ZG1Cr10MoVNbN焊接工艺试验研究
- 格式:pdf
- 大小:220.88 KB
- 文档页数:3
不锈钢等离子弧焊+钨极氩弧焊双枪焊接工艺研究刘红郝先进甘柏胜吴晔华发布时间:2023-07-17T14:42:36.800Z 来源:《中国电业与能源》2023年9期作者:刘红郝先进甘柏胜吴晔华[导读] 本文以提高薄壁不锈钢焊接效率为出发点,引入一种等离子弧焊+钨极氩弧焊双枪复合工艺,针对该复合工艺进行设备集成、坡口选择、配套工装设计、工艺开发等,并进行焊接接头力学性能测试,评述该复合焊接工艺在薄壁不锈钢焊接方面的适用性。
中国核工业二三建设有限公司摘要:本文以提高薄壁不锈钢焊接效率为出发点,引入一种等离子弧焊+钨极氩弧焊双枪复合工艺,针对该复合工艺进行设备集成、坡口选择、配套工装设计、工艺开发等,并进行焊接接头力学性能测试,评述该复合焊接工艺在薄壁不锈钢焊接方面的适用性。
关键词:等离子焊接;钨极氩弧焊;焊接工艺1.引言在规模化的工业生产中,传统的氩弧焊与电弧焊以及其组合工艺已经不再能满足生产的实际需求,为了增加焊接效率,降低人工成本,焊接自动化程度日益提升,多种焊接方法组合的焊接形式也变成一种新的突破点。
相比传统的手工焊,等离子弧焊除了具有焊前准备少、对焊工技术要求较低的优点之外,还具有焊接效率高、焊缝成型好、焊缝质量高以及使用成本低等优势。
核电项目有大量薄壁不锈钢长直缝焊接,钢材厚度在3~10mm,目前主要采用钨极氩弧焊进行焊接,但钨极氩弧焊焊接效率低、焊接变形大,为解决这一问题,本文提出通过自动化方式将等离子弧焊和氩弧焊组合在一起对薄壁不锈钢进行焊接,利用离子弧良好的穿透能力,从而对焊缝进行高效快速的焊接。
2.等离子弧焊和钨极氩弧焊双枪复合特点等离子弧焊(PAW)是一种高能束流焊,它是利用等离子弧高能量密度束流作为焊接热源的熔焊方法[1]。
等离子弧焊和钨极氩弧焊双枪复合焊利用等离子弧良好的小孔穿透能力进行打底,通过钨极氩弧焊自由电弧良好的覆盖能力,配合适量的填充金属进行填充盖面工作,达到正、背面稳定成型的目的。

660MW超临界空冷汽轮机介绍哈尔滨汽轮机厂有限责任公司汇报内容1.哈汽公司600MW等级空冷机组发展历程2.总体设计3.高中压缸设计4.低压缸设计5.轴系设计6.投运机组运行情况7.小结汇报内容1.哈汽公司600MW等级空冷机组发展历程2.总体设计3.高中压缸设计4.低压缸设计5.轴系设计6.投运机组运行情况7.小结600MWK01#600MW 大同电厂660MW 超临界CHK01A #660MW 轩岗电厂600MWK01B #600MW 武乡电厂2008 轩岗电厂940mm 末叶低压缸超临界高中压合缸660MW 超临界两缸CHK01A 2007 通辽电厂2×680mm 末叶低压缸亚临界高中压合缸600MW 亚临界三缸K01B-22006 武乡电厂2×620mm 末叶低压缸亚临界高中压合缸600MW 亚临界三缸K01B 设计2×940mm 末叶低压缸超超临界中压缸超超临界高压缸1000MW 超超临界四缸CCHK02设计940mm 末叶低压缸超超临界高中压合缸660MW超超临界两缸CCHK012007 大同电厂2×620mm 末叶低压缸超临界高中压合缸600MW 超临界三缸CHK012004 漳泽电厂620mm 末叶低压缸亚临界高中压合缸300MW 亚临界两缸K022005大同电厂2×620mm 末叶低压缸亚临界中压缸亚临界高压缸600MW 亚临界四缸K01运行电厂低压缸中压缸高压缸功率名称机组型号汇报内容1.哈汽公司600MW等级空冷机组发展历程2.总体设计3.高中压缸设计4.低压缸设计5.轴系设计6.投运机组运行情况7.小结积木块设计940mm末叶低压缸模块600MW超高、中压缸模块外形布置滑销系统热平衡图主要技术参数7 (3+1+3)给水回热级数(高加+除氧+低加)113000r/min 额定转速10喷嘴调节配汽方式90.013MPa额定排汽压力81872t/h 主蒸汽额定进汽量7566℃额定再热蒸汽进口温度6566℃额定主蒸汽温度524.2MPa 额定主蒸汽压力4660MW THA工况3CLNZK660-24.2/566/566汽轮机型号2超临界、一次中间再热、两缸、两排汽、单轴、直接空冷机组型式1数据单位项目编号750t 汽轮机本体重量177702.8kJ/kW.h THA工况热耗1830~90%变压运行负荷范围16高中压联合启动启动方式1521×10.5×7.5m机组外型尺寸(长、宽、高)148.32m 2低压缸末级叶片环形面积940mm 低压缸末级叶片长度低压缸末级叶片数据132×6级低压缸6级中压缸I+9级高压缸28通流级数12数据单位项目编号主要技术参数7795.27803.77798.260007300总计/加权热耗8223.98184.98153.01125225050%额定出力7850.37843.57828.752570075%额定出力7677.77700.37702.843504350100%额定出力kJ/kW.h kJ/kW.h kJ/kW.h h h680mm 620mm 940mm 3缸2缸年利用小时年运行小时数负荷两缸机组经济性汇报内容1.哈汽公司600MW等级空冷机组发展历程2.总体设计3.高中压缸设计4.低压缸设计5.轴系设计6.投运机组运行情况7.