安川变频器的应用第4讲安川变频器在造纸涂布机张力控制中的应用
- 格式:docx
- 大小:38.68 KB
- 文档页数:4

安川变频器主要应用场合:1电梯一般用L1000系列的,一般供应电梯厂。
电梯上H1000也可以用的,当然了成本可能会增加一些。
2起重机,起重机一般主钩都用H1000的,需要转矩比较大,上下的需要低频转矩较高,所以要用H1000型,原来用G7系列。
小车行走和大车行走,一般都选用A1000系列,也就是我们常说的平移。
3纺织印染行业,纺织印染行业是个大行业,一般染缸用风机泵类的就行,E1000比较适合,收放卷一般选用H1000系列。
有的厂家也有把H1000当E1000用的,不差钱的企业都这么做,保证设备能正常运转就行,花多少钱不在考虑范围之内,这方面的应用案例,上海盈进有很多可以共享的。
4化纤行业,化纤行业主要用三个型号,H1000,A1000,V1000,具体要看负载的要求而定,这里就不细说了。
5涂布机行业,涂布机一般选用的是H1000-2.2KW,H1000-5.5KW比较多,也是由于低频转矩的缘故,目前还没有哪家的变频器比安川做得更好。
6机床行业,机床行业也是三个系列较多,H1000,A1000,V1000,数控机床一般用V1000比较多,说实话,我觉得V1000 实在太强了,那么小的身躯,有那么大的能量,实在是物超所值,怪不得这款经常卖到脱销呢。
建议经常用这款机器的客户,最好自己备点库存,免得耽误生产,出货。
7空调冷冻机,风机,水泵,安川电机全力推出安川E1000系列,用在风机泵类负载实在是再恰当不过了。
为什么这么说呢:首先,从价格上说,几乎接近国产变频器的价格,采用原装进口芯片,使变频器的效应发挥到最大化,这也是上海盈进主力推广的系列之一,未来将会占领大量的风机,泵类市场。
8大型转窑炉,这款目前也是用E1000,锅炉风机等,在发挥节能环保的同时,还节省人力物力,何乐而不为呢?9压缩机,现在一般也选用E1000,有的单位也会选择用A1000,具体要看现场要求决定。
10轧机,轧机分冷轧,热轧,冷轧需要的转矩更高。
变频调速在报纸印刷中的应用2005-9-12 19:41:00 来源:中国自动化网 网友评论 0 条 点击查看国内报纸印刷大都采用进口印刷设备,并要求设备速度快、张力控制稳定、印刷质量高、可靠性好,而为设备提供动力的电机拖动系统因此成 为印刷设备的核心部分。
目前,较为先进的印刷设备都采用了由交流变频电动机组成的拖动系统。
图 1 所示为交流调速技术在某进口印刷设备中的 应用,图中每一个电机都由交流变频器控制。
图 1 交流调速技术在某进口印刷设备中的应用 变频调速的常见方式 目前,几乎所有的报纸印刷设备中都采用“交流-直流-交流”的变频调速方式,如曼罗兰公司的 COLORMAN、瑞士维发(WIFAG)公司的 OF370。
但在具体的变频器参数上各厂家有所不同, 大都采用正弦脉宽调制方式 SPWM (与正弦波等效的等幅矩形脉冲序列波) 图 2 所示为 WIFAG OF370 。
采用的异步电机调速方式。
图 2 WIFAG OF370 采用的异步电机调速方式变频器将电网提供的 3 相、380V、50Hz 电流转换成符合生产要求的交流脉冲波提供给电动机,控制电动机的转速,而光栅编码器负责测量电动机 的转速。
变频器在改变电机输入频率的同时,还需要改变电机的输入电压。
380V 不变,频率下调(<50Hz),会使电机气隙磁通(约等于 V/F)饱 和;380V 不变,频率上调(>50Hz),则使磁通减弱。
所以,真正应用变频调速时,一般需要同时改变电压和频率,以保持磁通量基本恒定。
因 此,变频调速器又称 VVVF (可变电压可变频率)装置。
矢量控制异步电机闭环变频调速是一种理想的控制方式。
它具有许多优点: (1)可以从零转速起进行速度控制,即使较低速度也能运行,因此调速范围很广,可达 100∶1 或 1000∶1。
(2)可以对转矩实行精确控制。
(3)系统的动态响应速度非常快。
(4)具有电动机良好的加速度特性等。
变频器在造纸设备中的应用随着科技的进步,变频器作为一种重要的电力调节设备,被广泛应用于各个工业领域。
