二步法吹瓶机控制系统方案
- 格式:pdf
- 大小:248.30 KB
- 文档页数:8

吹瓶工艺及解决方案篇一:吹瓶生产工艺关键控制点吹瓶生产工艺关键控制点主要由:空气、电源、冷却、拉伸组成一、空气部份由空压机、贮气灌、过滤器、干燥机组成。
在保证质量的前提下,空气分为二类:①高压气②低压气为保证质量:高压气必需在25——30kg低压气必需在11——12kg方可生产。
同时过滤器、干燥机必需正常运转。
不然有油污、污水进入瓶内。
二、吹瓶机必需正常运转,要求:不漏水、不漏电、不漏气,电压正常。
吹瓶机由合模气缸、拉杆气缸、曲臂组成。
吹气部份由高压气管、吹气线组成吹瓶机运转由气管、气动线、气缸等组成吹瓶机红外线加热部份由调压器、电流表、电机加热灯管组成。
同时有加热、保温、排气等功能,有温控仪控制。
需要加热管坯的数据,由管坯可数而定。
3、吹瓶操作进程:打开电源、合模、封口、拉伸、吹气、保压、排气、开模、伸杆、启瓶等进程。
茶方瓶吹气时间一般在7——9秒之间,保压时间2秒。
普通瓶:广口瓶吹气时间不能低于2秒,不然操作工没时间看瓶子,质量没保证。
碳酸瓶:吹气时间在——秒之间。
33g大水瓶同碳酸瓶相等。
4、在生产进程中冷却系流必需畅通。
大果粒橙吹气时间在12——15秒之间,保压2秒。
大果汁瓶,同果粒橙相等。
其它高温瓶同茶方瓶相等。
篇二:PET注坯及吹瓶工艺要点PET注坯及吹瓶工艺要点冲击强度下降。
热降解温度对干燥PET的影响很复杂,它不仅影响水气的扩散速度,还对干燥时的化学进程有影响,所以最终会影响树脂的性能。
考虑潜在的水解和热进程是超级必要的,如前所述,伴着IV的下降,水解的速度在150℃以上时加速,因为热转变进程比扩散进程快,干燥时温度过早提高是不利的。
一样,即便大部份水气可以抽走,可是太高的温度(如高过180℃)将致使热降解和热氧化(在空气干燥系统中),这样,聚合物链断裂,还释放出副产品物质,致使物理性能下降。
副产品中有AA成份,物理性能的改变会在瓶坯上表现出来,如雾状结晶、IV的下降、产品发黄等。


全自动旋转式PET瓶吹瓶机1 范围本标准规定了全自动旋转式聚对苯二甲酸乙二醇酯(PET)吹瓶机的术语和定义、型号、型式、基本参数及工作条件、技术要求、试验方法、检验规则、标志、包装、运输与贮存。
本标准适用于采用二步法制瓶工艺吹制饮料、酒类、调味品、食品、日化、医药等领域包装用PET瓶的全自动旋转式PET瓶吹瓶机(以下简称吹瓶机)。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件、仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所用的修改单)使用于本文件。
GB/T 191 包装储运图示标志。
GB/T 2828.1 计数抽样检验程序第1部分:按接受质量限(AQL)检索的逐批检验抽样计划GB 2894 安全标志及其使用导则GB/T 3766 液压系统通用技术条件GB 4806.1 食品用橡胶制品卫生标准GB 5226.1—2008 机械电气安全机械电气设备第1部分:通用技术条件GB/T 7311 包装机械分类与型号编制方法GB/T 7932 气动系统通用技术条件GB/T 9969 工业产品使用说明书总则GB 13113 食品容器及包装材料用聚对苯二甲酸乙二醇酯成型品卫生标准GB 13114 食品容器及包装材料用聚对苯二甲酸乙二醇酯树脂卫生标准GB/T 13277.1—2008 压缩空气第1部分:污染物净化等级GB/T 13306 标牌GB/T 