制程FMEA分析表
- 格式:xls
- 大小:56.00 KB
- 文档页数:9


三十三、过程潜在失效模式及后果分析1. 目的规范FMEA活动,评价和发现产品在各生产工序中存在的潜在失效及其后果,并将能够避免减少这些潜在失效产生的措施正式书面文件化,以确保产品质量。
2. 适用范围适用于本公司汽车行业客户产品及超过了正常生产制作能力的产品和客户有特殊要求的产品。
3. 参考文件QM《质量手册》。
4. 职责4.1 公司产品质量先期策划多功能小组(CFT小组)负责相关产品进行各工序潜在失效模式及后果进行分析研究(FMEA),并制定生产控制计划。
4.2 工程部PE工程师和品质部IPQA专职人员对FMEA活动进行跟踪监察。
4.3 生产部相关部门负责FMEA和控制计划的具体实施。
5. 工作程序5.1 工程部ME接到业务部转来的客户生产资料后,经过评审认为:若是汽车行业客户产品或超过了本公司正常生产制作能力的产品,负责向公司CFT小组申报,要求进行FMEA活动。
公司产品质量先期策划和控制策划多功能小组(CFT小组)应组织生产、工程、品管人员对本公司各生产工序在生产制造过程中存在的潜在失效模式及后果进行综合分析,并进行FMEA活动。
以减少或消除产品不良或导致产品批量报废的机会,真正做到“预防为主,控制在先”。
5.2 公司CFT小组在组织进行FMEA活动时,应注重考虑“潜在失效后果的严重程度(S)"、“潜在失效起因座要机理的频度(O)”及“现行工艺控制探测度(D)”而引起的风险程度(RPN)的大小,并在进行APQP活动时制定的控制计划“特殊特性分类”一栏中,作出特殊特性“FE,,标志。
5.3 各工序潜在失效模式及后果分析和控制计划制定出来后,由工程部PE工程师和品质部IPQA人员进行跟踪,以留意各生产工序,尤其是在进行作业参数变更时产品产量的稳定性(即改变PPK, CPK值时的生产状况),以便于对控制活动进行相应措施变更。
5.4 风险系数规定与要求公司在进行PFMEA活动时,第一次其风险系数RPN数大于80分时(客户有特殊要求的以客户要求为准),则要求制定“建议措施”,并验证建议措施结果。

F M E A运用计划一.FMEA简介FMEA为Failure Mode and Effect Analysis(失效模式与效能分析)之简称,最早由美国航天工业于六十所代所发展出来的一套信赖度分析的工具.北美福特公司(Automotive Operations)于1972年发展信赖度训练计划时将FMEA包括于内,福特将FMEA分为两个模块:一为设计的FMEA;一为制程的FMEA.而后又陆续出版个别的指导手册,发展使用至今已广为汽车工业所使用,目前亦逐渐用于其它工业之上.福特公司给FMEA所下的定义为,FMEA可视为一系统化的群组活动,其目的在达成:1.辨认及评估与产品设计及制造相关的可失效模式及原因.2.找出可以消除或减少可能失效发生的改正措施,以及3.记录分析的过程.二.实施重点准备FMEA的工作应由负责设计或制造的工程师个人负责,但准备时所须的各种Input则必须为一整体的努力而非负责工程师个人的责任.对复杂的Item,可能要组成一个特定的队伍,队伍成员由其不同专业知识的人员所组成,可能包括设计、制造、装配、服务或品管等人员,或者利用会签的方式,要求以上所提各人员提出意见及反应,以找出负责工程师所不熟悉的可能Failure Mode.另一实施重点是FMEA须适时的实施,FMEA 应该是一个“事件发生前”的行动而非“事实产生后”的练习,要达成FMEA 的最侍佳效果,FMEA一定要在任何未知的设计或制造的Failure产生之前实施,花时间将FMEA做好,则将来的设计或制造程序变更可以较容易及花费较少的执行并减轻设计后期设计变更的危机.FMEA如果能被适当的应用,则FMEA 是一个重复,周期性永不间断的必进程序.三.