氮化常见问题分析
- 格式:doc
- 大小:21.00 KB
- 文档页数:1

氮化是指一种在一定温度下一定介质中使氮原子渗入工件表层的化学热处理工艺。
经氮化处理的制品具有优异的耐磨性、耐疲劳性、耐蚀性及耐高温的特性。
一、氮化表面硬度或深度不够1、可能是钢料化学成分不适合作氮化处理;2、可能是氮化处理前的组织不适合;3、可能是氮化温度过高或太低;4、炉中之温度或流气不均匀;5、氨气的流量不足;6、渗氮的时间不够长。
二、氮化工件弯曲很厉害1、氮化前的弛力退火处理没有做好;2、工件几何曲线设计不良,例如不对称、厚薄变化太大等因素;3、氮化中被处理的工件放置方法不对;4、被处理工件表面性质不均匀,例如清洗不均或表面温度不均等因素。
三、氮化工件发生龟裂剥离现象1、氨的分解率超过85%,可能发生此现象;2、渗氮处理前工件表面存在脱碳层;3、工件设计有明显的锐角存在;4、白层太厚时。
四、氮化工件的白层过厚1、渗氮处理的温度太低;2、氨的分解率低於15%时,可能发生此现象;3、在冷却过程不恰当。
五、氮化处理时之氨分解率不稳定1、分解率测定器管路漏气;2、渗氮处理时装入炉内的工件太少;3、炉中压力变化导致氨气流量改变;4、触媒作用不当。
六、工件需进行机械加工处如何防止渗碳?1、镀铜法,镀上厚度20mm以上的铜层;2、涂敷涂敷剂后乾燥,可使用水玻璃溶液中悬浮铜粉;3、涂敷防碳涂敷剂后乾燥,主要使用硼砂和有机溶剂為主;4、氧化铁和黏土混合物涂敷法;5、利用套筒或套螺丝。
七、渗碳后工件硬度不足1、冷却速度不足,可利用喷水冷却或盐水冷却;2、渗碳不足,可使用强力渗碳剂;3、淬火温度不足;4、淬火时加热发生之脱碳现象所导致,可使用盐浴炉直接淬火。
八、渗碳层剥离现象1、含碳量之浓度坡度太大,应施以扩散退火;2、不存在中间层,应缓和渗碳的速率;3、过渗碳现象,可考虑研磨前次之渗碳层;4、反覆渗碳亦可能產生渗碳层剥离的现象。

氮化疏松的影响因素及形成过程【氮化疏松的影响因素及形成过程】1.引言氮化疏松是一种常见的金属材料缺陷,它对材料的力学性能和表面质量都会产生重要影响。
在工程实践中,如何准确识别和有效控制氮化疏松一直是一个备受关注的问题。
本文将从氮化疏松的影响因素和形成过程两个方面进行探讨,并提出一些个人观点和理解。
2.影响因素(1)原材料质量氮化疏松的形成与原材料质量有着密切的关系。
如果原材料中存在着太多的氮元素,且分布不均匀,就会形成氮化疏松。
在生产过程中,要对原材料进行严格的质量控制。
(2)热处理工艺热处理工艺是直接影响氮化疏松形成的重要因素。
如果热处理温度、时间或冷却速度不当,都会导致材料中氮元素无法充分溶解,从而形成氮化疏松。
3.形成过程(1)氮元素的扩散氮化疏松的形成过程首先涉及到氮元素的扩散。
当氮元素在高温下被加入到金属中时,会与金属原子发生化学反应,形成氮化物。
这些氮化物会沉积在金属晶粒边界处,从而导致氮化疏松的形成。
(2)应力作用除了化学因素,应力也是氮化疏松形成的重要因素之一。
在金属材料中,如果存在着内部应力,就会促使氮化物在晶界处产生开裂和脱离,从而形成氮化疏松。
4.个人观点和理解从我个人的观点来看,氮化疏松虽然是一种常见的缺陷,但通过科学的原材料选择和合理的热处理工艺,是完全可以避免或减轻氮化疏松对材料性能的影响的。
加强对氮化疏松形成过程的研究,也可以为我们提供更多的控制手段和技术支持。
5.总结与回顾通过本文的阐述,我们可以清晰地了解到氮化疏松的影响因素和形成过程。