小结相似性比较高压缸设计参数418.6417.8高压缸焓降kJ/kg四瓦可倾瓦四瓦可倾瓦2#轴承形式405×285405×2852#轴承尺寸D ×L mm ×mm 四瓦可倾瓦四瓦可倾瓦1#轴承形式405×205405×2051#轴承尺寸D ×L mm ×mm 943.6943.6高压缸平均根径mm I+9I+9高压缸通流级数60006000轴承跨距mm 566566主蒸汽温度℃24.224.2主蒸汽压力MPa 30003000转速rpm 600660功率MW 沁北轩岗相似性比较中压缸设计参数397.4396.7中压缸焓降kJ/kg四瓦可倾瓦四瓦可倾瓦2#轴承形式405×285405×2852#轴承尺寸D ×L mm ×mm 四瓦可倾瓦四瓦可倾瓦1#轴承形式405×205405×2051#轴承尺寸D ×L mm ×mm 11651165中压缸平均根径mm I+9I+9中压缸通流级数60006000轴承跨距mm 566566再热蒸汽温度℃ 3.813.81再热蒸汽压力MPa 30003000转速rpm600660功率MW 沁北轩岗相似性比较12122.421.7900Ⅰ高压缸9.548.940.720.635.005.0368.95 8.94 0.78 0.71 4.69 4.73 58.94 8.94 0.79 0.72 4.69 4.72 49.97 9.95 0.80 0.73 5.56 5.60 39.96 9.97 0.81 0.75 5.57 5.61 29.96 9.97 0.83 0.77 5.46 5.50 1中压缸8.82 8.84 1.27 1.18 1.04 1.05 98.82 8.84 1.28 1.16 0.97 0.98 813.17 13.16 1.82 1.69 1.81 1.82 713.15 13.16 1.81 1.65 2.02 2.03 613.18 13.16 1.82 1.68 1.90 1.90 513.16 13.15 1.82 1.70 1.77 1.77 413.15 13.16 1.82 1.72 1.59 1.60 313.14 13.17 1.82 1.76 1.57 1.58 213.16 13.15 1.82 1.75 1.81 1.82 1动叶%静叶%动叶°静叶°动叶%静叶%面积增加角度增加叶高增加级号缸号面积调整结构设计特点夹层冷却系统 结构设计特点降低内外缸温差降低内外缸压差应力场、温度场有限元分析 结构设计特点中压转子冷却系统 结构设计特点中压转子冷却系统 结构设计特点高中压转子寿命 结构设计特点高压喷嘴防止固粒腐蚀设计 结构设计特点高中压通流设计特点高中压通流设计特点高中压通流设计特点12Cr2Mo112Cr2Mo1中压导汽管11ZG15Cr2Mo1ZG15Cr2Mo1再热主汽调节联合阀体1012Cr2Mo11Cr9Mo1VNbN 主汽导汽管9ZG15Cr2Mo1ZG1Cr10MoWVNbN 主汽调节联合阀体8ZG15Cr2Mo1ZG1Cr10MoVNbN 高压内缸71Cr12Mo 1Cr9Mo1VNbN高中压1-3、中压1-3级隔板61Cr12Mo 1Cr9Mo1VNbN 喷嘴510705BU 10705BU 高压2、3级动叶片410705BU 10705MBU 高压I 、1、中压3级动叶片310705BU MTB10AA 中压1-2级动叶片230Cr1Mo1V 30Cr1Mo1V 高中压转子1亚临界材料超临界材料名称序号高温材料选择高温材料选择ZG1Cr10MoWVNbN1Cr12Mo叶片强度汇总隔板强度8756调节级298294289266223183148152121许用应力MPa126116143163158149146146112最大计算应力MPa 第9级第8级第7级第6级第5级第4级第3级第2级第1级高压隔板强度汇总28723617716612488许用应力MPa2141851641647149最大计算应力MPa 第6级第5级第4级第3级第2级第1级中压隔板强度汇总3.高中压缸设计叶片强度汇总动叶强度高压动叶强度汇总425297222228213177许用应力MPa268258220208183163总应力MPa 第6级第5级第4级第3级第2级第1级单位中压动叶强度汇总439310429225191248190146157151许用应力MPa144 128 121 127 139 127 117 106 105 72 总应力MPa 第9级第8级第7级第6级第5级第4级第3级第2级第1级调节级汇报内容1.哈汽公司600MW等级空冷机组发展历程2.总体设计3.高中压缸设计4.低压缸设计5.轴系设计6.投运机组运行情况7.小结低压缸设计特点汽缸与转子系统同心转子支撑转子支撑新设计原设计落地轴承、内缸低压缸设计特点落地轴承、内缸 低压缸设计特点落地轴承低压缸设计特点低压缸设计特点落地轴承、内缸落地内缸空冷末级叶片系列自带围带拱形围带围带凸台套筒凸台松拉筋凸台松拉筋松拉筋拉筋连接形式叶片实体2/442/42222排汽口数目圆弧四齿型斜三齿型圆弧三齿型五叉型四叉型四叉型五叉型叶根形式13~1511151315159.18设计背压KPa 直接空冷间接空冷直接空冷间接空冷冷却方式660/1000600/660300/600200135-150100-150200功率等级MW 940680620600520450710末级动叶高度mm940mm空冷末级叶片性能验证试验气动设计和结构设计2007200620052004940mm 叶片开发历程12%Cr材料阻尼凸台/套筒+自带围带整圈连接连接形式圆弧枞树形叶根形式70叶片支数8.32m 2环形面积1880mm 根径940mm叶高940mm 叶片设计参数940mm空冷末级叶片基本设计参数940mm空冷末级叶片设计进度安排48英寸末级叶片阻尼围带装配状态运行状态蒸汽方向旋转方向凸台/套筒旋转方向阻尼围带高抗振衰减性凸台套筒高抗振衰减性12Cr不锈钢高强度薄叶片高效率减少离心力圆弧枞树型叶根降低叶片重量降低离心力940mm空冷末级叶片结构特点940mm空冷末级叶片强度计算结果940mm空冷末级叶片强度计算结果940mm空冷末级叶片强度计算结果940mm空冷末级叶片强度计算结果三维等马赫数线末三级子午面流线轴向和切向复合倾斜末级静叶940mm空冷末级叶片气动计算结果顶部截面的气动损失叶片出口马赫数能量损失系数a) 顶部截面b) 中部截面等马赫数线c) 根部截面940mm空冷末级叶片试验装置5孔探针模型汽轮机系统模型汽轮机试验汽轮机径向探针末三级模型转子应力、频率测量装置进汽汽流角β2相对叶高h/HL-0动叶片进汽汽流角L-0动叶片出口总压分布相对叶高h/HL-0出口轴向速度比模型汽轮机试验结果:L-0效率L-0相推效率试验结果与计算结果吻合末级叶片在设计工况和部分负荷工况下都有很高的效率940mm空冷末级叶片气动试验结果940mm空冷末级叶片强度、振动试验结果940mm空冷末级叶片强度、振动试验结果940mm空冷末级叶片强度、振动试验结果。
