卧式测长仪对光滑塞规直径测量结果的不确定度评定
- 格式:pdf
- 大小:97.83 KB
- 文档页数:2
塞尺厚度测量结果的不确定度评定1校准方法:依据JJG62-2017 《塞尺检定规程》,用测长仪直接测量。
2数学模型H = L + δ1 + δ2 + δ3式中:H———塞尺厚度测量结果;L———第i点测长仪的读数与相对零位之差;δ1———塞尺厚度不均匀引入的标准不确定度;δ2———测力造成的压陷变形引入的标准不确定度;δ3———测长仪测帽平面度引入的标准不确定度。
3标准不确定度的评定3.1测长仪引入的标准不确定度u1根据测长仪最大允许误差来评定。
测长仪在使用范围内的示值的最大允许1.0μm,矩形分布,包含引子√3 .u1= 0.59um3.2测量重复性引入的标准不确定度u2对1.00mm塞尺进行10次测量,得到标准偏差为0.9umu2=0.90um (d=1.00mm)3.3测长仪测帽平面度引入的标准不确定度u3测帽得平面度为0.15um,反正弦分布,包含引子√2,则:u3=0.11 um3.4尺片厚度不均匀及弯曲度引入的测量不确定度1.00mm厚度塞尺尺片再1mm范围内不均匀值及弯曲度影响1.2 um,矩形分布,包含因子√3故u4 =1.2um/√3=0.69 um3.5测力压陷变形引入的标准不确定度u5球形测帽与塞尺平面接触产生压陷变形,反正弦分布,取K=0.415根据公式f=K3√P2/du5= K3√P3/d/√2=0.32um3.5合成标准不确定度的计算uc=√0.592+0.902+0.112+0.692+0.322=1.3um3.6扩展不确定度的评定取k=2,则:U =uc×k=1.3×2=2.6um (d=1.00mm)。

XXXXX 作业指导书测量不确定度评定XXXX-2XXXX测长仪示值误差XXXX-0*-0*批准 XXX-0*-0*实施测长仪示值误差测量结果的不确定度评定1 概述1.1测量方法:依据JJF1189-2008《测长仪校准规范》。
1.2环境条件:温度(20±3)℃。
1.3测量标准:三等标准量块,扩展不确定度U =0.15μm ,包含因子k =2.7,有效自由度v eff =110。
1.4被测对象:测长仪,测量范围(0-100)mm ,最大允许误差1.5μm 。
1.5测量过程:校准测长仪示值误差时,移动测量轴,使两球面测帽接触,并将测帽调整至正确状态,转动尾管的微动螺丝,使毫米刻度尺的零线与读数装置的零位对准。
然后将间隔10mm 的量块,依次的安装在工作台上。
升降和移动工作台,将量块处于测量轴线上。
移动测量轴,使球面测帽与量块工作面接触。
使工作台按其水平轴和垂直轴转动,找到最小值时,在仪器上读数,取各读数与所用量块的实际长度之差,即为各校准点相对零位的误差。
1.6评定结果的使用在符合上述条件下的测量结果,一般可直接使用本不确定度的评定结果。
2 数学模型Δ=(L i -L 0)-L S 式中:Δ——各点的示值误差;L i ——各校准点上的仪器的读数值; L 0——起始点上的仪器的读数值; L S ——所用标准量块的实际长度。
3 输入量的标准不确定度评定3.1输入量L i 的标准不确定度u (L i )的评定输入量L i 的不确定度来源主要是测长仪的测量重复性,可以通过连续测量得到测量列,采用A 类方法进行评定。
