齿轮基本知识及圆柱齿轮齿形加工方法
- 格式:pdf
- 大小:3.98 MB
- 文档页数:39

圆柱齿轮加工方法
圆柱齿轮一般分为两种加工方法:切削加工和成形加工。
切削加工是最常用的加工方法。
它是通过将刀具与工件的旋转轴相交,将工件上的金属材料切除,使其逐渐变成齿轮的齿形。
常见的切削加工方法有铣削、滚刀切削和磨削等。
其中,铣削是利用铣削刀具在工件上进行直线或曲线的切削,可以加工各种直齿、斜齿和弧齿齿轮;滚刀切削是利用滚刀在工件上进行滚动切削,适用于加工直齿和斜齿齿轮;磨削是利用砂轮或磨料刷在工件上进行磨削,可以得到高精度和高表面质量的齿轮。
成形加工是将工件与模具配合,通过模具上的凸缘或凹槽将工件的金属材料压制成齿轮的齿形。
常见的成形加工方法有滚压和冷镦等。
滚压是将工件放在滚压模具中,通过滚压的方式使工件的金属流动,形成齿轮的齿形;冷镦是通过将圆柱工件在冷冲模具中进行挤压变形,将工件的材料挤压成齿轮的齿形。
在具体的加工过程中,需要根据齿轮的材料、齿轮的精度要求和加工设备的性能来选择合适的加工方法。
同时,还需要注意刀具和模具的选择、加工参数的确定以及加工过程中的冷却润滑等问题,以保证加工质量和效率。

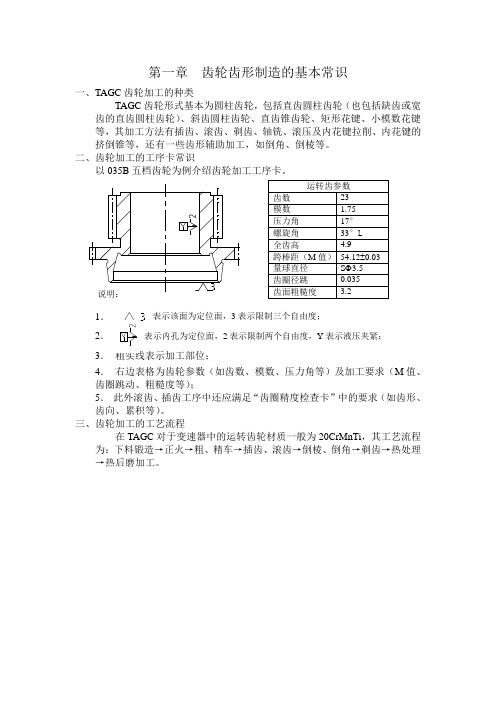
第二章插齿加工一、插齿机的用途、工作原理及传动1、插齿机的用途一般插齿机多用于粗精加工内、外啮合的直齿圆柱齿轮,特别适用于双联(如齿轮的结合齿部位)或多联齿轮(如中间轴)。
另外,配用缺齿或宽齿插齿刀,可加工缺齿或宽齿齿轮,如905T联齿中的缺齿、齿毂中的宽齿等;在刀具主轴上部配置螺旋导轨,并使用相应的螺旋插齿刀,可以加工斜齿轮,如5RYA中间轴的③齿圈、4RKA的三档齿轮等;插齿机工作台选用摇摆式的,可加工小锥度的齿轮,如联齿的锥齿、5RYA中间轴的④齿圈等。
TAGC的主要插齿机型为Y5132(南京二机床)、YS5120A(宜昌机床厂),另外有美国FELLOWS公司的10-2插齿机及德国SN4插齿机。
037项目新采用数控插齿机YK5132A(南京二机床)2、插齿机的工作原理及传动组成插齿机是按展成法原理加工齿轮的,很象两个齿轮做无间隙的啮合传动。
插齿机的传动组成包括:①、切削主运动:刀具主轴的快速往复运动,即冲程;②、圆周进给运动:刀具主轴绕自己的轴线作慢速回转运动;③、分齿运动:因被加工齿轮齿数的不同而调配(挂轮);④径向进给运动:刀具向被加工齿轮在齿深方向的切入运动;⑤让刀运动:与主轴往复运动相配合的脱离与接触运动,保证不划伤已加工表面。
二、插齿机的调整加工机床切齿调整前必须弄清被加工齿轮的模数、齿数、压力角、齿宽、技术要求、材料,以及插齿刀具的材质、齿数等。
然后按下列顺序进行机床调整:1、分齿挂轮:主要保证插齿刀主轴与工件主轴间的转速比。
Z刀—插齿刀齿数Z工—被加工工件齿数具体要求根据所用插齿机确定。
安装分齿挂轮时,齿轮的齿恻间隙不宜太大,否则影响传动精度;间隙太小,会引起磨损,运转后由于热的影响,间隙会更小,一般为0.1mm左右的间隙。
2、夹具安装:将夹具定位面擦净,安装在机床工作台上,并调整找正夹具,使径向、轴向定位面跳动不大于0.01mm。
3、刀具安装:将插齿刀定位面擦净,安装在机床主轴上,并用百分表检查刀具是否装正,要求刀具前刀面跳动不大于0.025mm,外径跳动不大于0.02mm。

