形状和位置公差标准精选(最新)
- 格式:pdf
- 大小:48.60 KB
- 文档页数:3
形位公差标准形位公差是机械制造中常用的一种公差,它是用来描述零件上的几何特征与其设计要求之间的偏差。
形位公差标准是指规定了零件上各种几何特征的形状、位置和方向的公差要求的标准。
形位公差标准的制定对于保证零件的装配精度、使用性能和寿命具有重要意义。
形位公差标准的主要内容包括形位公差的表示方法、计算方法、检验方法以及允许偏差的范围等。
在实际的机械制造中,形位公差标准的应用非常广泛,它不仅适用于传统的加工制造领域,也适用于现代的数控加工、3D打印等先进制造技术中。
形位公差标准的表示方法通常采用符号的形式,常见的有位置公差、圆度公差、直线度公差、平面度公差、倾斜度公差等。
这些符号的含义和表示方式在国际标准和国家标准中都有详细的规定,制造企业和技术人员应当熟练掌握这些标准,以便正确理解和应用形位公差标准。
形位公差标准的计算方法是指根据零件的设计要求和实际加工情况,确定各种几何特征的公差数值。
在计算形位公差时,需要考虑到零件的功能要求、加工工艺、材料特性等因素,以确保零件能够满足设计要求并具有良好的装配性能。
形位公差标准的检验方法是指用于检查零件上各种几何特征的形状、位置和方向是否符合设计要求的方法。
常见的检验方法包括使用测量工具进行直接测量、使用光学仪器进行投影测量、使用三坐标测量机进行全尺寸检测等。
在进行形位公差的检验时,需要严格按照标准规定的检验程序和方法进行操作,以确保检验结果的准确性和可靠性。
形位公差标准的允许偏差范围是指在实际加工制造中,零件上各种几何特征的形状、位置和方向与设计要求之间允许存在的偏差范围。
这一偏差范围的确定需要综合考虑零件的功能要求、使用环境、加工工艺等因素,以确保零件能够满足设计要求并具有良好的装配性能。
总之,形位公差标准是机械制造中非常重要的一项标准,它直接关系到零件的装配精度、使用性能和寿命。
制造企业和技术人员应当加强对形位公差标准的学习和应用,以提高零件的加工质量和产品的竞争力。
形状位置公差
零件在加工过程中,由于机床-夹具-刀具系统存在几何误差,以及加
工中出现受力变形、热变形、振动和磨损等影响,使被加工零件的几何
要素不可避免地产生误差。
这些误差包括尺寸偏差、形状误差(包括宏观
几何误差、波度和表面粗糙度)及位置误差。
形状公差
形状公差是指单一实际要素的形状所允许的变动全量。
形状公差用形状公差带表达。
形状公差带包括公差带形状、方向、位置
和大小等四要素。
形状公差项目有:直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓
度等6项。
位置公差
位置公差是指关联实际要素的位置对基准所允许的变动全量。
∙定向公差
定向公差是指关联实际要素对基准在方向上允许的变动全量。
这类公差
包括平行度、垂直度、倾斜度3项。
∙定位公差
定位公差是关联实际要素对基准在位置上允许的变动全量。
这类公差包
括同轴度、对称度、位置度3项。
∙跳动公差
跳动公差是以特定的检测方式为依据而给定的公差项目。
跳动公差可分
为圆跳动与全跳动。
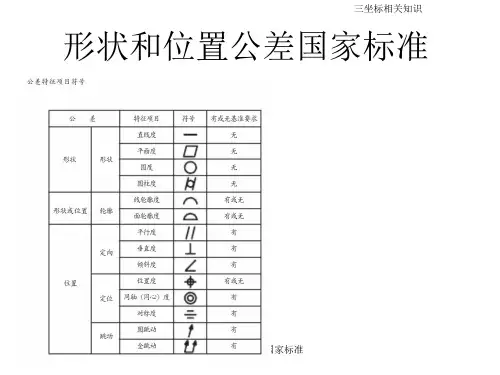
零件的形位公差共14项,其中形状公差6个,位置公差8个,列于下
表。

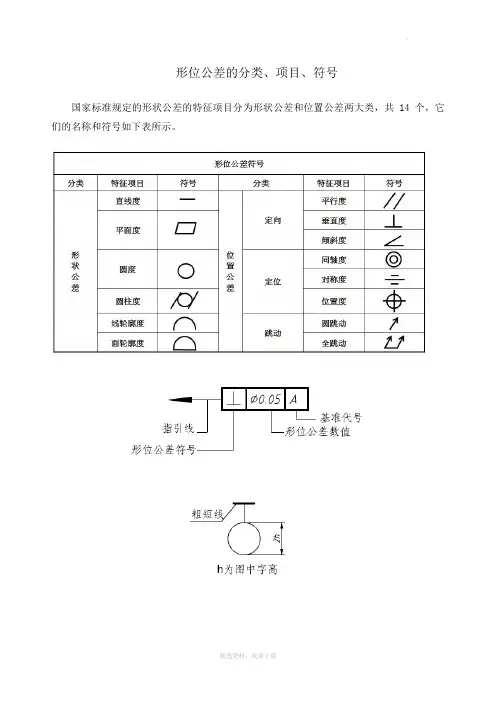
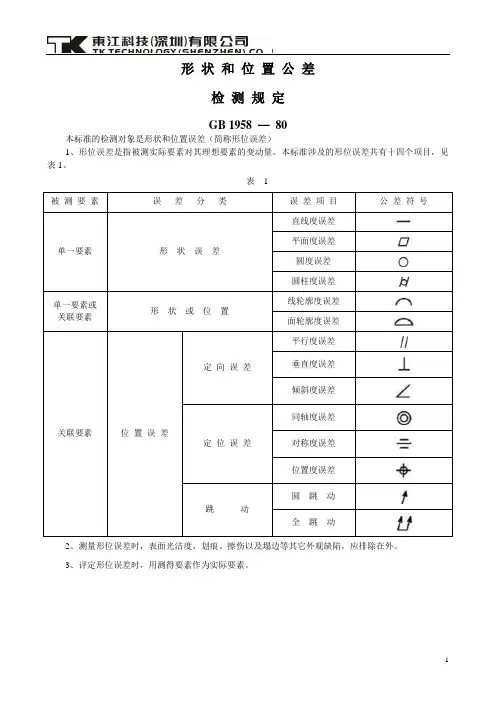
形位公差的分类、项目、符号国家标准规定的形状公差的特征项目分为形状公差和位置公差两大类,共 14 个,它们的名称和符号如下表所示。