对一台测长仪,选择10mm 点,连续测量列10.0001,10.0000,10.0000,10.0001 ,10.0000,10.0000,10.0000,10.0002,10.0002mm 。
m n L Ls iμ08.01)(2=--=∑任意选取3台同类型的测长仪,每台分别选3处测量点,各在重复性条件下连续测量10次,共得到9组测量列,每组测量列分别按上述计算得到单次实验标准差,如表-1所示。

关于塞尺厚度偏差测量不确定度评定的探讨及保养方法摘要:塞尺是检查间隙的细规,也叫间隙规或厚薄规等。
其主要技术指标是塞尺的厚度偏差和弯曲度。
目前国内计量人员主要是按照《塞尺检定规程》JJG62-2017对塞尺进行计量检定。
由于塞尺精度低,测量相对简单,在实际测量过程中,不同人的测量结果会不一致。
通过这段时间对塞尺检定工作,对塞尺的粗略了解,对塞尺厚度测量不确定度评定的探讨以及塞尺的检定方法、注意事项、平日对塞尺的保养,以供大家共同学习和思考。
关键词:塞尺;测量不确定度评定;日常保养;前沿塞尺是一种常用的检验间隙的薄片式量具,厚度偏差是其主要技术指标。
塞尺检定过程中,应严格按照《塞尺检定规程》JJG62-2017规范塞尺检定的工作,本规程操作塞尺的测量精度处于受控状态,检验结果真实、可靠,能确保产品品质。
分析了塞尺检定规程中利用测长仪直接测量塞尺厚度的方法的测量不确定度评定问题,并总结了日常工作中对塞尺的保养方法。
一、塞尺的检定方法和注意事项1、检定方法(1)用干净的布将塞尺测量表面擦拭干净,不能在塞尺沾有油污或金属屑末的情况下进行测量,否则将影响测量结果的准确性。
(2)将测长仪的球形测帽与φ12mm的平面测帽接触,归零。
(3)移动测长仪的测量轴使两测量帽分开,将擦拭干净的塞尺片放入两测量帽之间,使球形测帽与塞尺这封面接触,平面测帽与塞尺反面接触,测得该片塞尺的厚度值Li厚度偏差ei得计算公式:ei =Li-L式中:Li:第i点厚度值,mmL:塞尺标称尺寸,mm2、注意事项(1)测量塞尺前一定要用干净的布将塞尺测量表面擦拭干净,不能在塞尺沾有油污或金属屑末的情况下进行测量,否则将影响测量结果的准确性;(2)不允许在测量过程中弯折塞尺片,否则将损坏塞尺的测量面;(3)检定室内温度为(20±8)℃;二、塞尺厚度偏差测量不确定度评定的探讨采用测长仪来测量塞尺片厚度是直接测量法,其测量模型为:塞尺的厚度偏差ei:ei =Li-L+δ1+δ2+δ3式中:Li:第i点厚度值,mmL:塞尺标称尺寸,mmδ1:测力造成的压陷变形对测量结果的影响,mmδ2:测长仪测帽的平面度对测量结果的影响,mmδ3:测量位置偏移对测量结果的影响,mm1、用测长仪测量方法引入不确定度的分量。

圆柱塞规直径校准的不确定度评定发布时间:2021-09-04T07:23:25.148Z 来源:《科学与技术》2021年第13期作者:郭胜张春生[导读] 本文以圆柱塞规直径校准为例,详细介绍了不郭胜张春生西安航天计量测试研究所陕西西安 710100〔摘要〕本文以圆柱塞规直径校准为例,详细介绍了不确定度的评定方法,以供同行参考。
〔关键词〕圆柱塞规直径校准;不确定度评定1 概述:1.1 校准方法:依据JJG 343-2012《光滑极限量规检定规程》。
1.2 环境条件:温度21.8℃,相对湿度50%。
1.3 校准标准设备:卧式测长仪。
1.4 被校对象:圆柱塞规Φ5 mm 1支。