在应用中,我们要注意原材料的选择和热处理工艺的控制,以避免或减轻氮化疏松对材料性能和质量的影响。
我们也要不断加强对氮化疏松形成机理的研究,为相关工程问题的解决提供更多的技术支持。
在知识的文章格式中,应该按照以上内容对文章进行撰写,并通过丰富的案例和实证来支撑观点和结论,以提供更加深入和全面的内容。
氮化疏松是一种常见的金属材料缺陷,产生于原材料中存在的氮元素不均匀分布以及热处理工艺不当,对材料的力学性能和表面质量都会产生重要影响。

氮化后磨削加工注意问题氮化处理是一种通过将零件暴露在高温和高压的氮气环境中,使氮原子渗入零件表面以增强其硬度和耐腐蚀性的热处理工艺。
在氮化处理后的磨削加工中,以下问题需要特别关注:1.表面粗糙度:氮化处理可能会导致零件表面更加光滑,这可能会影响磨削的效果。
为了获得最佳的表面粗糙度,可能需要调整磨削参数,如砂轮速度、进给速度和磨削深度。
2.热处理变形:氮化处理可能会导致零件的形状和尺寸发生微小变化。
在磨削加工之前,应充分了解并预测这些变化,并相应地调整磨削程序。
3.磨削裂纹:如果氮化处理后的零件表面存在裂纹,那么在磨削过程中可能会导致裂纹扩大,甚至导致零件破裂。
为了避免这种情况,应选择适当的砂轮和磨削参数,并确保冷却液充分供应。
4.精度控制:氮化处理可能会导致零件的尺寸和形状发生变化,这可能会影响磨削的精度。
为了确保精度,应定期检查磨床的精度,并根据需要调整磨削程序。
5.磨削液清洁:在磨削过程中,应使用清洁的磨削液来防止零件生锈和腐蚀。
同时,磨削液的清洁度也直接影响磨削效果。
因此,应定期更换磨削液并保持其清洁。
6.砂轮选择:砂轮的选择直接影响磨削效果和零件的质量。
对于氮化处理后的零件,应选择硬度适中、粒度适当的砂轮,以确保磨削效率和零件质量。
7.操作规范:操作人员的技能和经验对磨削效果至关重要。
操作人员应接受专门的培训,并严格遵守操作规范。
在操作过程中,应密切关注磨削参数的变化,并及时调整。
8.设备维护:为了确保磨床的稳定性和精度,应定期进行设备维护和保养。
维护保养包括更换磨损部件、调整机器精度、检查冷却系统等。
此外,应定期对设备进行检查和维护,以确保其正常运行。
总之,氮化后磨削加工需要注意的问题较多,需要操作人员具备丰富的经验和技能。
在实际操作中,应密切关注各种问题的发生和发展趋势,并及时采取有效措施加以解决。

一、引言模具进行氮化处理可显著提高模具表面的硬度、耐磨性、抗咬合性、抗腐蚀性能和抗疲劳性能。
由于渗氮温度较低,一般在500-650℃范围内进行,渗氮时模具芯部没有发生相变,因此模具渗氮后变形较小。
一般热作模具钢(凡回火温度在550-650℃的合金工具钢)都可以在淬火、回火后在低于回火温度的温度区内进行渗氮;一般碳钢和低合金钢在制作塑料模时也可在调质后的回火温度下渗氮;一些特殊要求的冷作模具钢也可在氮化后再进行淬火、回火热处理。
实践证明,经氮化处理后的模具使用寿命显著提高,因此模具氮化处理已经在生产中得到广泛应用。
但是,由于工艺不正确或操作不当,往往造成模具渗氮硬度低、深度浅、硬度不均匀、表面有氧化色、渗氮层不致密、表面出现网状和针状氮化物等缺陷,严重影响了模具使用寿命。
因此研究模具渗氮层缺陷、分析其产生的原因、探讨减少和防止渗氮缺陷产生的工艺措施,对提高模具的产品质量,延长使用寿命具有十分重要的意义。
二、模具渗氮层硬度偏低模具渗氮表层硬度偏低将会降低模具的耐磨性能,大大减少渗氮模具的使用寿命。