在造纸设备中,变频器具有独特的优势并发挥着重要的作用。
本文将介绍变频器在造纸设备中的应用,并探讨其带来的益处。
一、变频器的基本原理和作用变频器是通过控制电机的运行速度,实现对电动机输出功率和转矩的调节。
其基本原理是将输入的交流电转变为可调节的直流电,再通过逆变器将直流电转变为可调频的交流电。
变频器通过调整电机的频率,从而实现对电机的调速控制。
在造纸设备中,由于纸张生产过程中的工艺要求各不相同,需要调整设备的运行速度。
变频器可以根据生产需求在一定范围内调整电机的运行频率,从而控制设备的输出速度,达到精确控制生产的目的。
二、变频器在造纸设备中的具体应用1. 输送设备在造纸过程中,纸浆和纸张需要经过输送设备传送到下一个工序。
传统的机械调速方式往往无法满足不同工艺要求下的运行速度变化。
而通过安装变频器,可以根据需要调整输送设备的运行频率,实现精确控制和灵活变速,确保纸张在传送过程中的稳定和顺畅。
2. 卷取设备在造纸过程中,卷取设备用于将纸张卷取成卷筒纸或者纸板。
卷取设备通常需要在不同工艺要求下调整卷取速度,以保持纸张张力的稳定。
通过安装变频器,可以实现对卷取设备电机的精确调速控制,确保纸张张力的均匀性和稳定性。
3. 切纸设备在造纸过程中,纸张往往需要进行切割,以获得所需尺寸的纸张产品。
切纸设备通常需要根据不同的纸张规格调整切割速度和长度。
借助变频器,可以方便地实现对切纸设备电机的调速控制,从而满足不同尺寸纸张的切割需求。
三、变频器在造纸设备中的益处1. 提高生产效率变频器可以实现对设备运行速度的精确控制,从而提高生产效率。
通过调整设备的运行频率,可以使设备在最佳工作状态下运行,避免了过高或过低的运行速度对生产效率造成的影响。
2. 降低能源消耗传统的机械调速方式往往需要通过机械装置实现速度变化,这会导致能量的浪费。
变频器在纸机除法系统中的应用随着科技的不断发展,纸张行业也在不断进步和创新。
纸机作为纸张生产的核心设备之一,其除法系统的稳定性和效率对于纸张生产起着至关重要的作用。
而在纸机除法系统中,变频器的应用则成为了一种常见且有效的解决方案。
纸机除法系统是指纸机中用于控制纸浆的分配和流动的系统。
在传统的纸机除法系统中,通常采用机械方式进行纸浆的分配和调节,这种方式存在着调节精度低、能耗高、运行不稳定等问题。
而引入变频器后,可以有效解决这些问题,提升纸机除法系统的性能和效率。
变频器可以实现对纸浆流量的精确控制。
传统的纸机除法系统中,通常采用阀门或泵来调节纸浆的流量,但是由于机械部件的限制,调节精度往往较低。
而引入变频器后,可以通过调节电机的转速来精确控制纸浆的流量,实现更加精准的调节。
这不仅可以提高纸机除法系统的稳定性,还可以避免纸浆流量不均匀带来的质量问题。
变频器可以实现对纸浆浓度的调节。
在纸张生产过程中,纸浆的浓度是一个重要的参数,影响着纸张的质量和性能。
传统的纸机除法系统中,调节纸浆浓度往往需要通过手动或机械方式进行,操作繁琐且不够精准。
而引入变频器后,可以通过调节电机的转速来实现对纸浆浓度的精确调节,提高纸张的质量和性能。
变频器还可以实现纸浆的均匀分配。
在纸机除法系统中,纸浆的均匀分配对于纸张的质量和性能同样至关重要。
传统的纸机除法系统中,由于机械部件的限制,纸浆往往无法均匀分配到各个工序。
而引入变频器后,可以通过调节电机的转速和纸浆的流量,实现纸浆的均匀分配,提高纸张的质量和性能。
变频器还可以实现纸机除法系统的能耗优化。
由于纸机除法系统中的机械部件往往需要消耗大量的能量进行运转,传统的纸机除法系统存在着能耗高的问题。
而引入变频器后,可以根据纸机除法系统的实际工况和需求,调整电机的转速和功率,实现能耗的优化,降低运行成本。
变频器在纸机除法系统中的应用具有重要的意义。
通过引入变频器,可以实现对纸浆流量、浓度和分配的精确控制,提高纸机除法系统的稳定性和效率。
安川PIA-2025型变频器故障处理三例
赵文斌;魏迎春
【期刊名称】《电世界》
【年(卷),期】2010(051)008
【摘要】日本安川PIA-2025型变频器在我公司日本津田驹ZAX-190高速喷气织机上使用过程中,出现过故障,现举3例分析处理,供借鉴。