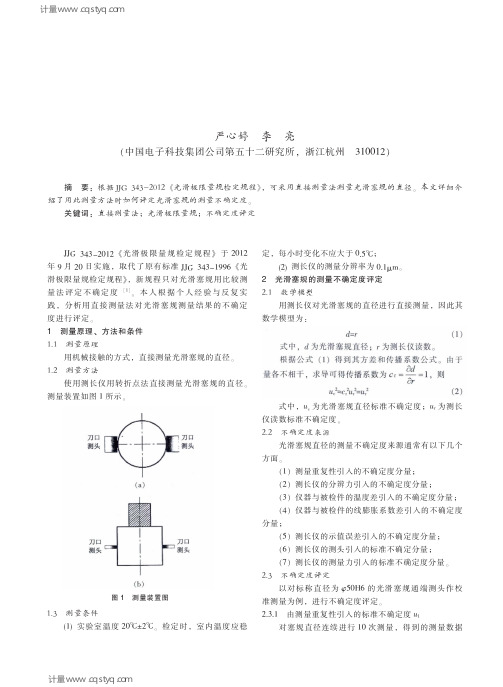
1.5 校准过程:将被校准圆柱塞规装夹在工作台上,采用绝对测量法。
沿刻线方向校准圆柱塞规距刻线端面15 mm处截面的直径,记录校准数据A;再转动90°,沿垂直于刻线方向校准圆柱塞规距刻线端面15 mm处截面的直径,记录校准数据B,取2次校准数据的平均值作为直径实际值。
校准位置如图1所示。
式中:—圆柱塞规直径校准结果的不确定度;—仪器示值误差引入的标准不确定度分量;—仪器示值变动性引入的标准不确定度分量;—量块与被测圆柱塞规之间的温度差引入的标准不确定分量;—量块线膨胀系数引入的标准不确定度分量;—测量重复性引入的标准不确定度分量。
3 校准结果引入的各标准不确定度分量汇总如下:3.1 仪器示值误差引入的标准不确定度分量;3.2 仪器示值变动性引入的标准不确定度分量;3.3 量块与被测圆柱塞规之间的温度差引入的标准不确定分量;3.4 量块线膨胀系数引入的标准不确定度分量;3.5 测量重复性引入的标准不确定度分量。
4 Φ5 mm圆柱塞规校准结果的标准不确定度评定如下:4.7 Φ5 mm圆柱塞规校准结果的标准不确定度评估汇总见下表:序号名称评定值1 标准不确定度分量仪器示值误差引入的分量 0.592 μm仪器示值变动性 0.173 μm量块与被测圆柱塞规之间的温度差 0.010 μm量块线膨胀系数 0.060 μm测量重复性 0.058 μm2 合成标准不确定度 0.62 μm3 扩展不确定度U(k=2) 1.3 μm5 圆柱塞规的校准结果为:标称直径 Ф5 mm校准直径(沿刻线方向) Ф5.0002 mm校准直径(垂直刻线方向) Ф5.0001 mm校准直径(平均值) Ф5.0002 mm扩展不确定度U(k=2) 1.3 μm6 结束语计量器具校准结果的不确定度评定是我们计量工作者在日常工作中经常遇到且必须解决的实际问题。
3等标准环规的测量不确定度评定1、测量过程简述(1)测量依据:JJG894-1995《标准环规检定规程》 (2)环境条件:温度(20±2) ℃。
(3)测量标准:三等量块,测长仪。
(4)被测对象:Φ30mm ,Φ100mm 三等标准环规(5)测量方法:是以量块作标准,用量块夹附件组成相同尺寸的内尺寸标称值,在卧式测长仪上以比较测量的方法得到被测环规直径。
2、数学模型s L D +=δ式中:D 一被测环规直径mm ;δ——环规与标准量块差值μm ;s L ——标准量块中心长度实际值mm 。
3、各输入量的标准不确定度的评定(1) 由测量重复性引起的标准不确定度u(1i δ)的评定(采用A 类评定)对于D=30mm 环规,在重复性条件下与30mm 量块相比较,重复测量1O 次得到一组测量列:-0.9,-0.8,-0.8,-1.0,-0.8,-0.8,-0.6,-0.8,-0.8,-0.7(μm )。
实验标准差为:m x xS i iμ11.0110)(101211≈--=∑=对于D=100mm 环规,在重复性条件下与100mm 量块相比较,重复测量1O 次得到一组测量列:+0.7,+1.4,+0.9,+1.2,+0.8,+1.0,+0.6,+1.1,1.0,+1.1(μm )。