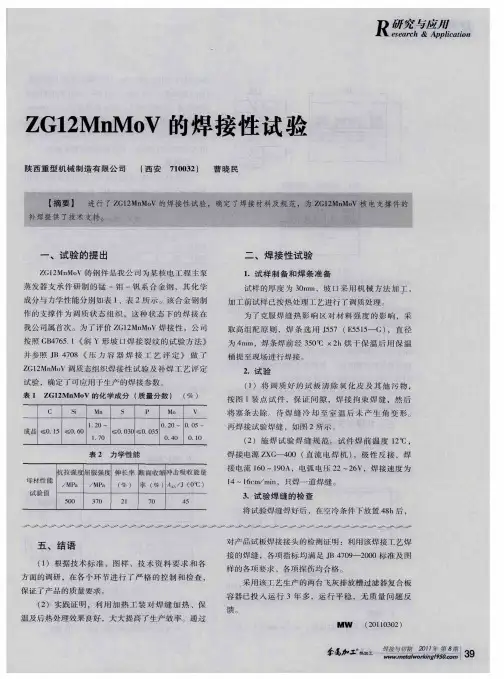
1 汽轮机用铸钢铸造是零件毛坯最常用的方法之一,具有一定形状和使用性能的铸件广泛用于机械制造,是现代大型工业的基础。
铸钢在强度和韧性比铸铁或其他铸件都优越,焊接性也良好,因此铸钢作为重要部件广泛用在汽轮机制造中。
不但铸钢作为部件占汽轮机结构占一定比重,而且,铸钢件的焊接和补焊又占有焊接工作的很大的工作量。
汽轮机汽缸、蒸汽室、主汽阀、调解阀容器部件都由铸钢制造。
诸如汽缸等盛汽容器部件内承受的压力和温度高,同时,工作状态承受着内、外压差,蒸汽流出的反作用力和各种连接管道热状态时对部件的作用力等,所以这些部件均要求具有足够的强度和刚度。
这就使扥部件壁厚、形状复杂、体积大,属于大型铸钢件。
铸钢的化学成分与轧材、锻件几乎完全相同,具有一定的力学性能,随着合金成分的增加具有相当的高温性能。
对高温下工作的铸件还必须具有一定持久强度和蠕变强度、良好的抗热疲劳性能和抗氧化性。
随着机组的工作参数不同,汽轮机铸钢件分别采用碳素铸钢、铬-钼铸钢、铬-钼-钒铸钢铬12%铸钢。
铬-钼钢的工艺性能、抗裂纹扩展性能和塑、韧性较鉻-钼-钒钢好,但鉻-钼-钒钢热强性较高。
随着超临界和超超临界汽轮机工作温度的进一步提高,发展并采用了改良型和新型鉻12%铸钢。
随着汽轮机的发展,作为重要部件的铸钢技术伴随着提高和进步。
近几年,改良型9%Cr钢的使用逐渐增多,而相应的焊接和铸钢件的补焊工作量明显增加。
铸钢与锻钢比较,在截面尺寸不很大,形状和热处理条件相似的情况下,铸钢和锻钢的力学性能大致相似。
铸钢的强度和塑性介于纵向和横向性能的变化范围之内,铸钢还有各向同性的优点。
但是随着铸钢件壁厚的增加,冶金缺陷如气孔、疏松、铸态组织等对力学性能的影响要比锻件更为突出,因此厚壁铸钢件尽管强度和锻件相似,但塑性和韧性要比锻件低。
对于大型铸钢件多采用正火、回火作为最终热处理的力学性能等级比同钢号的锻件低。
因此在设计选材和焊接必须给予考虑。
汽轮机铸缸件按使用材料性质可以分为碳素钢铸件、低合金钢铸件和高合金钢铸件。
ZG1Cr10Mo1NiWVNbN与碳钢焊接成型过程有限元分析摘要:ZG1Cr10Mo1NiWVNbN钢板和20G钢管焊接容易发生变形,焊接后的角度尺寸与设计值发生偏差。
找到管板焊接变形机理,可以优化焊接工艺,有效的减小焊接变形对产品尺寸的影响,并为设计部门优化结构的提供参考。
本文通过焊接数值模拟和实验,对目标钢板和钢管焊接采用两种不同的焊接顺序进行了模拟和实测。
结果显示,焊接变形主要由两部分构成:一是焊缝横向收缩变形;二是焊缝纵向收缩变形。
两种焊接顺序下焊接变形稍有差异。
关键词:ZG1Cr10Mo1NiWVNbN钢板;20G钢管;焊接顺序;焊接变形;数值模拟实验汽轮机部分位置通常采用ZG1Cr10Mo1NiWVNbN钢板和20G钢管进行管板焊接[1]。
对这种焊接方式容易产生的直径变形、半径变形、节圆收缩率和倾斜变形进行了全面分析,得到了一种减小了装焊过程中产生的焊接变形的方法[2]。
以上研究都是针对P025项目中对焊接变形的影响的分析方法,利用焊接数值模拟,可以精确布置每个焊接口的位置、所有焊道采用完全相同的参数,排除了除焊接顺序以外所有的干扰因素。
同时,在数值模型上可以方便准确的读取模拟结果[3]。
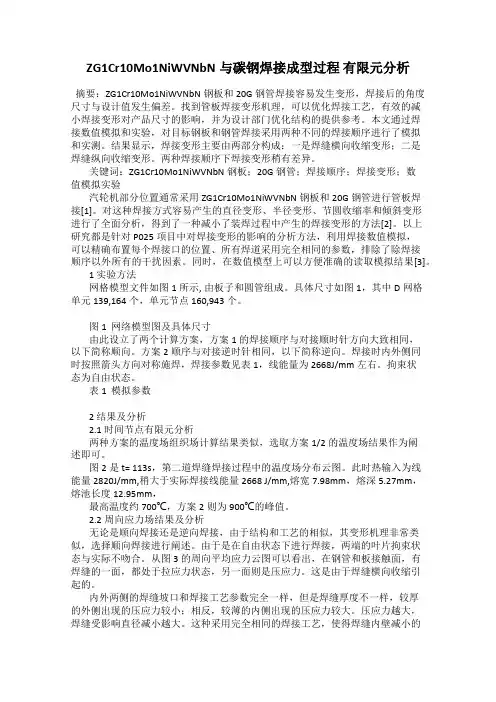
1 实验方法网格模型文件如图1所示, 由板子和圆管组成。
具体尺寸如图1,其中D网格单元139,164个,单元节点160,943个。
图1 网络模型图及具体尺寸由此设立了两个计算方案,方案1的焊接顺序与对接顺时针方向大致相同,以下简称顺向。
方案2顺序与对接逆时针相同,以下简称逆向。
焊接时内外侧同时按照箭头方向对称施焊,焊接参数见表1,线能量为2668J/mm左右。
拘束状态为自由状态。
表1 模拟参数2 结果及分析2.1 时间节点有限元分析两种方案的温度场组织场计算结果类似,选取方案1/2的温度场结果作为阐述即可。
图2是t= 113s,第二道焊缝焊接过程中的温度场分布云图。
此时热输入为线能量2820J/mm,稍大于实际焊接线能量2668 J/mm,熔宽7.98mm,熔深5.27mm,熔池长度12.95mm,最高温度约700℃,方案2则为900℃的峰值。
第33卷 第2期 1999年2月 西 安 交 通 大 学 学 报JOURNAL OF XI′AN J IAO TON G UN IV ERSITY Vol.33 №2 Feb.199910Cr9Mo1VNbN耐热钢的动态断裂韧度研究朱丽慧,赵钦新,顾海澄,陆燕荪(西安交通大学,710049,西安)摘要:采用自制的仪器化冲击试验机,研究了10Cr9Mo1VNbN钢在77~923K的冲击韧度和动态断裂韧度.结果表明:在10Cr9Mo1VNbN钢下平台温度范围内,缺口试样冲击能量的绝大部分用于裂纹萌生;在韧脆转变区及上平台范围内,裂纹扩展消耗大量的能量,断口的形貌观察证实了这一点.采用带预制疲劳裂纹的夏比冲击试样的示波冲击试验,可以测量材料的动态断裂韧度,并且它比冲击韧度能更敏感地反映材料脆性断裂趋势.动态断裂韧度值的变化与延伸带宽度、启裂区宽度和启裂区内韧窝尺寸有相同的趋势.