13384 机电产品包装通用技术条件GB/T 14253 轻工机械通用技术条件GB 16798 食品机械安全卫生GB/T 16855.1 机械安全机械控制系统有关安全部件第1部分:设计通则GB 19891 机械安全机械设计的卫生要求JB/T 7232 包装机械噪声声功率级的测定简易法JB 7233 包装机械安全要求QB/T 1868 聚对苯二甲酸乙二醇酯(PET)碳酸饮料瓶QB 2357 聚对苯二甲酸乙二醇酯(PET)无汽饮料瓶QB/T 2665 热灌装用聚对苯二甲酸乙二醇酯(PET)瓶3 术语和定义下列术语和定义适用于本文件。
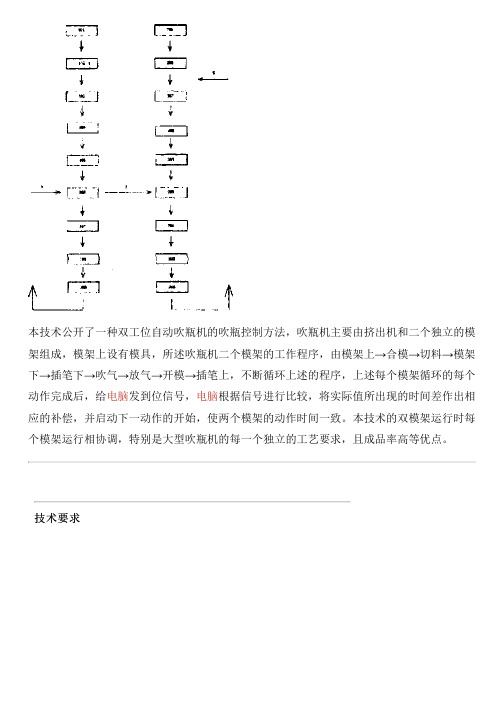
本技术公开了一种双工位自动吹瓶机的吹瓶控制方法,吹瓶机主要由挤出机和二个独立的模架组成,模架上设有模具,所述吹瓶机二个模架的工作程序,由模架上→合模→切料→模架下→插笔下→吹气→放气→开模→插笔上,不断循环上述的程序,上述每个模架循环的每个动作完成后,给电脑发到位信号,电脑根据信号进行比较,将实际值所出现的时间差作出相应的补偿,并启动下一动作的开始,使两个模架的动作时间一致。
本技术的双模架运行时每个模架运行相协调,特别是大型吹瓶机的每一个独立的工艺要求,且成品率高等优点。
技术要求1.一种双工位自动吹瓶机的吹瓶控制方法,吹瓶机主要由挤出机和二个独立的模架组成,模架上设有模具,所述吹瓶机二个模架的工作程序,由模架上→合模→切料→模架下→进吹气针管→吹气→放气→开模→退吹气针管,不断循环上述的程序,其特征在于:上述模架循环的每个动作完成后,给电脑发到位信号,电脑根据信号进行比较,将实际值所出现的时间差作出相应的补偿,并启动下一动作的开始,使两个模架的动作时间一致。
2.根据权利要求1所述一种双工位自动吹瓶机的吹瓶控制方法,其特征在于:上述补偿时间是在开模时间的程序内进行。
3.根据权利要求1所述一种双工位自动吹瓶机的吹瓶控制方法,其特征在于:上述补偿时间是在吹气时间的程序内进行。
4.根据权利要求1所述一种双工位自动吹瓶机的吹瓶控制方法,其特征在于:上述补偿时间是在放气时间的程序内进行。
5.根据权利要求1所述一种双工位自动吹瓶机的吹瓶控制方法,其特征在于:上述二个模架的工作程序各自循环运行,当其中的一模架的工作程序运行到吹气程序时,触发另一模架开始动作一模架上,直到运行吹气程序时,又反过来触发上一模架开始新的循环动作。
说明书一种双工位自动吹瓶机的吹瓶控制方法技术领域本技术涉及一种双工位自动吹瓶机的吹瓶控制方法。
背景技术现有的双工位吹瓶机,主要由挤出机和二个独立的模架组成,模架上设有模具,所述吹瓶机二个模架的工作程序,由模架上→合模→切料→模架下→进吹气针管→吹气→放气→开模→退吹气针管→模架上,不断循环上述的程序,该双模架工作时,存在以下缺陷:由于二个模架的工作程序是同时进行,在运行过程中,会遇到动作不一致,造成接料时料管长短不一而做成废品,更有的是,工作时间越长,两模架之间动作的误差就越大;特别是大容积的双工位吹瓶机,如 30升的双工位吹瓶机,无法克服2000kg的模架,移动时的惯性近十多吨和重复定位精度,难以确保每个工位独立成形的工艺要求问题。

(1)“挤吹”Extrusion-Blow moulding又称中空挤出吹塑。
挤出机连续挤出空心管,用剪刀(人工)或切割装置(自动)切成小段后移到挤吹模具内吹制成型。
优点:设备简单、投资小,成本价格低。
缺点:瓶口不平,密封很差。
原料通常选用LDPE,阻透性能远低于HDPE/PP,装药保质贮存期短。
