不叠上轭铁心叠装工艺
- 格式:pdf
- 大小:196.68 KB
- 文档页数:3
电机定、转子铁心自动叠装模设计1.引言铁心是电机、变压器等产品的重要零件之一,一般由导磁率高、低损耗的硅钢片制成,为了减少损耗,在铁心轴线方向上由厚度为0.35mm 或0.5mm的硅钢片组成。
因此,一台产品的铁心可由几片至几百片硅钢片组成;铁心冲片的生产用量非常大,同时,对铁心的质量要求也很高。
铁心叠装后要紧密,叠压力要求在100-150N,铁心叠装质量的好坏将直接关系到产品的性能。
随着模具技术的发展,铁心冲片的加工由单冲模、复合模的冲裁,发展到用高速级进模冲裁。
模具的结构形式从单列散片级进冲模,发展到双列、三列等多列自动叠片高速级进冲模。
冲裁速度可达280-400次/min ,模具一次刃磨寿命在300万次以上,模具总寿命高达亿次以上。
铁心叠装技术已由传统的手工理片,发展到自动叠片技术。
它去除了人工理片、加压、铆钉或螺钉联接、氩弧焊等工艺,使冲片在副模具中完成冲片叠装工艺。
大大减轻了工人的劳动强度,提高了劳动生产效率,保证铁心冲片的叠装质量。
自动叠片技术现已广泛应用于电机定、转子冲片铁心,变压器冲片铁心等产品中。
2.铁心自动叠装技术铁心自动叠装是在1副多工位级进冲模中实现。
叠装的原理是采用按扣的原理,通常由2次冲压来完成冲片的叠装。
冲裁时,先在条料上冲制出凸起,然后在落料的同时,后一冲片的凸起下部在铆紧凸模向下运动的冲压力作用下,扣入前一冲片凸起上部,即叠压。
为使铁心能完成叠装并承受一定的叠压力,铆合的上部压力来自落料凸模,下部支撑力则来自落料凹模下面的收紧套,利用落料冲片回弹造成的冲片外缘与收紧套内壁产生的挤压摩擦力,使冲片与冲片紧密地扣接在一起完成叠装铆紧。
另有种下部的支撑力来之于冲床垫板下部的液压缸。
冲裁过程中,液压缸上的托盘随着叠片的不断增高而逐步下移,当叠片达到设定片数时,液压缸驱动托盘迅速下降到与冲床垫板等高,模具下的横向气缸开始工作,将产品推出模外,然后复位,即完成一个工作循环。
3.铁心叠装形式(1)直铆接。



南华大学船山学院毕业设计(论文)题目20kV电力变压器设计—S11-1000/20配电变压器电磁设计专业名称电气工程与其自动化指导教师指导教师职称副教授班级学号学生##2013年6月3日摘要:变压器自十九世纪问世以来,随着电力工业与供用电事业的不断开展,已经获得了极为广泛的应用。
它是电力网构成中不可缺少的重要设备离开了它,随着生产技术的不断开展,变压器的型号、结构.性能与参数也在日益更新,这期间同样经历了一个相当的研制与开展过程。
进而综观世界同行业的变化,更会激起我们树立奋勇赶超国际先进水平的雄心。
本次是对S11-1000kVA/20kV的配电变压器的设计,设计通过对变压器的铁心直径的选择、线圈绕组的摆放型式与计算、导线的选择、损耗的计算、油箱尺寸确实定、绕组与油的温升等各个局部的计算,设计出一台符合设计要求的配电变压器。
变压器是发、输、变、配电系统中的重要设备之一,它的性能、质量直接关系到电力系统运行的可靠性和运营效益,所以电力变压设计是一个很值得我们去研究的课题。
关键词:变压器;铁心;线圈;损耗;油箱;温升;重量ABSTRACT:Since the transformer es out since nineteen centuries, have already gained extremely broad application with power industry and the uninterrupted growth providing power consumption cause. It is that essential important equipment has left it in power network formation, with the technology uninterrupted growth , transformer type , structure function and parameter are also depended on gradually renewal , this period same have experienced one developing and development process suitable. The change making a prehensive survey of the world and industry then, is able to raise us setting up the great ambition summoning up all courage and energy to catch up with and surpass advanced international level more.Time is the design to the S11-1000kVA/20kV distributing transformer originally , designs the calculation waiting for each parts by the fact that the pattern rises to transformer iron core diameter choice , coil winding laying down with calculation , conducting wire choice , dissipative calculation , fuel tank dimension ascertaining that , winding and the oily temperature , designs out one distributing transformer according with design demand.One of transformer important equipment in being that hair, loses , unexpected turn of events , power distribution are systematic, itsfunction , mass are related to working reliability of electric system directly pose in reply beneficial result being in motion and doing business, therefore the electric power varying voltage designs the problem being that one is worthy for us to go and study very much.Keywords:transformers;core;coil;loss;the fueltank;temperature;weight1变压器概述1.1变压器的原理与分类变压器是一种通过改变电压而传输交流电能的静止感应电器。

