《外圆粗精车固定循环》课件
- 格式:ppt
- 大小:1.29 MB
- 文档页数:16
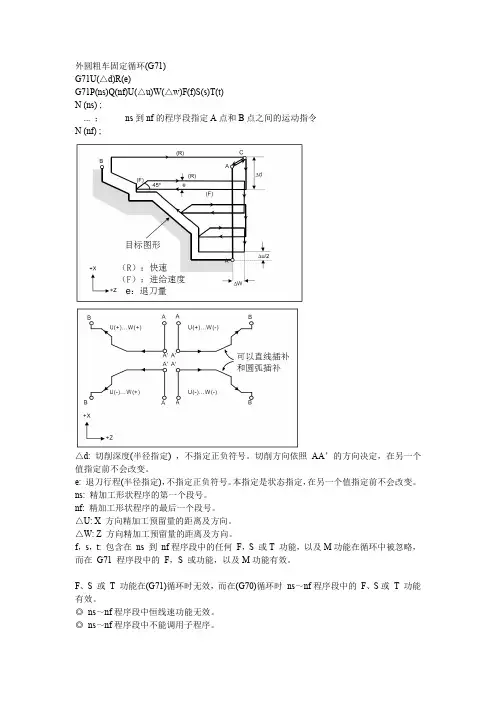
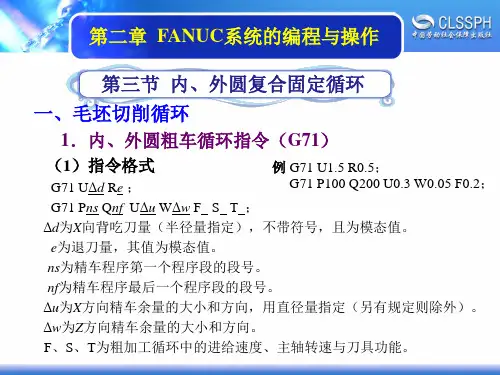
外圆粗车固定循环(G71)G71U(△d)R(e)G71P(ns)Q(nf)U(△u)W(△w)F(f)S(s)T(t)N (ns) ;... ;ns到nf的程序段指定A点和B点之间的运动指令N (nf) ;△d: 切削深度(半径指定) ,不指定正负符号。
切削方向依照AA’的方向决定,在另一个值指定前不会改变。
e: 退刀行程(半径指定),不指定正负符号。
本指定是状态指定,在另一个值指定前不会改变。
ns: 精加工形状程序的第一个段号。
nf: 精加工形状程序的最后一个段号。
△U: X 方向精加工预留量的距离及方向。
△W: Z 方向精加工预留量的距离及方向。
f,s,t: 包含在ns 到nf程序段中的任何F,S 或T 功能,以及M功能在循环中被忽略,而在G71 程序段中的F,S 或功能,以及M功能有效。
F、S 或T 功能在(G71)循环时无效,而在(G70)循环时ns~nf程序段中的F、S或T 功能有效。
◎ns~nf程序段中恒线速功能无效。
◎ns~nf程序段中不能调用子程序。
◎起刀点A和退刀点B必须平行;◎零件轮廓A~B间必须符合X轴、Z轴方向同时单向增大或单向减少;◎ns 程序段中可含有G00、G01指令,不许含有Z轴运动指令。
端面车削固定循环(G72)G72 W(∆d) R(e) ;G72 P(ns) Q(nf) U(∆u) W(∆w) F(f ) S(s ) T(t ) ;△d,e,ns,nf, △u, △w,f,s及t的含义与G71相同。
成型加工复式循环(G73)G73U(△i)W(△k)R(d)G73P(ns)Q(nf)U(△u)W(△w)F(f)S(s)T(t)△i: X 轴方向退刀距离(半径指定)。
△k: Z 轴方向退刀距离(半径指定)。
d: 分割次数,这个值与粗加工重复次数相同。
ns: 精加工形状程序的第一个段号。
nf: 精加工形状程序的最后一个段号。
△U: X 方向精加工预留量的距离及方向。

外圆粗车复合固定循环G71指令说课稿一、教材分析本课程的教学对象是我校数控专业二年级的学生,之前已经介绍了内外圆单一固定循环指令,利用该指令,学生已经可以加工一些形状简单的零件如圆柱,圆锥等.但是,实际生产中零件形状往往比较复杂,如果只是单一固定循环指令来加工零件必然会使程序庞大,同时也容易出错,这时就要使用内外圆粗车复合固定循环指令(即G71指令).内外圆粗车复合固定循环指令(即G71指令)是数控车床程序编制中非常实用的一种指令,该指令在指定了相关参数和外形轮廓的基础上,可以自动计算刀具的路径,大大的简化了程序的内容,避免了许多复杂的计算,将大量重复的计算过程交给数控系统去完成,减少了编程人员的工作量和出错几率.在实际生产中被广泛的使用,在各类数控大赛中也屡见不鲜,因此本次课的知识点数控车床编程与操作中占有举足轻重的地位。