模具渗氮层硬度偏低的原因(1)渗氮模具表层含氮量低。
这是由于渗氮时炉温偏高或者在渗氮第一阶段的氨分解率过高,即炉内氮气氛过低。
(2)模具预先热处理后基体硬度太低。
(3)渗氮炉密封不良、漏气或初用新的渗氮罐。
预防措施:适当降低渗氮温度,对控温仪表要经常校正,保持适当的渗氮温度。
模具装炉后应缓慢加热,在渗氮第一阶段应适当降低氨分解率。
渗氮炉要密封,对漏气的马弗罐应及时更换。
新渗氮罐要进行预渗氮,使炉内氨分解率达到平稳。
对因渗氮层含氮量较低的模具可进行一次补充渗氮,其渗氮工艺为:渗氮温度520℃ ,渗氮时间8~10h,氨分解率控制在20%-30%。
在模具预先热处理时要适当降低淬火后的回火温度,提高模具的基体硬度。
三、模具渗氮层浅模具渗氮层浅将会缩短模具硬化层耐磨寿命。
模具渗氮层偏浅的原因:(1)模具渗氮时间太短、渗氮温度偏低、渗氮炉有效加热区的温度分布不均匀、渗氮过程第一阶段氮浓度控制不当(氨分解率过高或过低)等。
离子氮化变形摘要:1.离子氮化变形简介2.离子氮化的基本原理3.离子氮化变形的影响因素4.离子氮化变形对材料性能的影响5.应对离子氮化变形的措施正文:离子氮化变形是一种材料表面处理技术,通过氮化处理,使材料表面形成一层氮化层,从而改善材料表面的硬度、耐磨性等性能。
然而,在离子氮化过程中,由于各种因素的影响,可能导致材料发生变形。
本文将详细介绍离子氮化变形的相关内容。
离子氮化是利用气体放电产生的氮离子,在高温、高压下与材料表面发生反应,形成氮化层的一种方法。
离子氮化变形的产生与氮化过程中的物理、化学反应密切相关。
氮化过程中的温度、压力、气体种类、材料成分等因素都会影响离子氮化变形。
离子氮化变形对材料性能的影响主要表现在以下几个方面:1.影响氮化层的均匀性:离子氮化变形可能导致氮化层厚度不均,从而降低氮化层的性能。
2.影响材料的硬度:氮化层硬度是离子氮化的主要目的之一,离子氮化变形会降低氮化层的硬度。
3.影响材料的耐磨性:离子氮化处理后,材料的耐磨性通常会得到提高。
然而,离子氮化变形可能导致耐磨性降低。
4.影响材料的其他性能:离子氮化变形还可能影响材料的其他性能,如疲劳强度、韧性等。
为了降低离子氮化变形对材料性能的影响,可以采取以下措施:1.合理设定氮化工艺参数:根据材料的特性和氮化目的,合理选择温度、压力、气体种类等工艺参数。
2.控制氮化过程中的气氛:确保氮化过程中的气氛稳定,避免因气氛波动导致的离子氮化变形。
3.选择合适的材料和处理方法:针对不同材料,选择合适的氮化处理方法,以降低离子氮化变形的风险。
4.加强过程监控:对氮化过程进行实时监控,及时发现并处理可能导致的离子氮化变形问题。
总之,离子氮化变形是离子氮化过程中常见的问题,对材料性能产生不利影响。
井式氮化炉设备调试及故障诊断文章简要阐述氮化炉设备的电气控制工作原理,结合工艺实施中常见故障,提出一些解决故障的实用维修方法,并对故障元器件进行优化改造。
标签:热处理;氮化;故障诊断引言随着热处理设备的广泛应用,曲轴氮化电气控制技术逐步完善,电气控制的精确直接影响到曲轴氮化的表面硬度、显微组织及心部结构[1]。
氮化炉的工作温度范围一般高于500℃低于安全温度750℃,炉内又通入了可燃性气体、NH3、裂解NH3等,过程非常危险,如果排出的可燃气体未被点燃,吸入一定量的这些气体将会使人中毒,易燃气体与空气或氧气混合且达到一定的浓度时遇到明火极易爆炸。