形位公差的定义直线度 - 所有点都在一条直线上的情况,公差由两条平行线形成的区域来指定平面度 - 表面上所有的点都在一个平面上,公差由两个平行平面形成的区域来表示。
圆度 - 表面上所有点都在圆周上。
公差由两个同心圆限制的区域来指定。
圆柱度 - 旋转表面上的所有点都与公共轴等距。
圆柱公差制定了两个同心圆柱所形成的公差区域,此旋转表面必须在此区域中。
轮廓度 - 控制不规则的表面、线条、弧形或普通位面的定义公差方式。
轮廓可适用于单个线条元件或者零件的整个表面。
轮廓公差指定了沿着实际轮廓的唯一边界。
倾斜度 - 表面与轴处于指定角度的情况(与数据平面或轴的角度不是90度)。
公差区域是由两个平行平面定义的,这两个平行平面与数据平面或轴成指定的基本角度。
垂直度 - 表面或轴与数据平面或轴成直角的情况。
垂直公差指定了下列情况之一:由垂直于数据平面或轴的两个平面定义的区域,或者由垂直与数据轴的两个平行平面所定义的区域。
平行度 - 表面与轴上所有点与数据平面或轴等距的情况。
平行度公差指定了下列情况之一:平行于数据平面或轴的两个平面或线定义的区域,或者其轴平行于数据轴的圆柱公差区域。
同轴度 - 旋转表面的所有交叉可组合元素的轴,是数据特征的公共轴。
同心度公差指定了其轴与数据轴一致的圆柱公差区域。
位置度 - 位置度公差定义了允许其中中心轴或者中心平面偏离真正(理论上正确)位置的区域。
基本尺寸建立了从数据特征和相互关联的特征之间的真正位置。
位置误差是,特征与其正确位置间,总的可允许的位置偏移量。
对于孔和外部直径这样的圆柱特征来说,位置度公差通常是特征轴必须在其中的公差区域的直径。
对于不是圆的特征(如槽和短小的突出物)来说,位置度公差是特征的中心平面必须在其中的公差区域的总宽度。
圆跳动 - 提供对表面圆形元素的控制。
一般形位公差标准在制造、机械加工以及工程设计领域,形位公差标准是评估和控制零件几何尺寸和形状偏差的重要依据。
形位公差标准是一种规范,它定义了允许的尺寸和形状偏差范围,以确保零件能够正确地进行装配和运行。
本文将对一般形位公差标准进行探讨,包括其定义、分类、应用和实施。
一、形位公差标准的定义形位公差可简单理解为表征零件几何形状特性的一种尺寸限制。
它描述了零件与其他零件之间的相对位置和方向关系。
形位公差标准则是根据工程实践和制造经验,制定的一系列规定,用于指导设计师选择合适的公差范围,确保零件在装配过程中具备良好的相互配合和功能。
二、形位公差的分类形位公差可分为大小公差和形状公差两大类。
大小公差是指允许的尺寸偏差,例如直径、长度、角度等,它决定了零件的绝对尺寸范围。
形状公差是指允许的形状偏差,例如平面度、圆度、垂直度等,它描述了零件表面的形状几何特性。
三、形位公差标准的应用形位公差标准广泛应用于各种领域,尤其是制造业和工程设计领域。
在制造过程中,通过合理地选择和控制形位公差,可以提高零件的加工精度和装配质量。
在工程设计中,形位公差标准的合理运用可以确保零件的可互换性和通用性。
四、形位公差标准的实施形位公差标准的实施通常需要依赖相关的国际、国家或行业标准。
例如,国际标准化组织(ISO)发布的ISO 2768、ISO 1101等标准,是全球广泛应用的形位公差标准。
同时,不同国家和行业也可能存在自己的形位公差标准,如美国的ASME标准、德国的DIN标准等。
五、形位公差标准的优势形位公差标准的实施具有以下几个优势。
首先,形位公差标准能够规范零件的设计和制造,提高生产效率和产品质量。
其次,形位公差标准具备通用性,不受制造材料和加工方式的限制,适用于各种零部件和装配体。
此外,形位公差标准还有助于降低成本,避免不必要的设计和制造调整。