关键词:耐热钢;冲击韧度;动态断裂韧度中国图书资料分类法分类号:TG113.2Study on Dynamic Fracture Toughness of10Cr9Mo1VNbNH eat2R esistant SteelZhu L ihui,Zhao Qi nxi n,Gu Haicheng,L u Y ansun(Xi′an Jiaotong University,Xi′an710049,China)Abstract:Impact resistance and dynamic fracture toughness of10Cr9Mo1VNbN steel is investigated using instrumented impact machine over a broad range of temperatures from77K to923K.Results show that nearly all of the impact energy is consumed for crack initiation in the lower shelf range.In the ductile2to2brittle transition region and upper shelf range,the energy consumed during crack propa2 gation is much higher than that during initiation.Dynamic fracture toughness K Id,which can be found from instrumented impact test of PCVN specimens,reflects brittle behavior of10Cr9Mo1VNbN steel being more sensitive than impact resistance.The change of K Id is associated with that of stretched zone width,initiation zone width and dimple size.K eyw ords:heat2resistant steel;i m pact resistance;dym am ic f ract ure toughness 在锅炉用钢中,低合金耐热钢由于持久性强度低,抗氧化和耐蚀性差,最高使用温度一般只有833~853K;如果采用持久性强度高、耐蚀性优良的奥氏体不锈钢,可在更高的温度下使用,但奥氏体钢合金含量高、价格昂贵,其热膨胀系数高,热传导率低.长期以来,由于耐热材料的限制,火力发电机组主蒸气参数不高,严重地影响了热效率. 10Cr9Mo1VNbN钢的出现填补了低合金耐热钢和奥氏体不锈钢之间的空白,该钢在893K以下,高温持久强度和许用应力高于TP304H.由于其优良的收稿日期:1998Ο01Ο19.作者简介:朱丽慧,女,1971年2月生,材料科学与工程学院,博士.综合性能,用10Cr9Mo1VNbN钢制造锅炉过热器、再热器及主蒸汽管道,锅炉的主蒸汽温度得到提高,从而提高了发电机组的运行效率和燃料利用率.平面应变断裂韧度K Ic反映了材料抵抗裂纹失稳扩展的能力.为保证裂纹尖端处于平面应变状态,测定K Ic时常要求试样具有足够的厚度.本文研究的10Cr9Mo1VNbN钢厚度应在300mm左右才能获得有效的K Ic,这对于锅炉用管子材料是不可能的.而测量该材料高温下的J Ic、COD(Crack tip Open Displacement)值试验方法繁琐,也很难进行.从70年代以来,人们一直企求采用带预制疲劳裂纹的夏比冲击试样的示波冲击试验来获得材料的动态断裂韧度K Ic.为此,美国材料和试验学会(ASTM)曾经召开了多次学术会议,出版了一系列论文集.在早期,由于试验方法不够完善,也有一些人对这个方法的准确性产生疑虑.随着实验技术特别是信息技术的进步,很多实际困难已相继克服,目前这种方法已广泛应用于核电、石油、化工、造船、军工等领域[1~5].我们采用本室自行设计研制的仪器化的冲击试验机,经多次校核,表盘所显示的冲击功与载荷Ο位移示波器记录的曲线面积有严格的一致性,而且同种材料的试样在相同试验温度下的示波曲线,具有很好的再现性.本文采用仪器化的冲击试验机,研究了国产10Cr9Mo1VNbN钢在77~923K中的冲击韧度和动态断裂韧度,同时对各温度下的微观断口形貌进行了深入细致的分析.1 试验材料与方法试验材料为沪产10Cr9Mo1VNbN钢管,化学成分如表1所示.钢管经热轧穿孔、冷拔成形,热处理工艺为1313~1333K正火,1033~1053K回火空冷,所获材料结构为回火马氏体组织.冲击韧度测定采用的是标准夏比冲击试样,沿<76mm×14mm钢管的纵向切取,缺口方向垂直于管壁.动态断裂韧度测定也采用相同尺寸试样,先在垂直于管壁的方向上线切割开一个2mm深的缺口,随后在Roell Amsler HFP5100高频疲劳试验机上预制疲劳裂纹,使试样的宽度W与裂纹长度a之比(a/W)在015左右.采用JBC-300示波冲击试验机进行试验,同时记录载荷Ο时间和载荷Ο位移曲线.试验温度从77K变化到923K,室温以下采用液氮与酒精混合以得到所需要的试验温度,高温加热则采用西德进口的电加热炉,试验温度由可控硅控制器控制.断口形貌观察在J SM-840扫描电子显微镜上进行.表1 10Cr9Mo1VNbN钢的化学成分(%)C0.10Mn0.465P0.010S0.010Si0.36Cr8.77Mo0.925V0.21Nb0.091N0.049Ni0.10Al<0.04Cu0.122 试验结果与讨论2.1 冲击韧度与断口分析由示波冲击曲线可以得到弹性载荷P e、屈服载荷P gy、最大载荷P m及快速断裂载荷P f.通过对各特征载荷下位移的积分,可以计算材料的弹性能E e、最大载荷前的能量E i、最大载荷后的能量E p以及总能量E t(E t=E i+E p).图1为10Cr9Mo1VNbN钢在温度T=77~923K试验时,E e、E i、E p、E t随T的变化趋势.在下平台温度,冲击能量主要用于裂纹萌生,为线弹性脆性断裂.随着温度的升高,E p变化趋势与E t相似,裂纹扩展所需的能量越来越多,在上平台逐渐趋于稳定.此时,冲击能量的大部分用来抵抗裂纹的扩展,材料呈弹塑性断裂.