水轮机X型叶片的铸造工艺实践
- 格式:pdf
- 大小:705.44 KB
- 文档页数:4


浅析大型水轮机转轮叶片的加工工艺转轮叶片是大型水轮机的重要组成部分,而转轮叶片的旋转稳定性则在很大程度上受到叶片加工精度的影响。
因此,严格控制转轮叶片的加工质量,优化加工工艺,提高转轮叶片的加工精度就变得尤为重要。
文章对此进行了深入细致的分析和探讨,希望通过文章的分析能够为相关人士提供一定的参考和借鉴。
标签:水轮机;转轮叶片;加工工艺;精度随着工业制造水平的不断提高,以及数控技术的广泛应用,工业生产的效率和精度获得了很大的提升。
龙门铣床是加工大型水轮机转轮叶片时所采用的主要设备。
转轮叶片的加工精度将直接影响到水轮机转轮的稳定性和处理效率,因此必须采取措施优化加工工艺。
1 大型水轮机转轮叶片加工工艺的基本思路随着科技的发展和数控技术的应用,水轮机转轮叶片加工方法也一改往日方法单一的局面,可以选择多种方法进行加工,并且提供了更为良好的条件,进而优化加工的工艺。
在众多的加工设备中,龙门铣床是其中较为主要的设备,同时也是转轮叶片加工过程中最常使用的设备。
通常来说,大型水轮机转轮叶片的加工流程如下:首先,需要运送已经选好的加工零件的原始铸件到加工车间,然后将叶片固定,这里需要借助胎具。
依据图纸,使用龙门铣床进行加工,加工的方式为粗加工,留足一定的余量,并进行探伤。
如果探伤结果为合格,则将工件反转粗加工另一侧,留够一定的加工余量并探伤。
接下来检测型线,与图纸理论型线相比较,所采用的仪器为激光跟踪仪。
如果同图纸的理论型线相符,则进行精铣,然后检测另一侧的型线。
为保证加工的质量,在加工过程中需要做好刀位计算、刀具选择、叶片测量等工作。
2 大型水轮机转轮叶片加工技术要点2.1 叶片的测量叶片的测量是转轮叶片加工过程中十分重要的工序,并且贯穿于加工过程的始终,直接影响了叶片表面的加工精度。
水轮机转轮叶片在精铣过程中,对于测量结果的精度,有着很高的要求。
并且由于叶片表面呈现为三维雕塑曲面,表面形状较为复杂,因此使用常规的测量仪器和测量方法很难满足精度的要求。

岩滩水轮机叶片数控加工工艺过程及质量控制吕以建;高建刚【期刊名称】《金属加工:冷加工》【年(卷),期】2010(000)003【总页数】2页(P23-24)【作者】吕以建;高建刚【作者单位】哈尔滨电机厂有限责任公司,黑龙江,150040;哈尔滨电机厂有限责任公司,黑龙江,150040【正文语种】中文岩滩水电站是我国广西省的大型水电机组,也是哈电公司20世纪90年代生产设计的大型水轮机组。
岩滩水电站自机组运行以来我公司对机组的振动、转轮裂纹等问题进行了大量的科学研究工作。
在上述研究的基础上对岩滩2#机水轮机叶片进行改造,使机组运行更加稳定、高效。
岩滩2#机水轮机叶片采用不锈钢整体铸造,全部数控加工。
我公司通过技术上的调研分析、工艺上的充分准备,顺利完成了岩滩2#机水轮机叶片的数控加工。
现对叶片的数控加工工艺过程及质量控制要点进行总结,为以后叶片的数控加工积累经验。
1.叶片加工工艺(1)岩滩叶片的加工工艺过程岩滩叶片的加工工艺充分考虑了大型叶片的加工特点,参考了三峡叶片的数控加工工艺,并根据岩滩叶片特殊情况而制定,主要工艺过程如图1所示。
图1 工艺过程(2)加工前工艺准备毛坯质量的控制:叶片为不锈钢铸造结构,材料为0Cr13Ni4Mo,为了保证叶片数控加工,将叶片正、背加工余量控制在8~15mm 之间,周边余量控制在25mm。