六、形位公差标准的挑战尽管形位公差标准具有广泛的应用和优势,但在实际应用中仍然存在一些挑战。
形状位置公差
零件在加工过程中,由于机床一夹具一刀具系统存在几何误差,以及加工中出现受力变形、热变形、振动和磨损等影响,使被加工零件的几何要素不可避免地产生误差。
这些误差包括尺寸偏差、形状误差(包括宏观几何误差、波度和表面粗糙度)及位置误差。
形状公差
形状公差是指单一实际要素的形状所允许的变动全量。
形状公差用形状公差带表达。
形状公差带包括公差带形状、方向、位置和大小等四要素。
形状公差项目有:直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓度等6
项。
位置公差
位置公差是指关联实际要素的位置对基准所允许的变动全量。
定向公差
定向公差是指关联实际要素对基准在方向上允许的变动全量。
这类公差包括平行
度、垂直度、倾斜度3项。
定位公差
定位公差是关联实际要素对基准在位置上允许的变动全量。
这类公差包括同轴度、
对称度、位置度3项。
跳动公差
跳动公差是以特定的检测方式为依据而给定的公差项目。
跳动公差可分为圆跳动与全跳动。
零件的形位公差共14项,其中形状公差6个,位置公差8个,列于下表。
形状和位置公差标准《形状和位置公差标准:精确世界的奇妙指南》嘿,朋友们!你们知道吗?在这个充满各种形状和物体的世界里,就好像我们身处一个奇幻的几何王国。
而在这个王国中,要是没有形状和位置公差标准,那简直就像是孙悟空没有了金箍棒,蜘蛛侠没了蛛丝一样混乱不堪呐!这标准可太重要啦,要是不了解,那制造出来的东西不是这里歪就是那里斜,整个世界都会变得奇奇怪怪的哟!一、形状公差的奇妙世界“形状的奇妙冒险:不能走样的承诺!”在形状公差的领域里,我们就像是守护形状城堡的卫士,坚决不能让形状走样。
形状公差就如同给每个形状设定了一个精准的模板,要求它们乖乖地按照规定来。
比如说一个圆形,那它就得圆得完美无缺,不能有一点点的椭圆或者变形。
这就好比我们去买甜甜圈,总不能买到一个奇形怪状的“怪圈”吧!像制造精密仪器、汽车零件等,都必须严格遵循形状公差标准,不然这些东西可就没法正常工作啦。
二、位置公差的神秘领域“位置的精确魔法:毫厘之间的乾坤!”位置公差更是神秘而重要啊!它就像是在空间中施展的精确魔法,让各个零件在该在的位置上,不能有丝毫偏差。
可以想象一下,如果螺丝孔的位置不对,那螺丝怎么也拧不进去,这不就抓瞎了嘛!就如同搭积木,每一块都要放在准确的位置,才能搭出稳固又漂亮的城堡。
例如在机械制造中,齿轮之间的啮合、轴与轴承的配合等,都依赖于严格的位置公差标准,才能保证机器的顺畅运转。
三、综合起来的奇妙效应“形状与位置的完美结合:几何王国的和谐乐章!”当形状公差和位置公差完美结合时,那就是几何王国中奏响的和谐乐章啊!它们相互配合,让物体既有正确的形状,又在正确的位置上。
这就像一场精彩的舞蹈表演,舞者的动作要标准,位置也要恰到好处,才能呈现出绝美的视觉效果。
比如在建筑设计中,不仅建筑物的外形要美观,各个结构的位置也要精确无误,这样才能保证建筑的安全和稳定。
哎呀呀,形状和位置公差标准就是这么神奇又重要!它们是制造精确世界的秘密法宝,是让一切有序运行的关键规则。
形状和位置公差标准精选(最新)
G157《GB/T157-2001 产品几何量技术规范(GPS):圆锥的锥度与锥角系列》
G1182《GB/T 1182-2008 产品几何技术规范(GPS)几何公差 形状、方向、位置和跳动公差标注》
G1184《GB/T 1184-1996 形状和位置公差 未注公差值》