图1 E e、E i、E p、E t随温度变化的趋势曲线微观断口的形貌观察与上述结果一致.T=77 K时的断口裂纹萌生区和扩展区完全为解理特征,24西 安 交 通 大 学 学 报 第33卷表明此时裂纹萌生所需能量很少,而裂纹一旦萌生即进行快速的脆性断裂.T 为153K 时裂纹萌生能增加,萌生区为细小韧窝;裂纹扩展能稍有增加,扩展区基本为解理断裂,极个别地方出现少量极细小的韧窝.T为195K 时,材料韧性进一步提高,扩展区出现一定数量的由韧窝组成的韧性条带,但准解理仍是主要断裂特征.T 为233K 时,材料处于韧脆转变温度的上半部,扩展区为韧窝+准解理的混合断口.室温以上进入上平台温度,断口为韧窝特征.值得注意的是,T =673K 以上温度时,10Cr9Mo1VNbN 钢塑性变形能力增强,扩展区断口上韧窝有明显的变形.T =873K 时,塑性变形能力更强,断口扩展区韧窝剧烈拉长.2.2 动态断裂韧度与断口分析动态断裂韧度的计算首先需确定启裂点.在T =195K 试验时,材料处于线弹性断裂状态,最大载荷即为启裂点.可以采用线弹性断裂力学的计算公式来计算K Id ,但对于弹塑性断裂,启裂点难于确定.Ghoneim 和Hammad 认为启裂发生在(P gy +P m 2)处[1],本文采用这一方法计算K IdK Id =P m B W1/2f (a/W )(1)J Id =2E ΔaB (W -a )(2)K Id =(EJ Id1-v2)1/2(3)式中 B 为试样厚度;W 为试样宽度;a 为裂纹长度;v 为泊松比;E 为弹性模量;E Δa 是采用Server提出的修正方法对启裂能量修正后的能量[6].采用上述方法计算得到的J Id 、K Id 随温度的变化曲线如图2所示.可以看出,在室温以下的K Id 变化趋势与图1的示波冲击试验结果类似,但在上平台温度范围内,K Id 在473K 和923K 明显降低.采用动态断裂韧度比冲击韧度能更敏感地反映材料的脆断趋势.K Id 断口可大致分为几个区:在预制疲劳裂纹前沿,裂纹尖端早期滑移钝化形成一塑性延伸带,延伸带后是启裂区,再后是裂纹扩展区.试样两侧是平面应力作用下形成的剪切唇.T =77K 时,材料处于极脆状态,基本无延伸带,裂纹启裂和扩展以解理方式进行.T =195K 时,延伸带较窄,启裂区由细小、浅的韧窝组成,扩展区为准解理+少量韧性条带.T =253K 时,延伸带宽度有所增加,启裂区以细小韧窝为主,开始出现少量大韧窝,扩展区基本由韧窝组成.室温断口延伸带更大,启裂区由韧窝组成,此时10Cr9Mo1VNbN 钢加工硬化能力和应变能力都很强,在某些组织不均匀处一旦产生塑性变形,即由于加工硬化而被抑制,使变形分布到其它的地方,因而在裂纹尖端前沿形成的启裂区范围很大.室温断口中扩展区的微观特征为等轴韧窝.T =473K 时的断口特征与室温比较相似,只是延伸带、启裂区宽度较窄,且韧窝尺寸较小.T =923K 时,10Cr9Mo1VNbN 钢延伸带更窄.由于温度的提高,原子活动能力加剧,位错塞积困难,启裂区较窄,同时扩展区的韧窝变形严重.室温、T =473K 、923K 时,断口的延伸带平均值分别为73、55、50μm .各特征温度下的K Id 试样断口裂纹启裂区照片如图2所示,扩展区照片如图3所示.图2 J Id 、K Id 值及断口启裂区照片(T =195~923K )34第2期 朱丽慧,等:10Cr9Mo1VNbN 耐热钢的动态断裂韧度研究 (a)T=77K断口(b)T=195K断口 (c)室温断口(d)T=923K断口图3 K Id试样断口扩展区的形貌特征 延伸带宽度表明了试样开裂前变形程度的大小与断裂韧度有直接关系;启裂区是试样起始开裂到失稳扩展瞬间所形成的开裂面,该区宽度及韧窝尺寸、深浅也能间接反映材料韧度.我们对微观断口的观察和分析,证实了各温度下K Id变化趋势与延伸带、启裂区宽度及韧窝尺寸有相同的变化趋势. 到目前为止,还未见到公开发表的9CrΟ1Mo类钢在较宽试验温度范围内的断裂韧度.从我们收集到的有关9CrΟ1Mo类钢锻件、焊缝材料、板材、棒料等,从采用夏比冲击试样测量的冲击韧度和紧凑拉伸等试样测量的J Ic和COD等值来看[1,7,8,9],换算后的数据与我们测量的值具有可比性,其中断裂韧度的数值比较见表2所示.本试验采用的表2 9CrΟ1Mo类钢的断裂韧度材 料T/K J1d,J1c/k J・m-2K1d/MPa・m1/2管材19524.7 25383.6142.8 29899.5154.3 373100.7151.9 47381.7133.6板材[7]29885.5棒料焊缝[8]36696.647877.9焊缝[1]26874.410Cr9Mo1VNbN钢管经过深加工,韧性稍优于锻件、焊缝材料、板材及棒料.上述方法能用来测量材料的动态断裂韧度,可以直接用于锅炉钢管的断裂力学安全评定.3 结 论(1)10Cr9Mo1VNbN钢在下平台温度范围内,缺口试样冲击能量的绝大部分用于裂纹萌生,在韧脆转变区及上平台范围内裂纹扩展则消耗大量的能量.断口形貌观察表明,试验温度的变化范围为77~923K时,裂纹扩展区特征逐渐由准解理向准解理+韧窝、韧窝过渡.(2)采用带预制疲劳裂纹的夏比冲击试样的示波冲击试验能测量材料的动态断裂韧度,可以直接用于锅炉钢管的断裂力学安全评定,并且它比冲击韧度能更敏感地反映材料脆性断裂趋势.断口微观分析表明,K Id变化与延伸带、启裂区宽度及启裂区内的韧窝尺寸变化有相同的趋向.参考文献:[1] Sreenivasan P R,Moitra A,Ray S k,et al.Dynamicfracture toughness properties of a9Cr21Mo weld from in2strumented impact and drop2weight tests.InternationalJournal of Pressure Vessel&Piping,1996,69(2):149~159.