圆柱齿轮的加工方法
【一、圆柱齿轮概述】
圆柱齿轮是一种常见的传动元件,广泛应用于各类机械设备中。
它主要由两个相互啮合的齿轮组成,其中一个齿轮的齿轴线与轴线垂直,另一个齿轮的齿轴线与轴线平行。
圆柱齿轮具有传动比稳定、承载能力高等特点。
【二、圆柱齿轮的加工方法】
1.铸造法:铸造法是将熔融的金属倒入齿轮模具中,待冷却凝固后得到齿轮成品。
这种方法生产效率较高,适用于大批量生产。
但齿轮的齿面粗糙度较大,精度较低,齿轮齿面易产生铸造缺陷。
2.锻造法:锻造法是将金属坯料通过锻造变形得到齿轮成品。
这种方法可以获得较高的齿轮精度,齿面粗糙度较小。
但锻造设备投入大,生产成本较高,不适合大批量生产。
3.切削加工法:切削加工法是通过机械切削得到齿轮成品。
这种方法可以获得较高的齿轮精度,齿面粗糙度较小。
切削加工法适用于中小批量生产和修配加工。
【三、加工方法比较与选择】
在选择圆柱齿轮的加工方法时,需综合考虑生产批量、齿轮精度要求、成本和生产周期等因素。
一般来说,大批量生产可选铸造法,中小批量生产可选切削加工法,对齿轮精度要求较高的场合可选锻造法。
【四、圆柱齿轮加工中的注意事项】
1.确保齿轮模具或刀具的精度,以提高齿轮的精度。
2.控制金属熔融温度和铸造过程,减少齿轮齿面的铸造缺陷。
3.合理选择切削参数,防止齿轮齿面磨损和毛刺。
4.严格检测齿轮的尺寸和齿面质量,确保齿轮传动性能。
圆柱齿轮的加工方法
圆柱齿轮是机械传动中常用的一种齿轮,它具有精密、稳定、传动效率高的特点。
在制造过程中,加工方法对于圆柱齿轮的质量和性能至关重要。
下面我们来了解一下圆柱齿轮的加工方法。
首先,圆柱齿轮的加工通常采用车削法。
车削是一种常见的金属加工方法,通过车床上的刀具对工件进行切削,来达到加工成型的目的。
在加工圆柱齿轮时,首先要选择合适的车刀和车床,根据齿轮的尺寸和要求来确定加工的参数,如进给速度、切削速度等。
然后按照齿轮的图纸要求进行车削,完成齿轮的外圆和齿廓的加工。
其次,圆柱齿轮的齿形加工通常采用滚齿法。
滚齿是利用专用的滚刀进行齿形加工,通过滚刀的滚动和工件的旋转来完成齿轮齿形的加工。
这种加工方法可以保证齿轮的齿形精度和表面质量,适用于要求较高的圆柱齿轮加工。
最后,圆柱齿轮的热处理也是非常重要的一步。
热处理可以改善齿轮的硬度、强度和耐磨性,提高齿轮的使用寿命。
常用的热处理方
法包括淬火、回火等,根据不同的材料和要求来选择合适的热处理工艺。
总的来说,圆柱齿轮的加工方法需要结合车削、滚齿和热处理等工艺步骤来完成,确保齿轮的精度和质量。
在加工过程中,要严格按照工艺要求进行操作,保证加工的准确性和稳定性。
只有这样,才能生产出高质量的圆柱齿轮,满足各种机械传动的需求。