将叶片在铸造分厂进行粗磨,再进行UT探伤,以免有缺陷,损害刀具及浪费工时。
在叶片的正、背面标有测量及加工找正用的三个定位基准点并附其坐标值。
铣胎的准备:由于叶片为不规则形状,不能直接在机床上装夹并加工,为便于叶片的加工,提高数控机床的加工效率,提制了叶片数控加工用的正、背面胎具。
大型叶片数控加工过程中,加工的稳定性是很关键的。
岩滩叶片采用双截面板平行支撑,截面板与叶片接触的型线采用数控加工。
上冠、下环及出水边采用点支撑。
定位支撑点距叶片周边为300mm,定位支撑点间距500mm。

水轮机叶片模拟件的锻造成形工艺研究于海艳;杨开黎【摘要】本文对水轮机叶片模拟件的锻造成形工艺进行了研究.利用弹塑性力学理论结合有限元模拟,分析传统锻造工艺中锻件产生缺陷原因.结果表明,榫头和叶身连接处的凸台和叶身前端的缺肉是由于坯料分料不合理和冷却较快等造成的.在改进后的工艺方案中,对模具和坯料的形状尺寸重新设计,改善坯料在成形过程中的应力状态,并对锻件进行了去应力退火,最终得到质量较好的叶片锻件.%The forging technique of simulated turbine blade was investigated. The forging defects of traditional technique were studied by elasticity and plasticity theory and FEM. The results indicated that the protruding between tenon and blade body and misrun at the front end of blade body result from unreasonable billet distribution and rapid cooling. In the advanced techniques, mold and billet are redesigned in order to improve the stress status during the forging. Stress relief annealing was applied after forging so that blade with good quality was obtained.【期刊名称】《大电机技术》【年(卷),期】2012(000)003【总页数】3页(P60-62)【关键词】叶片锻造;应力状态;去应力退火【作者】于海艳;杨开黎【作者单位】哈尔滨电气动力装备有限公司,哈尔滨 150000;哈尔滨电机厂有限责任公司,哈尔滨 150040【正文语种】中文【中图分类】TK730.6引言叶片是水轮机中的关键部件,叶片的质量直接影响到整个水轮机组的运行寿命、效率、空化性能、出力、抗气蚀性能和运行稳定性等。
水轮机X型叶片的铸造工艺实践
张跃;赵广友;蒋国森;杨宁;隋振铎;张亚龙;杜丘
【期刊名称】《中国铸造装备与技术》
【年(卷),期】2013(000)003
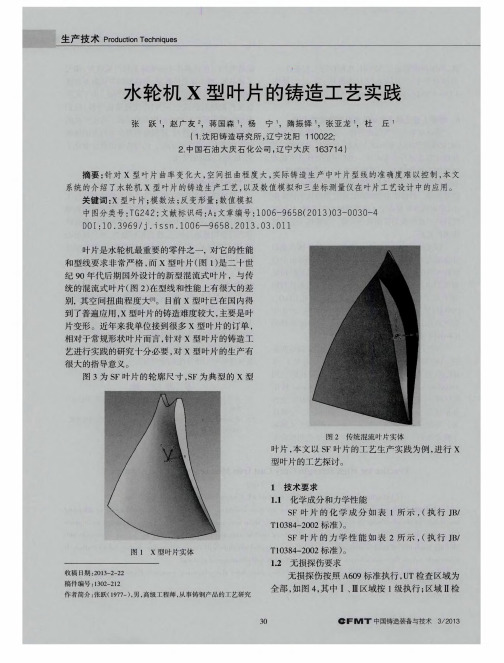
【摘要】针对X型叶片曲率变化大,空间扭曲程度大,实际铸造生产中叶片型线的准确度难以控制,本文系统的介绍了水轮机X型叶片的铸造生产工艺,以及数值模拟和三坐标测量仪在叶片工艺设计中的应用.