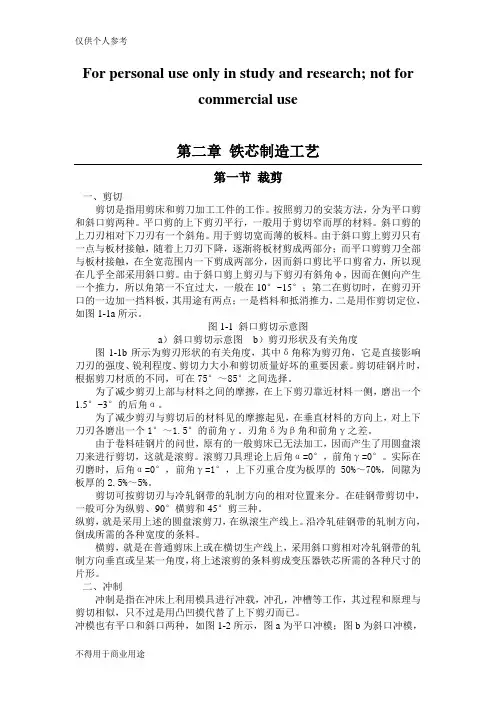
For personal use only in study and research; not forcommercial use第二章铁芯制造工艺第一节裁剪一、剪切剪切是指用剪床和剪刀加工工件的工作。
按照剪刀的安装方法,分为平口剪和斜口剪两种。
平口剪的上下剪刃平行,一般用于剪切窄而厚的材料。
斜口剪的上刀刃相对下刀刃有一个斜角。
用于剪切宽而薄的板料。
由于斜口剪上剪刃只有一点与板材接触,随着上刀刃下降,逐渐将板材剪成两部分;而平口剪剪刀全部与板材接触,在全宽范围内一下剪成两部分,因而斜口剪比平口剪省力,所以现在几乎全部采用斜口剪。
由于斜口剪上剪刃与下剪刃有斜角φ,因而在侧向产生一个推力,所以角第一不宜过大,一般在10°~15°;第二在剪切时,在剪刃开口的一边加一挡料板,其用途有两点;一是档料和抵消推力,二是用作剪切定位,如图1-1a所示。
图1-1 斜口剪切示意图a)斜口剪切示意图b)剪刃形状及有关角度图1-1b所示为剪刃形状的有关角度,其中δ角称为剪刃角,它是直接影响刀刃的强度、锐利程度、剪切力大小和剪切质量好坏的重要因素。
剪切硅钢片时,根据剪刀材质的不同,可在75°~85°之间选择。
为了减少剪刃上部与材料之间的摩擦,在上下剪刃靠近材料一侧,磨出一个1.5°~3°的后角α。
为了减少剪刃与剪切后的材料见的摩擦起见,在垂直材料的方向上,对上下刀刃各磨出一个1°~1.5°的前角γ。
刃角δ为β角和前角γ之差。
由于卷料硅钢片的问世,原有的一般剪床已无法加工,因而产生了用圆盘滚刀来进行剪切,这就是滚剪。
滚剪刀具理论上后角α=0°,前角γ=0°。
实际在刃磨时,后角α=0°,前角γ=1°,上下刃重合度为板厚的50%~70%,间隙为板厚的2.5%~5%。
剪切可按剪切刃与冷轧钢带的轧制方向的相对位置来分。


一种三相三柱不叠上轭铁心的叠积方法,包括以下步骤:
1. 准备三柱铁心:准备三根长度相同、截面形状相同的三柱铁心,每根铁心由两个半圆形的铁心段组成,每个半圆形的铁心段的两端均设置有用于连接其他铁心段的端部结构。
2. 确定叠积顺序:根据三相三柱的结构特点,确定三柱铁心的叠积顺序,使得在叠积过程中,相邻的两根铁心之间能够形成对应的磁通回路。
3. 叠积第一根铁心:将第一根铁心放置在基座上,然后依次叠加上其他两根铁心,确保每根铁心的端部结构与相邻的铁心段相连接。
4. 固定铁心:在叠积完成后,使用固定装置将三根铁心固定在一起,以保持其相对位置不变。
5. 检查磁通回路:通过测量磁通量或观察磁力线分布情况,检查三相三柱铁心是否形成了正确的磁通回路。
6. 安装轭铁:在确认磁通回路正确后,安装轭铁,以进一步调整磁通回路的分布和大小。
7. 测试:对安装好的三相三柱不叠上轭铁心的叠积体进行测试,检查其性能是否符合要求。
通过以上步骤,可以完成一种三相三柱不叠上轭铁心的叠积方法。
该方法能够有效地提高三相三柱不叠上轭铁心的性能和稳定性,同时降低制造成本和生产周期。