G1958《GB/T1958-2004 产品几何量技术规范(GPS):形状和位置公差 检测规定》G4096《GB/T4096-2001 产品几何量技术规范(GPS):棱体的角度与斜度系列》
G4249《GB/T 4249-2009 产品几何技术规范(GPS) 公差原则》
G4380《GB/T4380-2004 圆度误差的评定 两点、三点法》
G6062《GB/T6062-2001 产品几何量技术规范:接触(触针)式仪器的标称特性》 G7234《GB/T7234-2004 产品几何量技术规范(GPS) 圆度测量术语、定义及参数》G7235《GB/T7235-2004 产品几何量技术规范(GPS)评定圆度误差的方法:半径变化量测量》
G10610《GB/T10610-1998 轮廓法测定表面结构的规则和方法》
G11336《GB/T11336-2004 直线度误差检测》
G11337《GB/T11337-2004 平面度误差检测》
G13319《GB/T13319-2003 产品几何量技术规范(GPS):几何公差位置度公差注法》G16671《GB/T 16671-2009 产品几何技术规范(GPS) 几何公差 最大实体要求、最小实体要求和可逆要求》
G16857.1《GB/T16857.1-2002 产品几何量技术规范(GPS):坐标测量机的验收检测词汇》
G16857.2《GB/T 16857.2-2006 产品几何技术规范(GPS):用于测量尺寸的坐标测量机》
G16857.3《GB/T 16857.3-2009 产品几何技术规范(GPS):配置转台的轴线为第四轴的坐标测量机》
G16857.4《GB/T16857.4-2003 产品几何量技术规范(GPS):在扫描模式下使用的坐标测量机》
G16857.5《GB/T16857.5-2004 产品几何量技术规范(GPS):使用多探针探测系统的坐标测量机》
G16857.6《GB/T 16857.6-2006 产品几何技术规范(GPS):计算高斯拟合要素的误差的评定》
G16892《GB/T16892-1997 形状和位置公差:非刚性零件注法》
G17773《GB/T17773-1999 形状和位置公差:延伸公差带及其表示法》
G17851《GB/T 17851-2010 产品几何技术规范(GPS) 几何公差 基准和基准体系》G17852《GB/T17852-1999 形状和位置公差:轮廓的尺寸和公差注法》
G18778.1《GB/T18778.1-2002 产品几何量技术规范(GPS):滤波测量条件》
G18778.2《GB/T18778.2-2003 产品几何量技术规范(GPS):用线性化的支承率曲线表征高度特性》
G18778.3《GB/T 18778.3-2006 产品几何技术规范(GPS):用概率支承率曲线表征高度特性》
G18779.1《GB/T18779.1-2002 产品几何量技术规范(GPS):按规范检验合格或不合格的判定规则》
G18779.2《GB/T18779.2-2004 产品几何量技术规范(GPS):测量设备校准和产品检验中GPS测量的不确定度评定指南》
G18779.3《GB/T 18779.3-2009 产品几何技术规范(GPS) 工件与测量设备的测量检验:关于对测量不确定度的表述达成共识的指南》
G18780.1《GB/T18780.1-2002 产品几何量技术规范(GPS)几何要素:基本术语和定义》
G18780.2《GB/T18780.2-2003 产品几何量技术规范(GPS):圆柱面和圆锥面的提取要素的局部尺寸》
G19765《GB/T 19765-2005 产品几何量技术规范(GPS):产品几何量技术规范和检验的标准参考温度》
