轮廓。
4、华中系统车削不带凹轮廓时:G71 U (Δd) R(e) P(ns) Q(nf) X(Δu) Z(Δw) F(f) S(s) T(t)车削带凹轮廓时:G71 U (Δd) R(e) P(ns) Q(nf) E (Δu) F(f) S(s) T(t) 注意2者不同,5、余量Δu{ X(Δu)或E (Δu)} 车外圆时为正,车孔时为负。
这一点很关键。
6、应注意使用G71时,刀尖方位号的设定。
%3327N1 M03 S400 (主轴以400r/min正转)N2 T0101 (选定刀具,建立工件坐标系)N3 G0 X46 Z3 (刀具到循环起点位置)N4 G71U1.5R1P5Q13X0.4 Z0.1F100 (粗切量:1.5mm精切量:X0.4mm Z0.1mm)N5 G00 X0 (精加工轮廓起始行,到倒角延长线)N6 G01 X10 Z-2 F30 (精加工2×45°倒角)N7 Z-20 (精加工Φ10外圆)N8 G02 U10 W-5 R5 (精加工R5圆弧)N9 G01 W-10 (精加工Φ20外圆)N10 G03 U14 W-7 R7 (精加工R7圆弧)N11 G01 Z-52 (精加工Φ34外圆)N12 U10 W-10 (精加工外圆锥)N13 W-20 (精加工Φ44外圆,精加工轮廓结束行)N14 X50 (退出已加工面)N15 G00 X80 Z80 (回对刀点)N16 M05 (主轴停)N17 M30 (主程序结束并复位)端面粗车循环指令格式为:G72 U (Δd)R(e)G72 P(ns) Q(nf) U(Δu) W(Δw) D(Δd) F _ S_ T_G72程序段中的地址含义与G71的相同,但它只完成端面方向粗车。
3.G73——仿形粗、精车复合循环G73粗车循环主要用于已成形工件的粗车循环,如锻件、铸件。
(1)格式G73 u(△i)w(△κ)R(d);G73 P(ns)Q(nf)u(△u)w(△ω)F(ƒ)s(s)T(t);G70 P(ns)Q(nf)格式中,△i为x轴方向的退刀量(半径值指令,有正负符号);龇为z轴方向的退刀量(有正负符号);d为分层次数(指粗车重复加工的次数)。
(2)图示说明循环轨迹如图5所示,刀具由C点开始快速移动到,j点,然后刀具根据粗车余量的分层次数d计算每次切削深度,循环次数决定切削深度;车削循环轨迹与G71、G72不同,每次循环都是一个完整的工件轮廓轨迹,这个命令可以进行递减轮廓的加工。
适合锻件铸件的成形加工。
GOX200.Z100.;端面粗车循环G72它适用于圆柱棒料毛坯端面方向粗车,图4—34所示为从外径方向往轴心方向车削端面循环。
知识点A:对于铸锻件等毛坯轮廓形状与零件轮廓形状基本接近时的粗车,常用复合循环G73指令来完成,其编程格式为:G73 U__ W__ R__;G73 P__Q__U__W__F__ S__T__;运用G73指令进行编程加工时必须注意以下问题:1.G73指令必须带有P、Q地址ns、nf,且与精加工路径起、止顺序号对应,否则无法运行。
2.ns程序段必须为G00/G01指令,可以同时出现X及Z向同时进给。
3.运用G71指令编程加工时,要合理的确定切削余量,即U与W的值,直径方向的总切削余量确定原则为:余量较均匀毛坯件切削余量= 各轴段轮廓最大余量处余量棒类零件毛坯件切削余量= 1/2(棒料毛坯直径–轮廓最小直径处直径)循环次数R值确定原则为:切削余量除以每刀切削量(取整)精车循环G70指令的编程加工当用G71、G73粗加工指令车削工件后,用G70来指定精车循环,切除粗加工中留下的余量,编程格式为:G70 P__Q__;运用G70指令进行编程加工时,要注意以下问题:1.G70指令运行时循环点的设定一定要与之前粗加工循环指令加工时设定的循环点坐标位置相一致,否则精加工轨迹会移位。
2.G70指令运行时精加工程序中的F、S、T有效,之前粗加工循环指令指定的F、S、T无效。
3.G70指令也可以单独进行运行加工,不一定只能跟在粗加工循环指令后运用。
知识点B:结合G73及G71指令各自的特点,合理选择指令对产品外圆轮廓进行粗加工,可以提高产品加工效率,保证产品质量。
在选择过程中还要考虑以下几点:1.G73指令运行的精加工程序段中允许出现宏程序,而G71指令不允许。
加工椭圆或曲线轮廓轮廓时,精加工轨迹运用宏程序进行编程,则可以把宏程序编入精加工程序段中,由G73指令循环加工;如要运用G71指令时,可以把椭圆或曲线轮廓留出余量用圆弧或线段来代替。
2.对于余量不均匀的轮廓应尽量采用G71指令编程加工,如用G73指令编程加工时,会导致空走刀轨迹过多,降低产品加工效率。
3.可以同时运用G71及G73指令对同一轮廓表面进行加工,如对于非单调增减的外轮廓可以先用G71加工单调增减的部分轮廓,再用G73加工凹槽部分轮廓。
4.产品轮廓如果存在非单调增或单调减的凹轮廓部分时,如果凹轮廓部分余量较小(在背吃刀量范围之内),可以直接用G71指令编程加工,如果余量较大,则不能直接加工。
5.两个指令有各自优缺点,对于非单调增减、余量不均匀的外圆轮廓编程可以根据以下表述的式子进行选择:“G73+空走刀时间=G71+凹轮廓部分的处理加工”。
知识点C:数控车床通过对刀偏量的设置、修改来控制产品加工精度,在编程加工过程中要灵活运用编程加工指令,提高零件精度的可控性。
产品加工前要进行对刀,对刀操作会产生误差,在加工过程中应及时消除误差,保证产品精度。
1.粗加工后精加工前修改刀补,编程格式为:N040 G73 U__ R__;N050 G73 P__Q__U__W__F__;…精加工程序…;M05;---主轴停转M00;---暂停(测量后修改刀补)M03 S760;---主轴重新旋转T0101;---调用刀补N390 G70 P__Q__;G00 Z100;M05;M30;程序中增加“主轴停转、暂停、主轴重新旋转及调用刀补”4个程序段,程序运行中,粗加工完成后,机床主轴及进给功能停止,测量尺寸,修改刀补后按“启动”按钮继续加工。
通过在粗加工后精加工前进行一次刀补修正,保证产品尺寸精度。
工艺分析。
1)技术要求。
如图所示,通过G71和G72两个程序分别进行循环加工,G71每次背吃刀深度为1.2mm(半径值),G72每次背吃刀深度为1.2mm(半径值)。
2)加工工艺的确定。
①装夹定位的确定:三爪卡盘夹紧定位。
②刀具加工起点及工艺路线的确定。
③加工刀具的确定:菱形内圆刀.(刀具主偏角80°,刀具材质为硬质合金)。
④切削用量:主轴转速800r/min,进给速度0.2mm/min。