【总页数】4页(P30-33)
【作者】张跃;赵广友;蒋国森;杨宁;隋振铎;张亚龙;杜丘
【作者单位】沈阳铸造研究所,辽宁沈阳110022;中国石油大庆石化公司,辽宁大庆163714;沈阳铸造研究所,辽宁沈阳110022;沈阳铸造研究所,辽宁沈阳110022;沈阳铸造研究所,辽宁沈阳110022;沈阳铸造研究所,辽宁沈阳110022;沈阳铸造研究所,辽宁沈阳110022
【正文语种】中文
【中图分类】TG242
【相关文献】
1.X型叶片混流式水轮机在小湾电厂应用现状 [J], 朱宏;赵安波;王凌峰
2.大型水轮机叶片铸造工艺实践 [J], 张旭;许诺;廖琼
3.基于X型叶片的混流式水轮机叶道涡的研究 [J], 徐敏;李彩霞
4.水轮机不锈钢叶片铸造工艺实践 [J], 黄晋;张友寿;夏露;李四年
5.X型叶片水轮机转轮流场的数值模拟 [J], 廖翠林;王福军
因版权原因,仅展示原文概要,查看原文内容请购买。
水轮机导叶加工工艺研究论文[推荐5篇]第一篇:水轮机导叶加工工艺研究论文摘要:分析了导叶加工工艺的具体流程,并对加工任务开展前的前期准备内容做出总结。
重点探讨导叶加工工艺中的质量控制要点,从精准度控制与强度等方面来进行,将其应用在水轮机的导叶加工中,质量会有明显提升。
关键词:导叶;加工;工艺1导叶加工工艺流程首先是成型处理,材料在高温环境下能够实现塑性,完成初步生产加工任务,但此时的导叶并不能达到使用需求,甚至在尺寸规格上也存在误差,因此需要进行后期处理。
其次是将导叶中多余的材料按照设计规格去除,使得零件的尺寸与设计方案保持一致。
最后是进行精细加工,将多余的碎屑清理干净,对导叶进行防腐处理,这样才能够提升使用阶段的稳定性。
如果在加工阶段发现原料损坏,不能正常使用,需要重新更换材料,避免将存在安全隐患的零部件投入到使用中。
2加工之前的工艺准备2.1精度要求。
导叶长4698mm,宽1331mm,瓣体长2455mm,总重量为7.8t,端面垂直度要求0.09mm,各轴颈同轴度为0.1mm,轴颈跳动值为0.15mm,圆柱度为0.05mm,轴颈尺寸公差在0.1mm 以内。
由于以上工件图纸要求机床的精度必须非常精,尤其是卧车精度,机床主轴轴承轴向窜动小于0.03mm,径向跳动小于0.03mm。
2.2毛坯质量控制。
不锈钢原料初次加工很难达到精准度需求,因此在尺寸上也要有预留,这样在后续加工中才不会出现因为预留尺寸过小无法精细化加工的问题。
目前的技术手段已经能够实现自动化加工处理,通过数控来完成生产环节的管理任务。
为在规定时间内完成生产加工任务,会进行批量生产,运营成本也有明显的降低。
这期间最重要的任务是质量控制,要从原料选择与加工工艺多方面来进行,这样质量才可以有所提升。
2.3刀具选择。
对刀具进行选择也十分重要,可以结合以往生产加工的经验来进行,节省生产时间。
首先要考虑的是刀片的硬度,在设计加工方案时对导叶的硬度进行计算,这样选择刀具时也可以作为参考来使用。
三峡地下电站水轮机叶片数控加工工艺分析作者:李泰岭来源:《中国新技术新产品》2009年第06期摘要:此论文分析和研讨了三峡地下电站转轮叶片的数控加工方法和加工过程,主要分析了大型机组叶片在加工制造过程中的方法,为今后大型叶片的加工提供了参照。
关键词:三峡;叶片;数控1 前言三峡地下水电站是我国最大的水利发电项目之一,也是哈尔滨电机厂有限责任公司近年来自主研发并设计生产的大型水轮发电机组。
三峡左、右岸水电站自机组投入运行以来,我公司对机组的振动、摆动以及转轮的受力等问题作了很多的科学研究和模型试验工作。
特别是针对三峡右岸4台水轮发电机组运行数据的长期监控,结合设计自身攻关,优化转轮设计,最小幅度地减弱机组的振动和摆渡,减小转轮裂纹产生的几率,使大型机组转轮可以长期地保持稳定运行。
三峡地下水轮发电机组转轮叶片采用不锈钢整体铸造、全方位数控加工的方法制造而成,是我公司目前数控加工的最大的叶片(在水轮发电机制造行业世界范围内属于巨型叶片)。
另外三峡地下水轮发电机组的加工周期紧、质量标准高、业主要求严,而我们哈电自身还要在三峡机组上创造精品。
因此无论在工艺技术上还是在生产管理上对我公司都是严竣的挑战。
我们通过工艺技术和生产管理上的研究解析和充分准备,在哈尔滨电机厂水电分厂数控五坐标大龙门铣(简称龙门铣)上完成了三峡1#水轮机转轮叶片的数控加工。
现对叶片的数控加工工艺进行总结分析。
2 叶片的加工工艺2.1 三峡地下电站叶片的加工工艺流程三峡地下电站叶片的加工工艺充分考虑了以往大型叶片的加工特点,参考了三峡左右岸电站叶片的数控加工工艺,并根据三峡地下电站叶片的特殊情况而制定,其主要工艺过程如下:2.2 叶片加工中的工艺准备与质量控制2.2.1 成型毛胚的质量控制。
2.2.1.1 三峡地下叶片的材质为ZG06Cr13Ni4Mo,毛坯采用不锈钢铸造方式,为了保证数控加工叶片的质量和进度,铸造过程中将叶片正、背面的加工余量控制在8—40mm之间,周边加工余量控制在80mm以内。