G19804《GB/T 19804-2005 焊接结构的一般尺寸公差和形位公差》
G20308《GB/Z 20308-2006 产品几何技术规范(GPS) 总体规划》
G24630.1《GB/T 24630.1-2009 产品几何技术规范(GPS) 平面度 第1部分:词汇和参数》
G24630.2《GB/T 24630.2-2009 产品几何技术规范(GPS) 平面度 第2部分:规范操作集》
G24631.1《GB/T 24631.1-2009 产品几何技术规范(GPS) 直线度 第1部分:词汇和参数》
G24631.2《GB/T 24631.2-2009 产品几何技术规范(GPS) 直线度 第2部分:规范操作集》
G24632.1《GB/T 24632.1-2009 产品几何技术规范(GPS) 圆度 第1部分:词汇和参数》
G24632.2《GB/T 24632.2-2009 产品几何技术规范(GPS) 圆度 第2部分:规范操作集》
G24633.1《GB/T 24633.1-2009 产品几何技术规范(GPS) 圆柱度 第1部分:词汇和参数》
G24633.2《GB/T 24633.2-2009 产品几何技术规范(GPS) 圆柱度 第2部分:规范操作集》
G24634《GB/T 24634-2009 产品几何技术规范(GPS) GPS 测量设备通用概念和要求》
G24635.3《GB/T 24635.3-2009 产品几何技术规范(GPS) 坐标测量机(CMM) 确定测量不确定度的技术 第3部分:应用已校准工件或标准》
G24637.1《GB/Z 24637.1-2009 产品几何技术规范(GPS) 通用概念:几何规范和验证的模式》
G24637.2《GB/Z 24637.2-2009 产品几何技术规范(GPS) 通用概念:基本原则、规范、操作集和不确定度》
G24638《GB/Z 24638-2009 产品几何技术规范(GPS) 线性和角度尺寸与公差标注+/-极限规范》
G24734.1《GB/T 24734.1-2009 技术产品文件 数字化产品定义数据通则:术语和定义》
G24734.2《GB/T 24734.2-2009 技术产品文件 数字化产品定义数据通则:数据集识别与控制》
G24734.3《GB/T 24734.3-2009 技术产品文件 数字化产品定义数据通则:数据集要求》
G24734.4《GB/T 24734.4-2009 技术产品文件 数字化产品定义数据通则:设计模型要求》
G24734.5《GB/T 24734.5-2009 技术产品文件 数字化产品定义数据通则:产品定义数据通用要求》
G24734.6《GB/T 24734.6-2009 技术产品文件 数字化产品定义数据通则:几何建模特征规范》
G24734.7《GB/T 24734.7-2009 技术产品文件 数字化产品定义数据通则:注释要求》
G24734.8《GB/T 24734.8-2009 技术产品文件 数字化产品定义数据通则:模型数值与尺寸要求》
G24734.9《GB/T 24734.9-2009 技术产品文件 数字化产品定义数据通则:基准的应用》
G24734.10《GB/T 24734.10-2009 技术产品文件 数字化产品定义数据通则:几何公差的应用》
G24734.11《GB/T 24734.11-2009 技术产品文件 数字化产品定义数据通则:模型几何细节层级》
H7779《HB7779-2005 形状和位置公差检测方法的一般要求》
QJ3002《QJ 3002-1998 大尺寸圆周分布孔位置度的测量方法》
QC714《QC/T714-2004 汽车车身覆盖件未注形状与位置公差值》。