[2] Ghoneim M M,Nasreldin A M,Elsayed A A,et al.In2strumented impact properties of some advanced nuclearreactor pressure vessel steels.Journal of Materials Engi244西 安 交 通 大 学 学 报 第33卷neering and Performance,1996,5(3):328~334. [3] Drar H.Fractographic aspects of blunting at high loadingrate.Eng Fract Mech,1996,53(1):37~47.[4] Linaza M A,Rodriguez2Ibaue J M,Urcola J J,et al.Comparison between brittle fracture micromechanisms at77K in precracked specimens and in notched s pecimens.International Journal of Fracture,1995,70:R3~R10.[5] Ghoneim M M,Hammad F H.Instrumented impacttesting of an irradiated20MnMoNi55PVS weld materi2al.Journal of Nuclear Materials,1992,186:196~202.[6] Server W L.Impact three2point bend testing for notchedand precracked specimens.Journal of Testing and Evalu2ation,1978,6(1):29~34.[7] James L A,Carlson K W.The fatigue2crack growth andductile fracture toughness behavior of ASTM A387Grade91steel.Journal of Pressure Vessel Technology,1985,107(3):271~278.[8] Huang F H,G elles D S.Fracture behvior of unirradiatedHT29and modified9Cr21Mo welds.In:J W Davis D,JMichel.Topical Conference on Ferritic Alloys for Use inNuclear Energy Technologies.Pennsylvania:The Metal2 lurgical S ociety of AIME,1984.337~346.[9] Y amamoto Y,Seo S.Manufacture and properties ofmodified9Cr21Mo steel forgings for valve bodies in ultrasuper critical power plants.The Thermal and NuclearPower(in Japanese),1995,46(464):42~51.(编辑 管咏梅)(上接第40页) (2)碳化硅纤维氧化形成非晶态SiO2并向玻璃陶瓷基体扩散形成纤维Ο基体强结合,导致复合材料的材料断裂行为与整体陶瓷类似.(3)氧化产物与玻璃陶瓷基体形成的致密层减缓了纤维的进一步氧化,阻碍了氧化气体的排除,并在界面形成大量气泡.参考文献:[1] Phaeaoh M W,Daniel A M,Lewis M H.Stability of in2terfaces in calcium aluminosilicatee matrix/nicalon SiC fi2 bre composites.J Mater Sci Lett,1993,12(13):998~1001.[2] 高积强,黄清伟,仵亚红,等.短碳纤维增强玻璃陶瓷基复合材料制备与机械性能.西安交通大学学报,1997, 31(1):97~102.[3] Brennan J J.Tailoring multiphase and composite ceram2ics.Mater Sci Res,1986,20(3):548~560.[4] Bonney L A,Cooper R F.Reaction2layer interface in in2terface in SiC2fiber2reinforced glass2ceramics:a high2reso2 lution scanning transmission electron microscopy analysis.J Am Ceram S oc,1990,73(10):2916~2921.[5] Cooper R F,Chyung K.Structure and chemistry offiber2matrix interfaces in silicon carbide fiber2reinforced glass2ceramic composites:an electron microscopy strudy.J Mater Sci,1987,22(9):3148~3160.(编辑 管咏梅)54第2期 朱丽慧,等:10Cr9Mo1VNbN耐热钢的动态断裂韧度研究。