实验标准差为:m x xS i iμ24.0110)(101221≈--=∑=自由度:91)()(2111=-==n δνδν(2)仪器示值误差引起的标准不确定度u(2i δ)的评定(采用B 类评定)由仪器说明书可知,该测长仪精度优于±0.5μm ,估计其示值误差服从均匀分布,区间半宽a=0.5μm ,包含因子k=3,则标准不确定度:m u u μδδ29.035.0)()(2212≈==估计其可信程度为10%,则自由度为:)(2i δν =50。
仪器的分辨力为0.1μm ,则由仪器分辨力引入的不确定度分量为0.29×0.1μm=0.029μm ,仅为由仪器示值误差引入的不确定度分量的1/10,因此可以忽略不计。
光面塞规检定方法嘿,朋友们!今天咱来唠唠光面塞规检定方法。
这玩意儿啊,就像是一把衡量精度的尺子。
你想想看,光面塞规就像是一位严格的裁判,专门来评判工件尺寸合不合格。
那怎么才能让这个裁判公正准确呢?这可就有讲究啦!首先,得把光面塞规清洗干净,可别小瞧了这一步,就像人出门得把脸洗干净一样重要呢!要是上面沾了脏东西,那可就不准啦。
然后仔细地检查塞规的外观,看看有没有磨损、划痕啥的,要是有,那它可就不靠谱咯,就好比一个眼睛花了的裁判,能公正裁决吗?接下来,就是关键的测量环节啦。
把塞规轻轻插入工件的孔里,嘿,这感觉就像是在试探一个秘密通道。
这时候可得细心感受,不能太粗鲁,不然会影响结果呢。
要是塞规能顺利通过,那先别高兴太早,还得反过来再试试。
要是都能轻松通过,那说明这个孔的尺寸还不错。
但要是塞规通不过呢?那就得好好琢磨琢磨了,是不是孔小了呀?在检定的时候,可不能马虎大意。
你说要是因为一点不仔细,把不合格的当成合格的,那后面生产出来的东西不就都有问题啦?那可就麻烦大了,就像盖房子根基没打好一样,随时可能倒塌呀!而且啊,使用光面塞规的时候,还得注意环境呢。
不能在太脏太乱的地方,也不能温度太高太低,不然它也会“闹脾气”,给出不准确的结果哦。
这就好比人在舒适的环境里才能好好工作一样,光面塞规也需要一个合适的“工作环境”呀。
还有哦,要定期给光面塞规做“体检”,看看它是不是还健康。
要是它生病了,不准确了,那可不行呀!这就像我们每年都要去体检一样,及时发现问题,及时解决。
总之,光面塞规检定可真是个细致活儿,一点都不能马虎。
只有认真对待,才能让它发挥出最大的作用,为我们的生产把好关呀!你们说是不是这个理儿?原创不易,请尊重原创,谢谢!。
塞尺厚度偏差测量不确定度评定塞尺是现代人们生活和工作中应用非常便捷的一种常见测量工具。
通常来讲,塞尺的厚度d为0.02mm、0.10mm、0.15mm、1.00mm,所以工作人员在对塞尺进行测量的过程中会存在误差。
塞尺的检定工作需要依靠专业的检定工具,通常选择使用测长仪来对塞尺进行检定,测量不确定度的评定对塞尺示值误差具有直接性的影响。
基于此,本文对塞尺测量结果示值误差的不确定度评定工作展开了分析与探讨,以期给行业工作人员提供有效参考。
关键词:塞尺;结果误差;不确定度1. 测量方法评定测长仪测量标称厚度d为0.02mm、0.10mm、0.15mm、1.00mm的塞尺为例,按照JJG62-2017规定的测量方法和测量条件进行塞尺厚度偏差测量不确定度评定。
2. 测量模型:塞尺的厚度偏差ei式中:L——第i点厚度值,mm;iL——塞尺标称尺寸,mm;——测力造成的压陷变形对测量结果的影响,mm;——测长仪测帽的平面度对测量结果的影响,mm;——测量位置偏离对测量结果的影响,mm。