作为一名即将毕业的数控专业的学生,数控编程及数控机床操作是其必须掌握的专业技能.能否熟练的进行手工编程,能否熟练的操作数控机床也是企业在选择数控技术工人时的一个最基本的要求.考虑到G71指令在数控车床手工编程中应用十分广泛,结合教学过程中要突出的实用性,故指定以下教学目标:二、教学目标:(一)认知目标: 1.了解内外圆粗车复合固定循环指令的特点与使用对象。
2.掌握内外圆粗车复合固定循环指令的格式与循环轨迹。
3.了解内外圆粗车复合固定循环指令在书写时的注意事项.(二)能力目标:要求能够根据任意的零件图,熟练的使用内外圆粗车复合固定循环指令对其进行粗加工;三、重难点分析(一)教学重点: 1.内外圆粗车复合固定循环指令的格式,参数的含义与循环的轨迹2.使用内外圆粗车复合固定循环指令加工的程序在书写时的一般方法与注意事项(二)教学难点: 如何让学生能够根据任意的零件图,熟练的使用内外圆粗车复合固定循环指令对其进行粗加工在教学过程中,将通过板书演示的方法突出重点,通过仿真软件演示的方法突破难点。
义乌工商职业技术学院
教案
2012/2013学年第 1 学期课程名称数控加工与编程授课教师何永强
2.1内外圆粗车固定循环加工
复合固定循环可以简化编程,应用通过多次重复切削才能加工至规定尺寸的场合。
在复合固定循环的编程过程中,只要编写出最终加工路线,给出每次的背吃刀量等加工参数,车床即可自动重复切削,直到完成加工要求。
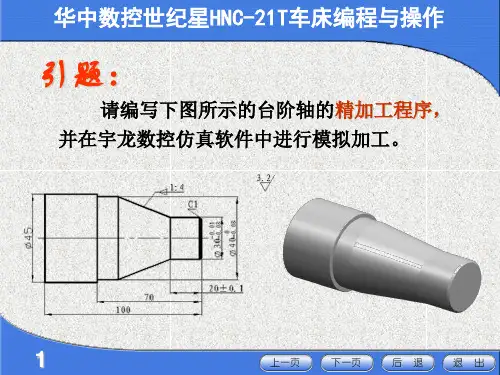
2.1.1编程实例
加工如图项目二复合循环加工实例,(毛坯为φ30×45的铝棒)。
具体尺寸详见图纸。
2.1.2外圆粗车循环G71及精车循环G70指令介绍
(1)外圆粗车循环G71
①指令格式
G00 X_ Z_; //指明粗车循环起刀点的位置;
G71 U_ R_; //循环切削背吃刀量,半径量;
G71 P_ Q_ U_ W_ F_ S_ T_;//精加工起始和结束程序段;
精加工余量定义;
Nns ……
……
Nnf … ...
.......
②工艺说明
G71循环结束后,快速退回循环起点,结束粗车循环所有动作。
F和S的值为粗加工循环中的进给速度和主轴转速,该值一经确定,则在程序段号“ns”和“nf”之间所有的F值和S值均无效。
另外,该值也可以不加指定而沿用前面程序段中的值,并可沿用至循环结束后的程序中去。
零件轮廓必须符合X轴、Z轴方向同时单调增大或单调减少;X轴、Z轴方向
非单调时,ns→nf程序段中第一条指令必须在X、Z向同时有运动。
单元三复合固定循环加工工件轮廓课题二径向粗车固定循环加工一、复习提问●G71径向粗车循环的指令格式?并说明各指令的含义。
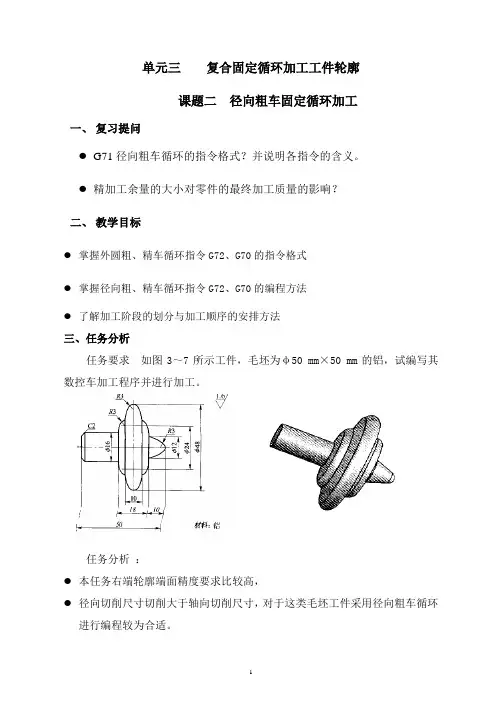
●精加工余量的大小对零件的最终加工质量的影响?二、教学目标●掌握外圆粗、精车循环指令G72、G70的指令格式●掌握径向粗、精车循环指令G72、G70的编程方法●了解加工阶段的划分与加工顺序的安排方法三、任务分析任务要求如图3~7所示工件,毛坯为φ50 mm×50 mm的铝,试编写其数控车加工程序并进行加工。
任务分析:●本任务右端轮廓端面精度要求比较高,●径向切削尺寸切削大于轴向切削尺寸,对于这类毛坯工件采用径向粗车循环进行编程较为合适。