设计的FMEA(Design FMEA)Design Potential FMEA是一种分析的技巧,提供产品工程师一种手段能尽可能的保证所有的可能Failure Mode及其Cause都已被考虑并加以强调,最终产品及与其相关的所有次组件以至单一零件皆应被评估分析.在整个设计过程中,FMEA提供或协助以下所列的各事项来减少Failure发生的风险:1.协助做设计需求及设计选择方案的客观评估;2.增加可能Failure Mode 及其对系统的Effect,能在产品设计发展阶段被预先考虑的机率;3.提供额外的信息来协助彻底而有效的设计测试及发展的计划;4.因为可能失效模式是依据对“顾客”的影响大小来做优先次序排列,所以可依此而建立一个设计改进及测试的优先系统;5.提供一个开放式的格式来追踪风险降低措施及改进建议;6.针对分析顾客使用考虑,评估设计变更及发展更先进设计提供将来的参考.顾客(Customer)的定义对设计的FMEA来说,顾客的定义应为最终使用者(End User),但是对设计工程师来说,顾客的定义并不只限于此,其顾客也可以是相关制造或装配单位的负责工程师或服务工程师等.注意事项:设计的FMEA并非准备一次就完成的记录,它在设计概念成形后开始,然后在整个产品发展过程中须随着设计变更随时更新来反应现有设计,要一直到最后设计工程图完成后,设计的FMEA才能算基本的告一段落.在制程或装配上会发生的可能失效模式不能包括在设计的FMEA内,而应包括在制程的FMEA内,但是有关这些失效模式的信息,设计工程师必须将它们传递给负责制程FMEA的工程师作为准备制程FMEA的输入.设计的FMEA不能依靠以制程的控制来克服设计上的弱点,但在做设计的FMEA时,必须把一些制程及装配上的技术及实际限制条件列入考虑.例如:1.表面处理的限制;2.钢材硬度的限制;3.制程能力的限制等条件.四.分析方式(Analysis Approach)FMEA有两种不同的分析方式Hardware Approach及Functional Approach,分析方式的选择,依现有资料及设计复杂性的不同而定.Hardware Approach是将设计的每一Hardware Item列出,然后就每一Hardware Item进行分析,将其所有的可能的Failure Mode找出.Functional Approach是将设计的Item所能执行的各种功能分类为不同的Output列出,然后就每一Output进行分析将其所有的Failure Mode找出.当设计为一复杂的系统时,FMEA可使用两者综合的分析方式.FMEA为分析架构可由上至下或由下至上.如果由蓝图,工程或设计资料中能很明确的定义出Hardware Item,则FMEA通常使用Hardware Approach且多使用由下至上的架构.反之若Hardware Item不易定义或系统复杂分析须由Initial Indenture Level 向下层层的分析,则FMEA通常使用Functional Approach,且多使用由上至下的架构.分析方式使用何种分析架构并非绝对,分析可由任一层开始向任一方向进行分析.五.FMEA程序(FMEA Process)FMEA为设计程序的一部份,应在设计初期实施并须随时更新反应所有设计变更.由设计初期至最后完成阶段,每一阶段的设计Review皆应将由FMEA列出主要考虑项目,使用FMEA来考量高风险的Item及其相关活动以订出改正措施,FMEA亦可用来定义特殊测试考虑﹑品质检验点﹑预防保养措施﹑操作条件﹑可用寿命及降低Failure风险至最小的必要信息及活动.FMEA所订出的所有建议措施都必须加以评估,经评估决定不采取行动的措施要有适当的记录建立来做正式处理.以下是实施FMEA的步骤:1.定义要分析的系统,包括内部及接口的功能,所有Indenture Level的预期续效,系统条件及失效的定义;2.建立Block Diagram;3.找出所有可能的失效模式,判定其对邻接的Item或功能,整个系统及所行使命的影响;4.