1)结构钢、不锈钢、耐热钢熔模铸件允许的缺陷 2)铝合金熔模铸件允许缺陷 9、低倍组织检查 10、铸钢件表面脱碳层检查 11、密封性检验 四、铸件缺陷的修补 1、铸件的补焊 2、浸渗处理
3、热等静压处理
五、熔模铸件结构设计 1、熔模铸件结构工艺性要求
2、熔模铸件结构要素
1)壁厚 2)铸造圆角 3)壁的连接
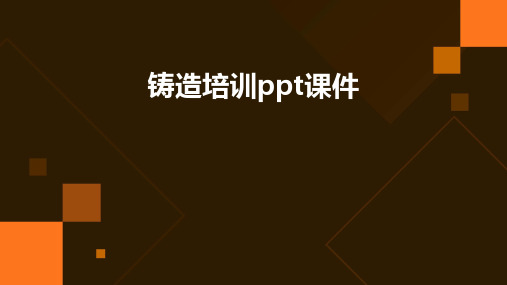
入 库
回浇 用冒 口 及 废 品
图2熔模铸造工艺流程框图
2、石膏型熔模铸造
目前我们仅用此方法生产铝合金铸件。利用石膏型散热慢,石膏
浆料复制性能好的特点,在真空条件下浇注薄壁、复杂、整体、精密
的铸件。此种方法仍属熔模铸造,只是用灌注石膏浆料形成铸型代替
熔模铸造中的重复数次涂料、撒砂形成壳型,其工艺流程和熔模铸造
8)压铸机、压铸模投资大。
二、铸件材料的选用
铸造过程是金属液充填型腔并在铸型内冷却凝固得到铸件的过程。由于液 态金属与铸型相互作用及随后的冷却凝固,总是伴随着产生一系列物理化学变 化,如金属液的结晶、偏析、析出气体、冷却收缩和应力的形成等。合金的铸 造性能是反映铸件成型过程中获得正确外形、健全内部质量难易程度的性能, 它主要包括合金的流动性、收缩率和抗热裂性等。 在选择合金种类时,除了铸造性能之外,还应兼顾到合金的热处理、机械 加工、焊接、矫正等工艺性能。 常用的铸造合金有铸钢、铸铁、铸造高温合金、铸铜、铸铝、铸镁、铸基础知识
一、铸造方法简介 1、熔模铸造 2、熔模石膏型铸造 3、金属型铸造
4、压力铸造
二、铸件材料的选用 三、铸造缺陷和铸件质量检验
1、铸造缺陷种类
a.多肉类缺陷 b.孔洞类缺陷
c.裂纹、冷隔类缺陷 d.表面缺陷
e.残缺类缺陷 f.形状及重量差错类缺陷 g.夹杂类缺陷 h.性能、成分、组织不合格 2、铸件质量标准 3、熔模铸件尺寸公差 4、铸件粗糙度的评定方法 5、力学性能检验 6、铸件表面和近表面缺陷的检验 7、熔模铸件允许存在的表面和近表面缺陷 8、X射线透照熔模铸件内部允许的缺陷
![[课件]铸造基础知识讲座PPT](https://img.taocdn.com/s1/m/159729324431b90d6c85c7b4.png)