【总页数】3页(P35-37)
【作者】赵文斌;魏迎春
【作者单位】陕西风轮纺织股份有限公司,712000,咸阳;陕西风轮纺织股份有限公司,712000,咸阳
【正文语种】中文
【相关文献】
1.安川变频器的应用第9讲安川A1000变频器在大型高效起重机中的应用 [J], 李方园
2.安川变频器的应用第3讲安川变频器在单面瓦楞机中的应用 [J], 李方园
3.安川变频器的应用第4讲安川变频器在造纸涂布机张力控制中的应用 [J], 李方园
4.安川变频器的应用第6讲安川变频器在电梯中的应用 [J], 李方园
5.安川变频器的应用第8讲安川V1000变频器的触摸屏控制 [J], 李方园
因版权原因,仅展示原文概要,查看原文内容请购买。
变频器在印刷设备中的应用随着科技的不断进步和发展,印刷设备正在逐渐实现自动化和智能化。
而其中一个关键的技术就是变频器的应用。
本文将探讨变频器在印刷设备中的应用,并分析其优势和未来发展趋势。
一、什么是变频器?变频器,也称为频率转换器,是一种能够将电源的固定频率和电压转变为可调节频率和电压的电子设备。
它采用了先进的电力电子技术,通过改变电机的转速,实现了对设备的精确控制。
在印刷设备中,变频器主要用于控制印刷机的电机转速,从而实现印刷速度的调节和控制。
二、1. 印刷速度控制印刷设备通常需要在不同的印刷速度下运行,以适应不同的印刷需求和产品要求。
传统的印刷设备通常使用机械传动方式进行速度调节,但这种方式无法实现精确的速度控制。
而变频器的应用可以实现精确的速度调节,通过改变电机转速来控制印刷速度,从而提高印刷质量和生产效率。
2. 节能减排印刷设备通常需要大量的电能来驱动,而传统的电机控制方式往往存在能耗高、效率低的问题。
而变频器可以根据印刷设备的实际需求,智能调节电机的转速和供电频率,从而提高能效,减少能耗。
通过变频器的应用,印刷设备可以实现节能减排,对环境产生更小的影响。
3. 运行平稳印刷设备在运行过程中,需要保持平稳的工作状态,以确保印刷质量。
传统的电机控制方式往往存在起动冲击和速度波动等问题,而变频器可以根据印刷设备的实际需求,平稳地控制电机的转速和运行状态,从而减少起动冲击和速度波动,提高印刷设备的运行稳定性。
4. 故障诊断和维护变频器通常具有故障诊断和监测功能,可以实时监测印刷设备的运行状态和故障信息。
一旦发现故障,变频器可以及时发出警报并提供诊断信息,方便维修人员进行及时维护。
通过变频器的应用,可以提高印刷设备的故障诊断和维护效率,减少停机时间和生产损失。
三、变频器在印刷设备中的未来发展趋势随着印刷行业的发展,变频器在印刷设备中的应用将继续扩大。
未来,变频器将更加智能化和可持续发展。
具体包括以下几个方面的趋势:1. 智能化控制随着人工智能和互联网技术的发展,印刷设备将越来越智能化和自动化。
安川变频器的应用第4讲安川变频器在造纸涂布机张力控制
中的应用
李方园
【摘要】张力控制主要由张力传感器、交流变频器和电动机组成。
当张力太小时,经控制器处理后,变频器的频率就会增大,电动机的转速也随之提高。
因而纸张就被拉紧,张力上升;反之亦然。
本文主要阐述了安川变频器在造纸涂布机张力控制中的应用。
%Tension controller mainly includes the tension sensor, AC drive and motor. When the tension is too small, the controller will increase the frequency of the inverter after the treatment, and the motor speed will rise too. This procedure will make the paper tight, and vice versa. This article focuses the Application of Yaskawa inverter in the tension control of the paper coating machine.