(2)二步法“注-吹”Two steps injection-Blow moulding。
“注射、吹塑”由独立的两台机器分开进行,俗称“二步法”。
第一步:由一台普通注塑机注射成型管坯,管坯的瓶头部分(瓶口、螺纹)已经成型;第二步:人工将管坯放在蜂窝状加热器或自动循环加热传送带上加热调温,然后移到吹瓶机用压缩空气吹制成型。
优点:设备较简单,投资较少。
瓶口较平整,密封良好。
品种开发快,模具费用较低,成本价格中、低。
缺点:注射管坯与吹塑成型分步进行,易传递污染,菌检难保证,产品同一性差,不太适应大批量生产。
(3)一步法“注-吹”One step injection-Blow moulding。
“注射、吹塑”在同一台机器上完成。
根据不同机种又分为三工位和二工位“注-吹”。
三工位“注-吹”制瓶机三个工位以120°角成等边三角形分布,第一工位为注射成型工位,第二工位为吹塑成型工位,第三工位为脱瓶工位。
三个工位可同时运行,生产效率高,周期短,而且可与传送带连接自动计数包装,真正实现药用塑料瓶生产全过程中与人手“无接触”,确保产品卫生洁净。
二工位“注-吹”塑料机二工位可上、下或前后排列;第一工位为注射成型工位,第二工位为吹塑成型工位;由于少一个专用脱瓶及冷却工位,所以较难实现全自动计数包装(一般为散装人工计数)。
另外,生产周期较长,生产效率低于三工位。
优点:自动化程度高,生产能力高。
瓶口平整度高,密封极好。
选用HDPE/PP原料,瓶壁均匀,阻透性能优良,装药保质贮存期长。
目前,国内标准化药包企业基本上都采用一步法“注吹”工艺设备,其中以“三工位”结构为主。
XL02G二步法全自动吹瓶机使用说明书广州西力机械有限公司前言欢迎您使用我司制造生产的XL02G型直线式自动吹瓶机。
为了您和您的设备的安全和更高效使用本机,请在使用本机前认真阅读本说明书。
《使用说明书》将向您介绍本机的用途,结构特点,机器性能,技术特性,生产工序,安全操作,安装,调试,润滑,维护保养,不良品分析,机器故障排除等。
如果您还有本机的其他问题需要帮助解答,请与我公司售后服务部门联系,我们将用最快捷的方式解答您提出的问题。
◆重要提示不正确的使用可能会产生意想不到的事故。
请将此使用说明书交给最终用户。
▲安全准则●不要采用未经认可的方式进入设备内进行操作。
●不要让无行为能力和未经认可的人员接近本设备。
●在安全装置未全部安装好或未能全部正常工作时,不得让设备全自动运行。
●禁止设备上的安全门打开,而运行设备。
●在进行调试运行的时候,必须指定一人负责操作设备;而且禁止未经允许的人员接近设备。
●因调试原因禁止使用的安全保护装置,当调试结束后必须立即全部恢复正常。
●因私自改制设备或随意增,减装置而造成的一切后果,不在设备制造厂家责任范围内。
▲跑合注意事项1.跑合期本机的跑合期限由用户按照国家有关标准和机器运行情况自行设定,并做好设备维护保养工作。
2.跑合期结束后,需对整机进行重新调整,具体如下:1)对整机所有紧固联接进行重新拧紧。
2)对整机所有接合面的间隙重新进行调整。
3)对各种链条的张紧度,直线进行调整。
4)对开合模,底模进行调整。
5)对理胚机,分胚机构,各机械手,灯箱,传动机构进行调整。
6)对各电气部件进行保养,检查拧紧各接线端子,更换损坏的灯管。
7)对各气动原件进行保养,检查气路,拧紧各联接接头。
▲技术支持1.本机的操作人员,维修人员应是熟悉本机的专职人员。
2.本机的操作人员,维修人员及相关管理人员必须仔细阅读本使用说明书。
3.组织本机的操作人员,维修人员及相关管理人员参加广州西力机械有限公司专业人员主持的现场培训。