就失效模式评估其可能导致最糟的结果,将结果归类至不同的严重性分类类别内;5.就失效模式订出失效检出方法及补救措施;6.找出消除失效或控制风险的必要改正设计或措施;7.判定改正措施的影响;8.将FMEA记录起来,并将问题汇总,问题包括那些无法由变更设计而解决的问题及降低风险的必要特殊控制.六.FMEA表格内容说明FMEA所使用的表格有两种:一为设计的FMEA,一为制程的FMEA,以下即对两种表格的内容分别介绍.设计FMEA表格内容说明表头各项内容说明1.产品名称:FMEA所分析产品的名称;2.设计责任单位:负责设计该产品的单位名称;3.相关单位:与该产品有关之各单位及组织的名称;4.供货商及制造工厂:自制或外包的厂商或工厂的名称(客户亦须列入)5.产品编号:产品的产品编号(包括自己的编号及客户使用的料号);6.设计定稿日期:填入该产品设计定稿的预期日期;7.负责人:负责制作FMEA表格之人员的姓名﹑职称及分机号码:8.FMEA定稿/更新日期:FMEA表格制作日期及更新日期.表格各项分析内容说明9.零件名称及编号/功能:填入(1)及(5)项之内容并对产品的功能加以叙述,功能定义的愈清楚,愈容易定义出失效模式,如果产品有多种不同的功能及可能的失效模式,各项内容应分开叙述;10.潜在的失效模式:指产品无法达到设计意图﹑续效要求或客户预期的可能产品缺失,针对产品的功能列出所有可能的失效模式,潜在失效模式的假设为有可能发生却非一定发生,建议找出失效模式的方式可参考以前的FMEA﹑测试报告﹑实际使用或信赖度的考量﹑以及对类似产品脑力激荡的结果,在特定的环境或使用状况下可能发生之失效模式亦须列入考虑,描述失效模式应使用技术性的用语,便如龟裂﹑变形﹑腐蚀﹑氧化﹑震动﹑松动﹑开路或短路;11.潜在的失效效应:指如果失效模式发生,失效模式对客户可能造成的影响或效应,描述失效效应应使用客户所经验注意到之用语,例如产品的外观﹑适用性及功能.12.严重度:对失效模式所造成的失效效应严重程度的评估,严重度的大小以1至10的数字来表示,欲降低严重度惟有做设计的变更,评估严重度可参考下列的评估表:严重度指数评估标准1、Negligible(可忽略的),对产品的续效不太可能产生影响,使用者可能不会发觉任何缺失.2﹑3 Mild(轻度的),造成使用者一些轻度的使用不顺,但一般不会感觉到任何续效的变化4﹑5﹑6 Moderate(中度化),使用者使用的不顺仍可忍受,但已感觉到一些续效及外观的变化7﹑8 High(高度的),使用之不顺已达无法忍受的地步,可能有无法达到续效要求的问题发生9﹑10 Very High(极高度的),续效已完全失去或未达到安全规定的要求13.重要产品特性:以,如严重度的指数为9或10且发生及检出率皆大于1时,应判定是否归类为重要产品特性而予以标示.14.潜在的失效原因:导致失效模式产生的原因,就设计的部份来看即为设计上的弱点,一些典型的原因为材料选择错误﹑不好的模具等;15.发生率:对某一特定失效原因发生导致失效模式产生的可能性大小的评估.发生率大小以1至10的数字来表示,欲降低发生率惟有靠设计变更来控制或消除一个或数个失效原因,评估发生率可参考下列的评估表:发生率指数评估标准1、emote(微乎其微),失效原因造成失效模式产生的机会微乎其微2﹑3 Very Low(非常低)失效原因造成失效模式产生的机会非常低4﹑5﹑6 Moderate(很高),失效原因造成失效模式产生的机会较高7﹑8 High(很高),失效原因造成失效模式产生的机会很高9﹑10 Very High(非常高),失效原因造成失效模式产生的机会非常高,几乎一定会发生16.现行的设计确认方式:指防范可能失效原因发生或检出失效原因及模式的各种检查或检测计划:在此栏内须将所有现有的设计确认(DV)列出,DV与防范或检出失效原因直接相关,非现有的DV必须放在议改善方案栏内;17.