【期刊名称】《自动化博览》
【年(卷),期】2015(000)008
【总页数】5页(P52-56)
【关键词】变频器;造纸涂布机;张力控制
【作者】李方园
【作者单位】浙江工商职业技术学院
【正文语种】中文
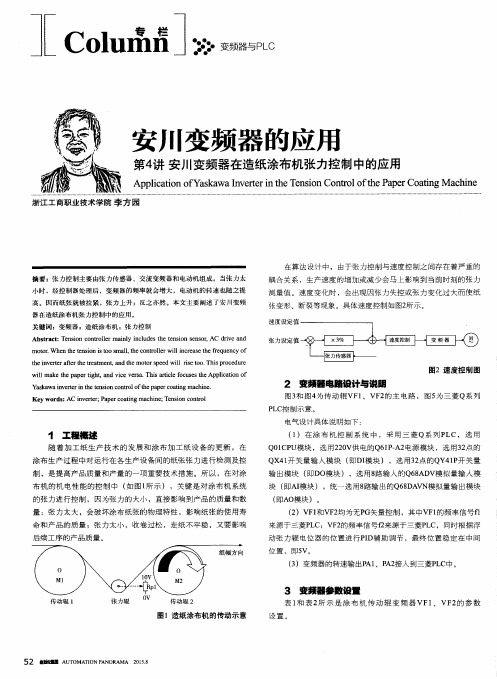
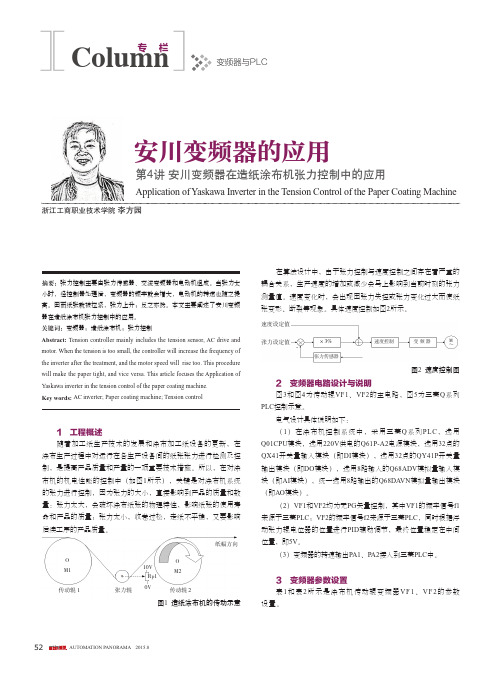
1 工程概述
随着加工纸生产技术的发展和涂布加工纸设备的更新,在涂布生产过程中对运行在各生产设备间的纸张张力进行检测及控制,是提高产品质量和产量的一项重要技术措施。
所以,在对涂布机的机电性能的控制中(如图1所示),关键是对涂布机
系统的张力进行控制,因为张力的大小,直接影响到产品的质量和数量:张力太大,会破坏涂布纸张的物理特性,影响纸张的使用寿命和产品的质量;张力太小,收卷过松,走纸不平稳,又要影响后续工序的产品质量。
图1 造纸涂布机的传动示意
在算法设计中,由于张力控制与速度控制之间存在着严重的耦合关系,生产速度的增加或减少会马上影响到当前时刻的张力测量值。
速度变化时,会出现因张力失控或张力变化过大而使纸张变形、断裂等现象。
具体速度控制如图2所示。
图2 速度控制图
2 变频器电路设计与说明
图3和图4为传动辊VF1、VF2的主电路,图5为三菱Q系列PLC控制示意。
电气设计具体说明如下:
(1)在涂布机控制系统中,采用三菱Q系列PLC,选用Q01CPU模块,选用220V供电的Q61P-A2电源模块,选用32点的QX41开关量输入模块(即DI模块),选用32点的QY41P开关量输出模块(即DO模块),选用8路输入的
Q68ADV模拟量输入模块(即AI模块),统一选用8路输出的Q68DAVN模拟
量输出模块(即AO模块)。
(2)VF1和VF2均为无PG矢量控制,其中VF1的频率信号f1来源于三菱PLC;VF2的频率信号f2来源于三菱PLC,同时根据浮动张力辊电位器的位置进行PID
辅助调节,最终位置稳定在中间位置,即5V。
(3)变频器的转速输出PA1、PA2接入到三菱PLC中。
3 变频器参数设置
表1和表2所示是涂布机传动辊变频器VF1、VF2的参数设置。
图3 传动辊1变频控制
图4 传动辊2变频控制
图5 三菱Q系列PLC控制
表1 VF1参数设置备注A1-02 控制模式的选择 2 无PG 矢量控制b1-01 频率指令选择 1 控制回路端子b1-02 运行指令选择 1 控制回路端子H1-01 端子S1 的功能选择 40 正转H3-01 端子A1 信号电平选择 0 0~10V H3-02 端子A1 功能选择 0 主速频率指令H3-14 模拟量输入端子有效/无效选择参数H4-01 端子FM 监视选 102 输出频率描述实际设置值1 仅A1端子有效