所以为了提高氮化的工艺效率,减少电气故障发生,本文针对其调试过程中遇到的常见故障,从安全角度出发,阐述电气元件工作原理并总结故障维修方法。
1 离子氮化炉的结构离子渗氮炉由真空炉体、电源控制系统、供气系统及真空系统组成,离子渗氮的工作原理是将要处理的零件,放在真空炉体中,炉内充以66.7Pa至1066Pa 压力的含氮气体。
以零件为负极,炉壁为正极,在两极间加数百伏直流电压或脉冲电压,使炉内气体电离,产生辉光放电。
正离子向作为阴极的零件运动,轰击零件表面,这些高能离子的一部分动能转变为热能,使零件加热,同时在阴极表面溅射过程中,原子结合并吸附在表面,通过化合、扩散渗入零件表面形成氮化层。
结构原理如下图:2 可控硅加热控制单元我公司引进的一台井式氮化炉采用六组可控硅加热装置,这样高效率的输出,同时完成三根柴油机组曲轴的氮化,可控硅首先通过整流器先把工频交流电整流成直流,再经滤波器滤波,最后再将直流电逆变成输出无杂波的单相中频交流电,以供给负载,优点体现在效率高、噪音小、无振动、操作方便等方面。
在调试电源加热系统及加热氮化运行过程中,经常遇到类似的故障:①三相全波整流可控硅全导通时应输出直流电压Ud=2.34U,如果输出电压达不到,在示波屏上的整流电压波形不正常。
一、引言模具进行氮化处理可显著提髙模具表而的硬度、耐磨性、抗咬合性、抗腐蚀性能和抗疲劳性能。
由于渗氮温度较低,一般在500-650°C范用内进行,渗氮时模具芯部没有发生相变,因此模具渗氮后变形较小。
一般热作模具钢(凡回火温度在550-6509的合金工具钢)都可以在淬火、回火后在低于回火温度的温度区内进行渗氮;一般碳钢和低合金钢在制作塑料模时也可在调质后的回火温度下渗氮;一些特殊要求的冷作模具钢也可在氮化后再进行淬火、回火热处理。
实践证明,经氮化处理后的模具使用寿命显著提高,因此模具氮化处理已经在生产中得到广泛应用。
但是,由于工艺不正确或操作不当,往往适成模具渗氮硬度低、深度浅、硬度不均匀、表而有氧化色、渗氮层不致密、表而岀现网状和针状氮化物等缺陷,严重影响了模具使用寿命。
因此研究模具渗氮层缺陷、分析英产生的原因、探讨减少和防止渗氮缺陷产生的工艺措施,对提髙模具的产品质量,延长使用寿命具有十分重要的意义。
二、模具渗氮层硬度偏低模具渗氮表层硬度偏低将会降低模具的耐磨性能,大大减少渗氮模具的使用寿命。
模具渗氮层硬度偏低的原因(1)渗氮模具表层含氮量低。
这是由于渗氮时炉温偏高或者在渗氮第一阶段的氨分解率过高,即炉内氮气氛过低。
(2)模具预先热处理后基体硬度太低。
(3)渗氮炉密封不良、漏气或初用新的渗氮罐。
预防措施:适当降低渗氮温度,对控温仪表要经常校正,保持适当的渗氮温度。
模具装炉后应缓慢加热,在渗氮第一阶段应适当降低氨分解率。
渗氮炉要密封,对漏气的马弗罐应及时更换。
新渗氮罐要进行预渗氮,使炉内氨分解率达到平稳。
对因渗氮层含氮量较低的模具可进行一次补充渗氮,英渗氮工艺为:渗氮温度520°C ,渗氮时间8〜10h,氨分解率控制在20%-30%。
在模具预先热处理时要适当降低淬火后的回火温度,提高模具的基体硬度。
三、模具渗氮层浅模具渗氮层浅将会缩短模具硬化层耐贈寿命。
模具渗氮层偏浅的原因:(1)模具渗氮时间太短、渗氮温度偏低、渗氮炉有效加热区的温度分布不均匀、渗氮过程第一阶段氮浓度控制不当(氨分解率过高或过低)等。
氮化件非磨面裂纹原因氮化件是一种具有很高硬度、良好耐磨性能的表面处理工艺,广泛应用于汽车发动机、机械设备等领域。