新型马氏体不锈钢1Cr10Co6MoVNbN热加工工艺研究郭淑娟;杨清凯【摘要】1Cr10Co6MoVNb is a new type martensite stainless steel that was used for compressor rotor, blade, disc and other important component of an engine high pressure seals. It is the domestic research material. In this paper, by analysis and calculation on the forging temperature, furnace temperature, heating rate, holding time and other parameters, the forging forming process was tested on a localization engine materiallCr40Co6MoVNbN steel with 2000t imported quick forging machine. Trial results showed that the forging production process was reasonable and practicable, it can get good macro-structure and fracture organization after forging, it had nice synthetic mechanical property under the state of quenching and tempering, its UT meet the technical requirements 100%, it can meet the domestic timber requirementscompletely.%1Cr10Co6MoVNb是一种新型马氏体热强不锈钢,用于某发动机高压压气机转子、盘、叶片和密封圈等重要部件,是国产化研究的重要材料.通过分析计算锻造和装炉温度、加热速度、保温时间等参数,制订出理想的锻造加工工艺,并在进口2 000 t快锻机上进行了锻造成型工艺试验.结果表明,制订的锻造生产工艺合理可行,钢材锻后具有良好的低倍、断口组织,淬回火状态下具有良好的综合力学性能,超声波探伤100%达到技术要求,满足了国产化用材的需要.【期刊名称】《新技术新工艺》【年(卷),期】2012(000)004【总页数】3页(P76-78)【关键词】新型;马氏体;不锈钢;锻造工艺;研究【作者】郭淑娟;杨清凯【作者单位】辽宁石油化工大学职业技术学院,辽宁抚顺113001;抚顺特殊钢股份有限公司锻造厂,辽宁抚顺113001【正文语种】中文【中图分类】TG316.21Cr10Co6MoVNbN是一种新型的马氏体耐蠕变、热强不锈钢[1],它是在12%Cr马氏体钢基础上添加了6%Co及Mo、V、Nb等多种合金元素进行强化,故比普通Cr12型钢具有更高的热强性、热稳定性、低的缺口敏感性及良好的耐蠕变等性能[2],在某发动机高压压气机转子、盘、叶片和密封圈等重要部件上得到应用。
ZG1Cr12Ni3Mo2Co2VN马氏体不锈钢的焊接工艺研究王晓东;苏瑾;魏磊;刘文娜【摘要】针对ZG1Cr12Ni3Mo2Co2VN马氏体不锈钢的成分特点与焊接性,结合公司生产条件,提出了1.7mm ZG1Cr12Ni3Mo2Co2VN马氏体不锈钢板料的手工TIG焊与焊后热处理工艺,并对焊接参数进行优化,最终得到了抗拉强度符合要求的焊缝.【期刊名称】《金属加工:热加工》【年(卷),期】2010(000)020【总页数】3页(P52-54)【作者】王晓东;苏瑾;魏磊;刘文娜【作者单位】西安航空动力股份有限公司,陕西,710021;西安航空动力股份有限公司,陕西,710021;西安航空动力股份有限公司,陕西,710021;西安航空动力股份有限公司,陕西,710021【正文语种】中文ZG1Cr12Ni3Mo2Co2VN马氏体不锈钢具有良好的耐蚀性、抗氧化性及较高的热强性,是我公司某型军用飞机发动机高压压气匣、压气机中介机匣、进气机匣及其压气机叶片等结构件的原材料。
为了使马氏体不锈钢焊件在严酷的工作环境条件下能满足使用性能的要求,因此,选择合适的焊接方法与焊接参数对其焊接过程中的质量保证就显得尤为重要。
1.焊接工艺马氏体不锈钢在焊接过程中的焊接性较差。
原因是在焊接冷却过程中容易出现奥氏体向马氏体转变,由于体积发生变化,促使其硬度增加而塑性降低,致使有强烈的淬硬倾向。
母材中碳含量越高,淬硬倾向就越大。
在焊缝扩散氢和焊接应力的共同作用下,焊接残余应力较大,易产生裂纹。
因此,根据焊件厚度和刚性大小,焊接时应采取焊前预热、焊后缓冷等工艺措施。
马氏体不锈钢一般是在调质状态下焊接,注意事项如下。
(1)控制焊缝金属的化学成分其主要取决于焊接材料,最好是用与母材金属成分相同或相近的材料进行焊接。
但焊缝与热影响区将会硬化变脆,有很高的冷裂纹倾向,需限制S、P、Si的含量,并添加少量Ti、Al、N以细化晶粒和降低淬硬性。
Nb对ZG1Cr10MoNiVNbN钢的组织和性能的影响刘俊峰;姜文勇;王晨;王丽萍;冯义成【摘要】为了研究Nb合金元素对ZG1Cr10MoNiVNbN牌号的耐热耐腐蚀钢组织和性能的影响,通过金相观察、拉伸、冲击试验和电化学腐蚀,得到Nb元素对此牌号钢力学性能和耐腐蚀性能的影响规律.结果表明:当Nb元素质量分数为0.15%时,钢中的板条状组织更加细小,碳化物分布也更加均匀,在力学性能方面,Nb量为0.15%的钢的屈服、抗拉强度为864.1、985.7 MPa,伸长率和冲击功分别为14.4%和26.9J,在耐腐蚀性能方面,维顿电流密度和腐蚀电位分别为3.1254E-7 A/cm2,-0.161 03 V.【期刊名称】《哈尔滨理工大学学报》【年(卷),期】2019(024)001【总页数】4页(P99-102)【关键词】Nb元素;显微组织;力学性能;耐腐蚀性能【作者】刘俊峰;姜文勇;王晨;王丽萍;冯义成【作者单位】哈尔滨理工大学材料科学与工程学院,黑龙江哈尔滨150040;哈尔滨理工大学材料科学与工程学院,黑龙江哈尔滨150040;哈尔滨理工大学材料科学与工程学院,黑龙江哈尔滨150040;哈尔滨理工大学材料科学与工程学院,黑龙江哈尔滨150040;哈尔滨理工大学材料科学与工程学院,黑龙江哈尔滨150040【正文语种】中文【中图分类】TG174.40 引言随着能源危机和环境污染的加剧,高效率的超超临界发电技术在国际上开始广泛地应用,这使得超超临界发电机组用耐热钢的研究和使用发展迅速,对其综合性能要求也越来越高[1-3]。