表2 VF2变频器参数设置备注A1-02 控制模式的选择 2 无PG 矢量控制b1-01 频率指令选择 1 控制回路端子b1-02 运行指令选择 1 控制回路端子b5-01 PID 控制的选择 4 PID控制有效(频率指令+PID 输出)b5-02 比例增益(P) 1 按实际调节b5-03 积分时间(I) 1.0 按实际调节b5-05 微分时间(D) 0.1 按实际调节b5-18 PID 目标值选择 1 有效b5-19 PID 目标值 50 50%(电位器Rp在中间位置)H1-01 端子S1 的功能选择 40 正转H3-01 端子A1 信号电平选择 0 0~10V H3-02 端子A1 功能选择 0 主速频率指令H3-05 端子A3 信号电平选择 0 0~10V H3-06 端子A3 功能选择 B PID反馈H4-01 端子FM 监视选 102 输出频率参数描述实际设置值
4 PLC调试说明
本案例是采用三菱PLC控制变频器的经典方式,三菱的编程软件为GX-developer。
这里主要介绍一下三菱PLC模块的硬件配置情况,梯形图程序可以参考工艺手册,不再赘述。
(1)电压型模拟量输入模块
电压型模拟量输入模块Q68ADV可以设定输入:1~5V\0~5V\-10~+10V\0~10V,本案例中选用0~10V输入(如图6所示)。
图6 电压型模拟量输入模块选择
该AD模对应的D值查找如图7所示。
图7 AD模块对应的D值
(2)电压型模拟量输出模块
Q68DAVN为电压型模拟量输出模块,其输出的电压类型如图8所示。
图8 电压型模拟量输出模块的选择
对应D值的查找如图9所示。
图9 DA模块对应的D值
5 结语
本案例的安川A1000变频器采用了无PG矢量控制,需要对速度调节器ASR进行参数整定,包括比例增益P和积分时间I,其数值大小将直接影响矢量控制的效果,其目标就是要取得动态性能良好的阶跃响应。
具体调节的影响情况如下:增加比例增益P,可加快系统的动态响应,但P值过大,系统容易振荡;减小积分时间I值,可加快系统的动态响应,但I值过小,系统超调就会增大,且容易产生振荡;通常先调整比例增益P值,保证系统不振荡的前提下尽量增大P值,然后调节积分时
间I值使系统既有快速的响应特性又超调不大。
【相关文献】
[1] 李方园.变频器控制技术(第2版)[M]. 北京: 电子工业出版社, 2015.
[2] 李方园.变频器应用技术(第2版)[M]. 北京: 科学出版社, 2014.。