3. 不确定度传播公式评定的不确定度分量由测长仪示值误差、测量重复性、测力造成的压陷变形、测长仪测帽的平面度、测量位置偏离影响组成,考虑各分量彼此独立,得:;;;;用u1,u2,u3,u4,u5分别表示Li,L,,,的标准不确定度。
则4. 分量的标准不确定度评定4.1测量重复性引入的标准不确定度分量u1对塞尺不同厚度尺寸分别进行了10次重复性测量,依次得到标准偏差为0.13μm (0.02 mm厚度塞尺),0.14μm (0.10 mm厚度塞尺),0.14μm (0.15 mm厚度塞尺),0.16μm (1.00mm厚度塞尺)。
则u1=0.13μm (d=0.02mm)u1=0.14μm (d=0.10mm)u1=0.14μm (d=0.15mm)u1=0.16μm (d=1.00mm)4.2 测长仪引入的标准不确定度分量u2测长仪示值误差测量结果的扩展不确定度为±0.3μm,由仪器最大允许误差导致的不确定度为矩形分布,包含因子为,则u2=0.3μm/=0.17μm4.3 测力造成的压陷变形引入的标准不确定度分量u3测量时,塞尺的一面与平测帽接触,由于是平面对平面的运触,变形量可以忽略不计;另一面是球测帽与塞尺的平面接触,变形量不能忽略。
2023年工具钳工(技师)高频考点训练3卷合壹(带答案)(图片大小可自由调整)全文为Word可编辑,若为PDF皆为盗版,请谨慎购买!卷I一.全能考点(共100题)1.【单选题】()用于紧固组合夹具中的各种元件及压紧被加工件,所有螺纹均采用细牙螺纹。
A、定位件B、压紧件C、紧固件D、组合件参考答案:C2.【判断题】錾子切削部分热处理时,其淬火硬度越高越好,以增加其耐磨性。
参考答案:×3.【单选题】精密夹具经装配完工后,都应进行空载试验和(),以防止正式使用中产生废品。
A、刚性鉴定B、强度测试C、冲击测试D、试切鉴定参考答案:D4.【判断题】铣床水平长期失准对铣床的运动精度没有直接影响。
参考答案:×5.【单选题】单位违反《消防法》规定,损坏、挪用或者擅自拆除、停用消防设施、器材的,责令改正,处()罚款。
A、5千元以上5万元以下B、1万元以上5万元以下C、3万元以上8万元以下D、3万元以上10万元以下参考答案:A6.【判断题】卧式测长仪可对被测工件进行绝对测量()参考答案:√7.【单选题】机动车左转弯时,要降低车速,给自己和其他人()。
A、留出更多时间B、保持车速C、增加车速D、与车速无关参考答案:A8.【单选题】气孔是在焊接熔池的()过程中产生的。
A、一次结晶B、二次结晶C、三次结晶参考答案:A9.【判断题】()千斤顶不是划线操作使用的工具。
参考答案:×10.【判断题】镗床在作空载运转试验时,对运动部件运转时间有一定的要求。
参考答案:√11.【判断题】职业道德修养要从培养自己良好的行为习惯着手。
参考答案:√12.【单选题】用普通车刀横车时当刀尖安装高于工件的中心结时,其对刀具的前、后角的影响是()A、前角增大,后角增大B、前角增大,后角减少C、前角减少,后角增大D、前角减少,后角减少参考答案:D13.【多选题】符合下列()条件的为一级基坑。
A、重要工程或支撑结构作主体结构的一部分B、开挖深度大于10mC、与临近建筑物重要设施的距离在开挖深度以内的基坑D、基坑影响范围内有历史文物,近代优秀建筑重要管线等严加保护的基坑E、开挖深度大于7m参考答案:ABCD14.【多选题】下列叙述正确的是()?A、装卸用管必须注明开始使用日期。