检出率:指设计确认能检出或防范失效原因发生的能力,检出率大小以1至10的数字来表示,欲增加检出率,DV计划必须加以修改,评估检出率可参考下列的评估表:检出率指数评估标准1﹑2 Very High(非常高),DV几乎一定能找出设计的弱点3﹑4 High(很高),DV能找出设计弱点的可能性很高5﹑6 Moderate(高),DV可能可以找出设计的弱点7﹑8 Low(很低),DV可能不太容易找出设计的弱点9 Very Low(非常低),DV可能找不出设计的弱点10 Min-Detection,DV找不出设计弱点或根本没有DV18.风险指数值(RPN):为严重度﹑发生率及检出率三者指数的乘积,数字本身不具任何意义;表格内改善方案及处臵结果之各项内容说明19.建议改善方案及优先级:经由对严重度﹑发生率及检出率三者指数所做分析的结果订定重要设计弱点的改正措施.改正措施的目的在改善严重度﹑发生率及检出率三者中任一﹑二或全部之指数,依各设计弱点在程度上订定改善措施的优先等级并填入改善优先等级栏内,可能有的等级区分为:A-出货前须改善B-一个月内须改善C-半年至一年内改善D-可能要改善或可能不改善20.执行单位负责人及完成日期:改正措施执行的负责单位,人员姓名及预计的完成日期;21.实际改善措施:实际上执行的改正措施项目,完成的日期及效果;22.处臵结果的风险优先指数:改正措施完成后重新评估三项指数,未列改善措施的项目不需要计算,如有任何项目须进一步的改善措施时,重复(19)至(22)内各项内容.制程FMEA表格内容说明表头各项内容说明1﹑制程﹑制品的名称/编号:被分析的制程﹑制品的名称及编号(包括制程编号或零件编号,产品编号);2.制程责任单位:负责该制品的单位及组织的名称(客户亦须列入);3.相关单位:与该制品有关之各单位及组织的名称;4.供货商及制造工厂:自制或外包的厂商或工厂的名称;5.产品名称/编号:产品的名称及编号(包括自己的编号及客户使用的料号);6.设计定稿日期:填入该产品设计定稿的预计日期;7.负责人:负责制作FMEA表格之人员的姓名﹑职称及分机号码;8.FMEA定稿/更新日期:FMEA表格制作日期及更新日期;9.开始量产日期:量产预定开始日期;表格各项分析内容说明10.制程名称/功能:对被分析之作业或制程目的之描述,如果制程有多种不同的失效模式可能发生则制程应分开叙述;11.潜在的失效模式:指制品无法达到工程或特定要求的可能失效方式.制作制程FMEA时,必须假设进入制程的零件或材料皆为正确的,而且为确保各项考虑的正确性,取得信息的方式应以团队的方式进行,针对每一特定的作业,以零件或制程的特性来表达并列出所有可能的失效模式.建议找出失效模式的方式是比较类似的制程及审查客户对类似零件所做的反应与抱怨.另外,也要具备一些对设计目的了解的知识;12.潜在的失效效应:指如果失效模式发生,失效模式对客户可能造成的影响或效应.在这里所指的客户可为产品使用者或后续的作业,如客户所为使用者,则效应应以使用者所经验或注意到之用语来描述,如指为后作业,则以制程或作业上之续效用语来描述.13.严重度:参考设计FMEA;严重度指数评估标准1、Negligible(可忽略的),对产品的续效不太可能产生影响,使用者可能不会发觉任何缺失,对后续制程可能没有任何影响.2﹑3 Mild(轻度的),造成使用者一些轻度的使用不顺,但一般不会感觉到任何续效的变化,后续制程可能会有一些轻度的重工4﹑5﹑6 Moderate(中度的),使用者使用的不顺仍可忍受,但已感觉到一些续效及外观的变化,后续制程会有不定的重工及修理,机台可能会受损.7﹑8 High(高度的),使用之不顺已达无法忍受的地步,可能有无法达到续效要求的问题发生,后续制程可能会有主要的重工及机台受损.9﹑10 Very High(极高度的),续效已完全失去或未达到安全规定的要求,后续无法进行;14.重要产品特性:参考设计FMEA15.