ZG1Cr10MoWVNbN 耐热钢是超超临界汽轮机高温用铸钢,主要用于超超临界汽轮机高中压汽缸、喷嘴和主汽阀等关键部件,工作温度为600℃,工作压力为 25 MPa[4-5]。
ZG1Cr10MoWVNbN 耐热钢采用了Nb-V复合沉淀强化和W-Mo复合固溶强化,具有较好的热强性能、抗高温腐蚀和氧化性能[6-10]。
碳钢焊条产品描述:碳钢焊条生产许可证号:酸性碳钢焊条XK06-142 0524碱性碳钢焊条XK06-142 0525碳钢焊条使用说明碳钢焊条(其熔敷金属抗拉强度均小于等于500MPa即50kgf/mm2)适用碳钢及低强度的低合金钢焊接。
选择焊条时,通常依据钢材的化学成份、力学性能、抗裂性能要求,同时必须考虑到焊接结构的形状,工作条件,受力状况及焊接设备性能等方面因素。
必要时,要进行焊接试验后,确定工艺措施,然后确定选用焊条。
通常对要求塑性好、冲击韧性高、抗裂性能好,选用低氢型焊条。
对焊接位置有特殊要求者可选用相应的专用焊条,为提高焊接效率,选用铁粉焊条等。
说明书中提出的焊接电流,是一个参考值,工件如经预热,可比正常电流减少5~15%,采用直流时,比交流可减少10%左右,立焊及仰焊比平焊小10~15%左右。
对低氢型、铁粉型焊条,焊前焊条必须经过350℃以上的烘焙,尽可能做至随烘随用,用多少烘多少的原则,否则将会产生焊接缺陷(如气孔、夹渣、裂纹、工艺性能变坏等)。
对纤维素型焊条,应严格按说明书规定的烘焙温度进行烘焙,温度过高,将会烧去药皮中的纤维素,破坏焊条固有的工艺性能。
使用低氢型焊条时,焊工应居于上风位置,加强排风,防止焊接烟尘对身体的危害。
对低氢型焊条其烘焙次数尽可能不超过两次,防止药皮变脆、脱落。
低合金钢焊条焊条使用说产品描述:低合金钢焊条焊条使用说根据我国以往焊条分类习惯,焊条国家标准GB/T5118-1995<<低合金钢焊条>>包含以下三类:1.1. 50公斤级(除熔敷金属Mn-si系)以上的结构焊条;2. 钼和铬钼珠光体耐热钢焊条;p>3. 低温钢焊条.低合金钢焊条的选用,通常是根据钢材的化学成份.力学性能.抗裂性能等要求.同时还要从焊接结构形状.工作条件,受力情况和焊接行综合考虑.必要时,需进行焊接性能试验来确定焊条和采取必要的工艺措施.1. 低合金结构钢焊条的使用一般依钢材的强度等级来选用相应的焊条,同时还需要钢材焊接性,母材成份的过渡,焊接结构尺寸.形状.坡口和受力情况等因素,进焊接冷却速度太大,使强度增高,焊缝接头容易产生裂缝的不利情况下,往往可选用比母材强度低一些的焊条,如遇厚板多层焊或焊后等情况,则需防止焊缝强度过低的现象.对要求塑性好.冲击韧性高.低温性能好.抗裂性能强者,选用碱性或高韧性的焊条,对中碳钢的用超低氢型,高韧性的焊条或铺以预热等工艺措施.2. 钼和铬耐热钢焊条的的使用珠光体耐热钢中常用的合金元素有铬.钼.钒.铌等以适应不同的工作要求.由于钢中碳和合金元素的共同作用,使其在焊接时极易形成性能较差,应此,珠光体耐热钢一般焊前进行预热,焊后进行回火处理.在异种钢焊接时,一般选用与中间成分相适应的材料,并应根据其中焊接性差的材料,选用合适的预热温度和焊后热处理条件.在单独使用或用于厚壁管焊接时,应选用低氢耐热钢焊条.3.低温钢焊条的使用根据低温液化气体生产工艺流程的特点,低稳钢按不同的使用温度(-40℃.-70℃.-100℃. -196℃. -253℃)分级使用,并选取相应的焊不锈钢焊条使用说明产品描述:不锈钢焊条使用说明不锈钢焊条可分为铬不锈钢焊条和铬镍不锈钢焊条,这两类焊条中凡符合国标的,均按国标GB/T983-1995规定考核。
ZG12Cr9Mo1Co1NiVNbNB钢焊接工艺控制摘要:ZG12Cr9Mo1Co1NiVNbNB铁素体耐热钢(以下简称CB2)原产于欧洲,目前主要应用于超超临界燃煤机组的汽轮机高温管道,近年我国通过不断的技术攻坚最终实现国产化制造,我公司通过长期工艺研发形成渐趋成熟的焊接及热处理工艺,并推广应用到多个燃煤机组项目,取得了良好的经济效益和社会效益。
关键词:CB2、铁素体耐热钢、热处理、工艺、质量前言CB2钢材合金元素含量较高、焊接淬硬倾向大、焊接性较差,加入Co元素可抑制铁素体的析出、降低硫含量,同时可发生固溶强化,提高钢的回火稳定性,但也因易发生过时效倾向而导致明显的回火脆性现象,与此同时随管径越大、管壁越厚,其焊口拘束度也越大,焊后热处理效果也相应的变差,从而影响整个焊接接头的综合性能。
我公司经过一系列试验验证和多个项目推广实施,制定出一套可适用于CB2钢材焊接和焊后热处理的工艺。
1.CB2钢材焊接性1.焊接裂纹敏感性(1)焊接热裂纹敏感性由于CB2钢合金程度高,其硼、硫含量低,锰含量高,这些因素共同决定了其在施焊冷却过程中,随着温度的降低导致产生的低溶点共晶物少,又由于其自身线膨胀系数小,因此,CB2钢的热裂纹敏感性不大。
(2)焊接冷裂纹敏感性焊接冷裂纹敏感性主要是由淬硬倾向决定的,影响淬硬倾向的主要因素是化学成分。
经计算,CB2母材的碳当量Ceq =2.447%、冷裂纹敏感指数Pcm=0.82%,一般认为,碳当量大于0.45%时,焊接性能比较差;冷裂纹敏感指数大于0.2%时,有较大的冷裂倾向。
故该材质的焊接性较差,冷裂倾向比较大。
1.焊缝根部氧化性分析CB2钢的合金含量较高,特别是Cr含量高达9.11%,根部焊接极易产生背面氧化现象。
产生氧化的主要原因大致分为内壁充氩保护不足、根部焊道热输入过大、根部焊缝烧穿三类。
合理的焊接工艺和有效的根部保护是防止氧化的关键,可通过控制根部质量、多层多道焊接、控制焊道厚度、控制层间热输入、合理选择焊后热处理工艺等多项措施解决根部氧化问题。