四、相关理论1、径向粗、精车复合固定循环(1)径向粗车循环G721)指令格式G72 WΔd R(e)G72 P(ns)Q(nf)U(Δu)w(Δw)F、S、TNns……Nnf……●Δd为Z向背吃刀量不带符号,且为模态值。
●其余同G71中的参数。
2)指令说明●在FANUC系统的G72循环指令中,顺序号NS所指程序必须沿Z向进刀,且不能出现X坐标这字,否则会出现程序报警。
●G72循环所加工的轮廓形状,必须采用单调递增或单调递减的形式例如:N100 G01 Z-30.0 (√)N100 G01 X30. Z-30.0 (×)(2)径向精车循环G70径向精车循环指令格式与前面G70的格式完全相同,执行G70循环时,刀具沿工件的实际轨迹进行切削,循环结束后刀具返回循环起点。
例3---5编制图3—9所示图示的加工程序2、加工顺序的安排1)加工顺序(又称工序)通常包括切削加工工序、热处理工序和辅助工序本书主要介绍----------切削加工工序。
2)加工顺序安排原则基准面先行原则用:作基的表面应优先加工出来,因为定位基准的表面越精确,装夹误差就越小。
如图3—10所示工件●先粗后精原则:各个表面的加工顺序按照粗加工一半精加工一精加工一精密加工的顺序依次进行,逐步提高表面的加工精度和减小表面粗糙度值。
知识点52 台阶轴加工(外圆粗车固定循环)【学习目的】1.知识目标(1)对简单零件进行工艺分析,合理安排加工工艺;(2)掌握数控车床加工简单零件的编程方法和加工技术。
2.技能目标(1)能够对简单零件进行正确分析;(2)能够根据加工情况合理选择刀柄及刀片。
3.情感目标(1)掌握简单零件加工过程中的注意事项;(2)具有开拓创新、团结合作和严谨务实的工作作风。
【工作情景描述】某公司生产一批45号钢材质的轴类零件,尽量在通用夹具上完成50件,生产管理部门将图样交予我车间,材料由企业材料库提供,要求在3天内完成加工任务。
车间安排由数控车组完成该批次零件的加工任务。
【工作任务】如图52-1所示轴类零件,材料为45号钢,规格为Φ50mm的圆柱棒料,正火处理,硬度HB200。
图52-1 轴类零件图【知识链接】1.内外圆柱面粗车复合循环指令(G71)(1)编程格式G71 U Δd R e ;G71 P ns Q nf U Δu W Δw ;N(ns)………;┇┇N(nf)………;其中:Δd:吃刀深度(背吃刀量),半径值;e:回退量;Δu:X方向精加工余量,直径值;Δw:Z方向精加工余量;ns:精加工程序第一个程序段顺序号;nf:精加工程序最后一个程序段顺序号;(2)运动轨迹图52-2 G71运动轨迹(3)说明1)ns至nf程序段内的坐标值,必须是单调增加或单调减小;2)ns程序段必须为X轴的单向移动,否则不执行加工程序;3)在一个程序内,程序段顺序号ns与nf不能重复。
4)ns至nf程序段内不允许调用子程序。
2.精车复合循环指令(G70)(1)编程格式G70 P ns Q nf ;其中:ns:精加工程序第一个程序段顺序号;nf:精加工程序最后一个程序段顺序号;(2)运动轨迹图52-3 G70运动轨迹(3)说明用粗车指令粗加工完毕后,可用G70指令进行粗加工。
【任务实施】1.加工准备 (1)机床及工件安装表52-1 机床准备卡片注:经检查后该部分完好,在相应项目下打“√”;若出现问题及时报修。