潜在失效原因:对失效模式如何发生的描述,描述的内容必须是能够改善或可控制的事情,针对每一失效模式应尽可能列出所有可能的原因,如果原因只有一个,则找出原因的部分可告一段落,但多数原因皆不只一个,应使用实验设计或其它方式找出主要且易控制的根本原因,在叙述失效原因时,应使用明确的错误或故障用语(例如:机器故障/作业员错误等);16.发生率:指某一特定失效原因而导致失效模式产生之可能性大小加以评估,以1到10的数字为表示,仅有为防范失效原因发生而使用的方法才能列入发生率之评估考虑中,为检出失效原因而做之检测不能列入.评估发生率时,如制程是在管制之内或与其它在统计管制之下之制程相似则须使用这些资料做评估,评估发生率可参考下列评估表:发生率指数评估标准1、emote(微乎其微),失效原因造成失效模式产生的机会微乎其微,或Cpk>=1.672、Evry Low(非常低),失效原因造成失效模式产生的机会非常低,或Cpk>=1.333、Low (很低),失效原因造成失效模式产生的机会很低,或Cpk>1.04﹑5﹑6 Moderate(较高),失效原因造成失效模式产生的机会较高或Cpk<=1.07﹑8 High(很高),失效原因造成失效模式产生的机会很高,或制程未在统计管制之下9﹑10 Very High(非常高),失效原因造成失效模式产生的机会非常高,几乎一定会发生17.现行的管制方式:指防范可能失效原因发生或检出失效原因及模式的各项现行管制方法,这些管制方法可以是防呆夹具或统计制程管制,也可以是制程后的检验或测试,非现有的管制方法必须放在议改善方案栏内;18.检出率:指零件离开生产线前,失效原因能被订出的管制方法检出的机率的大小,检出率大小以1至10的数字来表示,评估检出率可参考下列的评估表: 检出率指数评估标准1﹑2 Very High(非常高),管制方法几乎一定能找出失效的原因3﹑4 High(很高),管制方法能找出失效原因的可能性很高5﹑6 Moderate(高),管制方法可能可以找出失效原因7﹑8 Low(很低),管制方法可能不太容易找出失效原因9 Very Low(非常低),管制方法可能找不出失效原因10、Min-Detection ,管制方法找不出失效原因或根本没有管制方法19.风险指数值(RPN):为严重度﹑发生率及检出率三者指数的乘积,数字本身不具任何意义;表格内改善方案及处臵结果之各项内容说明20.建议改善方案及优先级:参考设计FMEA;欲减少发生率的指数,制程或设计必须加以变更,如欲降低严重度的指数惟有靠设计的变更,而欲改善检出指数,亦须变更制程或设计,但防止不良应较发生不良后再检出更为重要,所以重点应在防止而非检出,例如使用统计制程管制及制程改善而非随机抽样及全检.21.执行单位负责人及完成日期:参考设计FMEA;22.实际改善措施:参考设计FMEA;23.处臵结果的风险优先指数:改正措施完成后重新评估三项指数,未列改善措施的项目不需要计算,如有任何项目须进一步的改善措施时,重复(20)至(23)内各项内容.第11 頁,共11 頁。


质量管理五大工具是指在质量管理领域中常用的五种工具,包括统计过程控制(SPC)、测量系统分析(MSA)、失效模式和效果分析(FMEA)、产品质量先期策划(APQP)和生产件批准程序(PPAP)。
以下是一些质量管理五大工具的表格模板:
1.
统计过程控制(SPC)表格模板:
2.
1.
测量系统分析(MSA)表格模板:
2.
1.
失效模式和效果分析(FMEA)表格模板:
2.
1.
产品质量先期策划(APQP)表格模板:
2.
1.生产件批准程序(PPAP)表格模板:
生产件批准程序(PPAP)表格模板通常包括以下内容:产品名称、顾客名称、零件编号、零件名称、提交时间、生产地点、生产数量、审核结论、审核员签名和备注等。
根据实际需要,还可以添加其他相关信息。