然而,在使用过程中,有时会发现氮化件出现非磨面裂纹现象,给使用带来了许多困扰。
想要解决这个问题,首先我们需要了解非磨面裂纹的原因。
非磨面裂纹的产生主要有以下几个方面原因。
首先,氮化件在淬火过程中产生的残余应力是引起非磨面裂纹最主要的原因之一。
在氮化过程中,工件表面会发生明显的体积膨胀,而内部由于具有较强的韧性而无法跟随表面的变形,导致产生较大的残余应力。
这些残余应力可能会导致工件的非磨面产生裂纹。
其次,工件密度不均一也是引起非磨面裂纹的原因之一。
氮化件在加工过程中,如果材料的密度不均一,即部分区域的氮化层较厚,而另一部分较薄,则会导致工件在形变过程中产生变形不均匀,从而产生应力集中并引起非磨面裂纹。
此外,氮化温度和时间控制不当也可能导致非磨面裂纹的产生。
氮化件在氮化过程中,温度和时间的控制十分关键。
如果温度过高或时间过长,会导致钢材内部相变过度,从而导致氮化件中出现更多的残余应力,增加非磨面裂纹的风险。
对于氮化件非磨面裂纹问题的解决,我们可以从以下几个方面入手。
首先,需要优化淬火和回火工艺,减少残余应力的产生。
在淬火过程中,可以采用适当的冷却速度和温度控制方法,以减少工件内部温度梯度的差异,从而减少残余应力的产生。
同时,在回火过程中,也需要严格控制温度和保持时间,以消除残余应力。
其次,需要优化材料的制备工艺,提高工件的均匀性。
制备材料时,可以采用均匀的合金配方和精细的加工技术,以确保工件的密度均一性,减少材料内部应力的产生。
最后,需要合理设计氮化工艺参数,以避免过度相变。
在氮化过程中,要根据具体工件的材料和要求,合理设置温度和保持时间,确保韧性相变达到合适的程度,避免因过度相变而导致非磨面裂纹的产生。
综上所述,氮化件非磨面裂纹的产生原因主要包括残余应力、材料密度不均一和氮化工艺参数控制不当等因素。
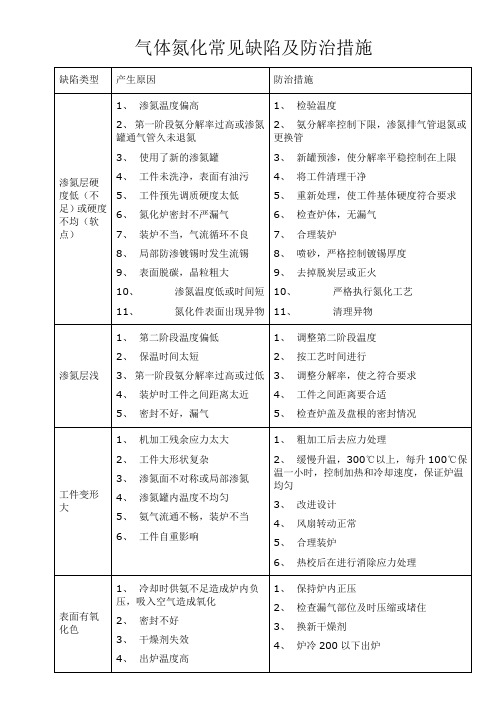
一、硬度偏低
生产实践中,工件渗氮(软氮化)后其表面硬度有时达不到工艺规定的要求,轻者可以返工,重者则造成报废。
造成硬度偏低的原因是多方面的:设备方面:如系统漏气造成氧化;
材料:如材料选择欠佳;
前期热处理:如基体硬度太低,表面脱碳严重等;
预先处理:如进炉前的清洁方式及清洁度。
工艺方面:如渗氮(软氮化)温度过高或过低,时间短或氮势不足等等。
所以具体情况要具体分析,找准原因,解决问题。
二、硬度和渗层不均匀
装炉方式不当;
气压调节不当;
温度不均;
炉内气流不合理。
三、变形过大
变形是难以杜绝的,对易变形件,采取以下措施,有利于减小变形:
渗氮(软氮化)前应进行稳定化处理;
渗氮(软氮化)过程中的升、降温速度应缓慢;
保温阶段尽量使工件各处的温度均匀一致。
对变形要求严格的工件,如果工艺许可,尽可能采用较低的氮化(软氮化)温度。
四、外观质量差
渗氮(软氮化)件出炉后首先用肉眼检查外观质量,钢件经渗氮(软氮化)处理后表面通常呈银灰(蓝黑色)色或暗灰色(蓝黑色),不同材质的工件,氮化(软氮化)后其表面颜色略有区别,钛及钛合金件表面应呈金黄色。
五、脉状氮化物
氮化(特别是离子氮化)易出现脉状氮化物,即扩散层与表面平行走向呈白色波纹状的氮化物。
其形成机理尚无定论,一般认为与合金元素在晶界偏聚及氮原子的扩散有关。
因此,控制合金元素偏聚的措施均有利于减轻脉状氮化物的形成。
工艺参数方面,渗氮温度越高,保温时间越长,越易促进脉状组织的形成,如工件的棱角处,因渗氮温度相对较高,脉状组织比其它部位严重得多。