德信诚培训网制程潜在失效模式及效应分析表液晶显示器系统F M E A编号:车用Monitor 子系统页码:1/6零组件:1.塑料件(面盖) 2.金属件(支架,螺丝,承座铁片) 3.电子件(M/B,TV/B,TFT/B, Panel) 4.线材件(Cable, FFC)设计责任:编制者:李俊煌机种年型 / 机种类型: HT650 系列关键日期:F M E A日期:核心小组:研发品保生产生技业务德信诚培训网制程潜在失效模式及效应分析表液晶显示器系统F M E A编号:车用Monitor 子系统页码:2/6 零组件:半成品机台设计责任:编制者:机种年型 / 机种类型: HT650 系列关键日期:F M E A日期:核心小组:研发品保生产生技业务德信诚培训网制程潜在失效模式及效应分析表(量试 PFMEA)液晶显示器系统F M E A编号:车用Monitor 子系统页码:3/6 零组件:设计责任:编制者:半成品机台机种年型 / 机种类型: HT650 系列关键日期:F M E A日期:核心小组:研发品保生产生技业务德信诚培训网制程潜在失效模式及效应分析表(量试 PFMEA)液晶显示器系统F M E A编号:车用Monitor 子系统页码:4/6 零组件:半成品机台设计责任:编制者:机种年型 / 机种类型: HT650 系列关键日期:F M E A日期:核心小组:研发品保生产生技业务德信诚培训网制程潜在失效模式及效应分析表(量试 PFMEA)液晶显示器系统F M E A编号:车用Monitor 子系统页码:5/6 零组件:设计责任:编制者:半成品机台,纸箱,配件,标签机种年型 / 机种类型: HT650 系列关键日期:F M E A日期:核心小组:研发品保生产生技业务德信诚培训网制程潜在失效模式及效应分析表(量试 PFMEA)液晶显示器系统F M E A编号:LB00070100X-20030430 车用Monitor 子系统页码:6/6零组件:成品机台设计责任:编制者:机种年型 / 机种类型: HT650 系列关键日期:F M E A日期:核心小组:研发品保生产生技业务。
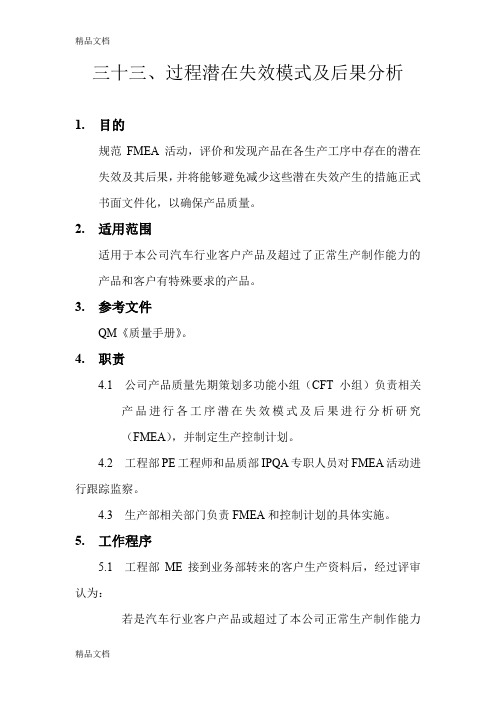
FMEA编号Number:页码Page:准备人Prepared By:严重度频度数难检度风险优先指数1三极管Q453移位(JT37A2MB)HDMI无联动71.上料未卡好,导致贴片过程中吸著中心偏移2.AOI漏检3.功能测试站漏检61.AOI拦检2.測試站SOP中有要求測試人員注意菜單處是否有綠色底紋的英文3126CLOSE733632IC150 反向(JT37A2 MB)无法烧录6(1)機器拋料(2)生產交接班時OP人員將當天散料A材重新使用脆盤后正常貼片導致打件反向(3)DIP後段功能測試也無法進行攔截。
5裂片---DIP插件---過錫爐---爐後接板---爐後目檢---錫面檢修---錫面目檢---功能測試---零件面目檢---總檢---包裝390CLOSE632363 U51 29-30pin连锡HDMI1无输出7(1)维修时造成的短路不良(2)FT测试站人员漏检(3)总检站人员漏检5维修室-AOI-錫面檢修---錫面目檢---功能測試---零件面目檢---總檢---包裝5175OPEN733635RF端子PIN脚连焊(JT37A2MB)DTV画面不良71.此機種生產時H101位置是由DIP插件,過鍋爐后有幾率連焊2.爐後目檢漏检3.錫面檢修站漏失,未進行拉焊4.錫面目檢漏检5.功能测试站漏检6.总检站漏检5裂片---DIP插件---過錫爐---爐後接板---爐後目檢---錫面檢修---錫面目檢---功能測試---零件面目檢---總檢---包裝3105CLOSE722286IC U1 PIN脚连锡(JT24keypad)按键无作用71.印刷設備擦拭機構出現故障無法自動擦拭,導致印刷短路2.重流AOI站OP漏检3.功能测试站漏检4.总检站漏检4AOI拦检-维修室-重流AOI-錫面檢修---錫面目檢---功能測試---零件面目檢---總檢---包裝4112CLOSE722287CN接口空焊(JT24keypad)按键无作用71元件維修不當少錫,易造成插拔CN1端子時錫裂。